You might also like
- CBC - GmawDocument22 pagesCBC - GmawPrances PelobelloNo ratings yet
- Principles of Field Ionization and Field Desorption Mass Spectrometry: International Series in Analytical ChemistryFrom EverandPrinciples of Field Ionization and Field Desorption Mass Spectrometry: International Series in Analytical ChemistryNo ratings yet
- Pore & PorosityDocument1 pagePore & PorosityloknathNo ratings yet
- Weld Width & Leg LengthDocument1 pageWeld Width & Leg LengthloknathNo ratings yet
- Astm F1941M 2005Document11 pagesAstm F1941M 2005Jesse ChenNo ratings yet
- Standard Test Method For Vickers Indentation Hardness of Advanced CeramicsDocument8 pagesStandard Test Method For Vickers Indentation Hardness of Advanced CeramicsJosué Licona MármolNo ratings yet
- Driving Session PlanDocument14 pagesDriving Session PlanErickson SongcalNo ratings yet
- Electrodeposited Coatings On Threaded Fasteners (Unified Inch Screw Threads (UN/UNR) )Document11 pagesElectrodeposited Coatings On Threaded Fasteners (Unified Inch Screw Threads (UN/UNR) )Darwin DarmawanNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForNeeraj KumarNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForNeeraj KumarNo ratings yet
- CBLM SmawDocument71 pagesCBLM SmawJoven Roque100% (2)
- E161-12 Standard Specification For Precision Electroformed Sieves PDFDocument4 pagesE161-12 Standard Specification For Precision Electroformed Sieves PDFAndré BerninzonNo ratings yet
- Faculty of Chemical & Natural Resources Engineering: Sem. 1 - Session 2009/2010Document7 pagesFaculty of Chemical & Natural Resources Engineering: Sem. 1 - Session 2009/2010izziewi882777No ratings yet
- Scope: Method Statement For Welding ControlDocument6 pagesScope: Method Statement For Welding ControlSIBINNo ratings yet
- Requirements To Be AccomplishedDocument9 pagesRequirements To Be Accomplishedcheenee dela cruzNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForLucia SaezNo ratings yet
- Phase IV Welder Module 1.2Document15 pagesPhase IV Welder Module 1.2Magdi SiamNo ratings yet
- Iksrfuekz.K Fo - QR Osfymm LVM JFGR, Adj Tathjsa RFKK La KSTH Lkadysa Fof'Kf"VDocument13 pagesIksrfuekz.K Fo - QR Osfymm LVM JFGR, Adj Tathjsa RFKK La KSTH Lkadysa Fof'Kf"VAhmed HossamNo ratings yet
- IACS Rec - 79Document10 pagesIACS Rec - 79tyuNo ratings yet
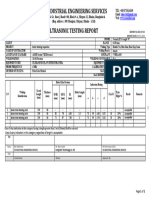
- UT ReportDocument1 pageUT ReportAmit HasanNo ratings yet
- JS 01 Report Danial Hakimi 1925901Document5 pagesJS 01 Report Danial Hakimi 1925901noralizan azizNo ratings yet
- MTK 2033 Smaw 2Document18 pagesMTK 2033 Smaw 2Hanif Halin100% (1)
- Abstract of ASTM F871M 1991Document10 pagesAbstract of ASTM F871M 1991Jesse ChenNo ratings yet
- Lndian Standard: Plastics - Methods of TestingDocument9 pagesLndian Standard: Plastics - Methods of Testinggini associatesNo ratings yet
- Good Weld Bead Finish (W-10)Document21 pagesGood Weld Bead Finish (W-10)hardish_trivedi7005No ratings yet
- BS 1881-Part 120-83Document8 pagesBS 1881-Part 120-83رجاء صبرةNo ratings yet
- Standard 2 5 5 8: Object IndexDocument9 pagesStandard 2 5 5 8: Object IndexanhthoNo ratings yet
- Penetration of Bituminous Materials: Standard Test Method ForDocument4 pagesPenetration of Bituminous Materials: Standard Test Method ForBlack GokuNo ratings yet
- Vickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForDocument8 pagesVickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForAndres Cantillo S.No ratings yet
- TeroMatec OA 2020Document2 pagesTeroMatec OA 2020EdwinNo ratings yet
- MC 201SCDocument4 pagesMC 201SCgotcha75No ratings yet
- Anchor Chain StudDocument3 pagesAnchor Chain StudAntonios BachtisNo ratings yet
- Vickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForDocument8 pagesVickers Indentation Hardness of Advanced Ceramics: Standard Test Method ForRedV1rusNo ratings yet
- Anchor Chain PDFDocument10 pagesAnchor Chain PDFchristianvanNo ratings yet
- Astm F1941-2015 PDFDocument14 pagesAstm F1941-2015 PDFBryan ChengNo ratings yet
- Narrow Gap Gas Metal Arc (GMA) Welding Technologies: AbstractDocument7 pagesNarrow Gap Gas Metal Arc (GMA) Welding Technologies: Abstracttiepnh.ameccNo ratings yet
- ASTM G62 Holiday Test PDFDocument5 pagesASTM G62 Holiday Test PDFNuttaphonNo ratings yet
- FSIWPSREV0Document2 pagesFSIWPSREV0sooomilNo ratings yet
- Astm E1558.24503Document13 pagesAstm E1558.24503Juan Shevchenko100% (1)
- Inspection Report - EarthingDocument4 pagesInspection Report - Earthingpremkumarance_999016No ratings yet
- Phase Iv Welder Module 1.3Document15 pagesPhase Iv Welder Module 1.3Magdi SiamNo ratings yet
- D 4146 - 96 R03 - RdqxndyDocument4 pagesD 4146 - 96 R03 - RdqxndyEmre DalgicNo ratings yet
- Astm-E 1558-09Document13 pagesAstm-E 1558-09rosanaNo ratings yet
- Astm E-384Document33 pagesAstm E-384jesus medina100% (1)
- Astm C954Document3 pagesAstm C954Cj Elamparo100% (1)
- DKSKV MTK 5034Document8 pagesDKSKV MTK 5034Muhamad SyakirNo ratings yet
- Astm F2282 PDFDocument16 pagesAstm F2282 PDFanhthoNo ratings yet
- Easa Ar100 2006 PDFDocument33 pagesEasa Ar100 2006 PDFChecho Buenaventura100% (1)
- Astm E384Document33 pagesAstm E384bi bullNo ratings yet
- CBLMDocument11 pagesCBLMfred gallardoNo ratings yet
- Tower Manufacturing ProcessDocument30 pagesTower Manufacturing Processmechajay2002No ratings yet
- ASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricDocument14 pagesASTM-F1941-F1941M Standard Specification For Electrodeposited Coatings On Mechanical Fasteners, Inch and MetricSinan Chen100% (1)
- 398 - 5 ACSR For 400 KVDocument11 pages398 - 5 ACSR For 400 KVFunk MacoleNo ratings yet
- IPC-TM-650-TEST METHODS MANUAL - Solderability, Wave Solder MethodDocument3 pagesIPC-TM-650-TEST METHODS MANUAL - Solderability, Wave Solder MethodlizengshuNo ratings yet
- F 1711 - 96 Sheet Resistance PDFDocument9 pagesF 1711 - 96 Sheet Resistance PDFchaminda nayanajithNo ratings yet
- 螢幕截圖 2022-12-30 上午9.17.25Document1 page螢幕截圖 2022-12-30 上午9.17.25Dave CheungNo ratings yet
- Astm F1941M 2007Document12 pagesAstm F1941M 2007Jesse ChenNo ratings yet
- A 874 - A 874M - 98 - Qtg3nc9bodc0tqDocument3 pagesA 874 - A 874M - 98 - Qtg3nc9bodc0tqQaisir MehmoodNo ratings yet
- Impact Strength of Adhesive Bonds: Standard Test Method ForDocument4 pagesImpact Strength of Adhesive Bonds: Standard Test Method ForPyone Ei ZinNo ratings yet
- Itinerary - X2L45P Langkawi SyafiqDocument3 pagesItinerary - X2L45P Langkawi Syafiqmuhammad qasimNo ratings yet
- PIC SMAW 3 QasimDocument2 pagesPIC SMAW 3 Qasimmuhammad qasimNo ratings yet
- Station FDocument1 pageStation Fmuhammad qasimNo ratings yet
- AHLI BLOK U (2022) : NO Nama Kelas Dorm No - PhoneDocument3 pagesAHLI BLOK U (2022) : NO Nama Kelas Dorm No - Phonemuhammad qasimNo ratings yet
- AHLI DORM U1 (2022) : NO Nama Kelas No - PhoneDocument5 pagesAHLI DORM U1 (2022) : NO Nama Kelas No - Phonemuhammad qasimNo ratings yet
- D 2510 - 94 R98Document3 pagesD 2510 - 94 R98David Cazorla100% (1)
- Applying Six Sigma at 3MDocument13 pagesApplying Six Sigma at 3MdchNo ratings yet
- Engine Maintenance PartsDocument13 pagesEngine Maintenance PartsSerkanAl100% (1)
- Colchicine - British Pharmacopoeia 2016Document4 pagesColchicine - British Pharmacopoeia 2016Social Service (V)100% (1)
- Apqp - DR SHFTDocument60 pagesApqp - DR SHFTrajesh5000100% (2)
- Lecture10 Combined FootingsDocument31 pagesLecture10 Combined FootingsGopalram Sudhirkumar100% (3)
- Differences Between VSI and CSI Converter Operation Modes.Document1 pageDifferences Between VSI and CSI Converter Operation Modes.Sushil NamoijamNo ratings yet
- Fast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsDocument4 pagesFast, Accurate Data Management Across The Enterprise: Fact Sheet: File-Aid / MvsLuis RamirezNo ratings yet
- Lecure Two. ReactorsDocument56 pagesLecure Two. ReactorsSophia WambuiNo ratings yet
- SemDocument31 pagesSemkaushik4208No ratings yet
- Safety Data Sheet 84989 41 3 enDocument4 pagesSafety Data Sheet 84989 41 3 enAdhiatma Arfian FauziNo ratings yet
- 20105-AR-HOT-07-105-01 Rev 00Document1 page20105-AR-HOT-07-105-01 Rev 00Bahaa MohamedNo ratings yet
- Phase DiagramDocument36 pagesPhase Diagramzainal arifinNo ratings yet
- Esquema Elétrico NGD 9.3Document2 pagesEsquema Elétrico NGD 9.3LuisCarlosKovalchuk100% (1)
- GMP Male BearingDocument3 pagesGMP Male BearingMahdi HajizadehNo ratings yet
- 85GDocument4 pages85GBeny StephenNo ratings yet
- Pds 55930Document2 pagesPds 55930ekosuryonoNo ratings yet
- Concept of Circulation in A Free Vortex FlowDocument55 pagesConcept of Circulation in A Free Vortex FlowAnil KumarNo ratings yet
- Sluice Gates ExportDocument20 pagesSluice Gates ExportsaishankarlNo ratings yet
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocument2 pagesSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtINo ratings yet
- Solar Pond - Awesome PDFDocument26 pagesSolar Pond - Awesome PDFKartik MahajanNo ratings yet
- Psychrometric Chart - Us and Si UnitsDocument1 pagePsychrometric Chart - Us and Si UnitsRaden_Rici_Abi_1914No ratings yet
- Rigaku Progeny Spec Sheet LTR 3.14Document2 pagesRigaku Progeny Spec Sheet LTR 3.14DATA24No ratings yet
- Korantin PPDocument4 pagesKorantin PPteddy garfieldNo ratings yet
- Elevator Traffic Analysis - Passanger Elevators Option-1Document5 pagesElevator Traffic Analysis - Passanger Elevators Option-1Amit GuptaNo ratings yet
- Bazele Matematice Ale Calculatoarelor - Florian Mircea BoianDocument132 pagesBazele Matematice Ale Calculatoarelor - Florian Mircea BoiannimsocNo ratings yet
- Siemens Engineering Manual V7Document338 pagesSiemens Engineering Manual V7Jeremy Branch100% (2)
- Delhi Factories Rule 1950 PDFDocument84 pagesDelhi Factories Rule 1950 PDFAkhilesh Kumar SinghNo ratings yet
- U042en PDFDocument12 pagesU042en PDFTatiya TatiyasoponNo ratings yet
- Ism CodeDocument9 pagesIsm CodePraneel KurhadeNo ratings yet