You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 11110d-1 Obround Nozzle Drawing As Code CalculatedDocument1 page11110d-1 Obround Nozzle Drawing As Code CalculatedSivateja NallamothuNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
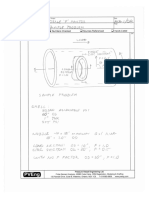
- ASME SpreaderBar CalcsDocument5 pagesASME SpreaderBar Calcsganesh100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Pressure Vessel Engineering, LTD.: CustomerDocument34 pagesPressure Vessel Engineering, LTD.: CustomerSivateja Nallamothu100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Vessel With Large Opening: PVE SamplesDocument25 pagesVessel With Large Opening: PVE SamplesSivateja NallamothuNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- 56Document38 pages56Sivateja NallamothuNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 56Document38 pages56Sivateja NallamothuNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 11110d-2 Obround Nozzle Revised DesignDocument1 page11110d-2 Obround Nozzle Revised DesignSivateja NallamothuNo ratings yet
- 11110d-1 Obround Nozzle Drawing As Code CalculatedDocument1 page11110d-1 Obround Nozzle Drawing As Code CalculatedSivateja NallamothuNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Pveng: Vessel With Large Opening Pve Sample VesselDocument1 pagePveng: Vessel With Large Opening Pve Sample VesselSivateja NallamothuNo ratings yet
- Nozzle F Factor CalculationsDocument5 pagesNozzle F Factor CalculationsSivateja NallamothuNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
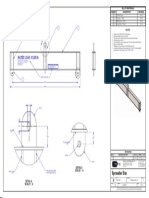
- ASME SpreaderBar DWGDocument1 pageASME SpreaderBar DWGSivateja NallamothuNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Vessel Description: Pressure Vessel Engineering, LTDDocument40 pagesVessel Description: Pressure Vessel Engineering, LTDSivateja NallamothuNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- ASME SpreaderBar CalcsDocument5 pagesASME SpreaderBar Calcsganesh100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Loads On FlangesDocument16 pagesLoads On Flangesccoollest100% (3)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Zick AnalysisDocument12 pagesZick AnalysisrksahayNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Nozzle F Factor CalculationsDocument5 pagesNozzle F Factor CalculationsSivateja NallamothuNo ratings yet
- PV Elite Heat Exchanger CalculationsDocument99 pagesPV Elite Heat Exchanger CalculationscbousmuNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Comparison Between Head Types - Hemi, SE, F&D and Flat - Pressure Vessel EngineeringDocument8 pagesComparison Between Head Types - Hemi, SE, F&D and Flat - Pressure Vessel EngineeringSivateja NallamothuNo ratings yet
- PVEdwg 6847 0.0 Generic VesselDocument1 pagePVEdwg 6847 0.0 Generic VesselSivateja NallamothuNo ratings yet
- HeatExchanger ReportDocument5 pagesHeatExchanger ReportNur Izzati KamrulnizamNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Sample3 Drawing PDFDocument2 pagesSample3 Drawing PDFMas Arman TewoNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Four Heads Compress Calculation SetDocument14 pagesFour Heads Compress Calculation Settvmehta01No ratings yet
- HeatExchanger DrawingDocument7 pagesHeatExchanger DrawingSivateja NallamothuNo ratings yet
- Sample21 SpreadsheetDocument20 pagesSample21 SpreadsheetSivateja NallamothuNo ratings yet
- More FEA Samples - Pressure Vessel EngineeringDocument22 pagesMore FEA Samples - Pressure Vessel EngineeringSivateja NallamothuNo ratings yet
- Tri-Clamp: Item Qty. Description MaterialDocument2 pagesTri-Clamp: Item Qty. Description MaterialSivateja NallamothuNo ratings yet
- PVEdwg 6847 0.0 MFG - VesselDocument1 pagePVEdwg 6847 0.0 MFG - VesselSivateja NallamothuNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Generic Vessel Registration - Pressure Vessel Engineering2Document8 pagesGeneric Vessel Registration - Pressure Vessel Engineering2Sivateja NallamothuNo ratings yet
- More FEA Samples - Pressure Vessel EngineeringDocument22 pagesMore FEA Samples - Pressure Vessel EngineeringSivateja NallamothuNo ratings yet
- Pveng: Pressure Vessel Engineering LTDDocument20 pagesPveng: Pressure Vessel Engineering LTDSivateja NallamothuNo ratings yet
- Heat Treatment / of Metals 1996.3 p.63-66: T. Filetin, B. Liscic and J. Galinec University of Zagreb, CroatiaDocument4 pagesHeat Treatment / of Metals 1996.3 p.63-66: T. Filetin, B. Liscic and J. Galinec University of Zagreb, CroatiaJose VargasNo ratings yet
- Standard Specification For Copper, Bus Bar, Rod, and Shapes and General Purpose Rod, Bar, and Shapes ASTM B187 - B187M - 11Document8 pagesStandard Specification For Copper, Bus Bar, Rod, and Shapes and General Purpose Rod, Bar, and Shapes ASTM B187 - B187M - 11Mauricio Leyton OtarolaNo ratings yet
- Duaso TestDocument51 pagesDuaso TestRobert Michael CorpusNo ratings yet
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJNo ratings yet
- Asme Section Ii A-2 Sa-1010 Sa-1010mDocument4 pagesAsme Section Ii A-2 Sa-1010 Sa-1010mAnonymous GhPzn1xNo ratings yet
- Steel Grade: Material Data SheetDocument5 pagesSteel Grade: Material Data SheetBoberNo ratings yet
- CR Mo 4Document2 pagesCR Mo 4Mohsen ParpinchiNo ratings yet
- Module 6Document58 pagesModule 6Zbor ZborNo ratings yet
- Specifying Harmonized Standard Grade Compositions For Wrought Stainless SteelsDocument7 pagesSpecifying Harmonized Standard Grade Compositions For Wrought Stainless SteelsJosé Ramón GutierrezNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A 182Document20 pagesA 182Thomas100% (1)
- Amp New SyllabusDocument3 pagesAmp New Syllabussimon rosarioNo ratings yet
- Aisi 9254 - Spring SteelDocument2 pagesAisi 9254 - Spring SteelSergio100% (1)
- Chapter 14Document11 pagesChapter 14bhushan_963No ratings yet
- OSMB Technical Handbook Iss3Document92 pagesOSMB Technical Handbook Iss3halder_kalyan9216No ratings yet
- Walter PlacuteDocument84 pagesWalter PlacuteMiticaVladNo ratings yet
- Weldability 2Document56 pagesWeldability 2vivek bhangaleNo ratings yet
- Aerospace Aerospace Material Material Specification SpecificationDocument14 pagesAerospace Aerospace Material Material Specification SpecificationAjeeth KumarNo ratings yet
- Aisi T 192 Steel Plate Engineering Vol 1 Vol 2Document132 pagesAisi T 192 Steel Plate Engineering Vol 1 Vol 2Ali MkawarNo ratings yet
- Metallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarDocument12 pagesMetallurgical Benefits of Vanadium Microalloying in Producing High Strength Seismic Grade RebarUlises Quintana CarhuanchoNo ratings yet
- 15 MaintenanceDocument44 pages15 MaintenanceAlfred KuwodzaNo ratings yet
- Note 9Document9 pagesNote 9Dr. Aung Ko LattNo ratings yet
- Salt Baths For Heating MetalsDocument9 pagesSalt Baths For Heating Metalsmurali dharanNo ratings yet
- ch04 PDFDocument28 pagesch04 PDFFauzi KesumaNo ratings yet
- Guy TowerDocument103 pagesGuy Towerashraf04_ceNo ratings yet
- PMRC Mar Va 122 PDFDocument26 pagesPMRC Mar Va 122 PDFMohamadIbnuHassan100% (1)
- 23MnB4 - 1.5535 - SteelNumber - Chemical Composition, Equivalent, PropertiesDocument2 pages23MnB4 - 1.5535 - SteelNumber - Chemical Composition, Equivalent, PropertiesSergiNo ratings yet
- API L80 Versus N80Document1 pageAPI L80 Versus N80abrarkhan19706100% (1)
- Case Hardening Steel 16MnCr5 AUSADocument3 pagesCase Hardening Steel 16MnCr5 AUSAShubhangi ShindeNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet