You might also like
- FeatureCam Skripta Akreditovanog SeminaraDocument15 pagesFeatureCam Skripta Akreditovanog SeminaraBranko SavicNo ratings yet
- Cad-Cam !!!!!!Document7 pagesCad-Cam !!!!!!Marko KoraćNo ratings yet
- Tehnička DokumentacijaDocument6 pagesTehnička DokumentacijaDunja SekulicNo ratings yet
- SolidWorks LDocument53 pagesSolidWorks LНикола МедићNo ratings yet
- Uputstvo I Zadaci Za Praktican Rad - CAD-CAE KonstruisanjeDocument12 pagesUputstvo I Zadaci Za Praktican Rad - CAD-CAE KonstruisanjeDragan PerovicNo ratings yet
- Operativni Plan - Projektovanje Tehnoloških Sistema IV Razred (SG 2018)Document6 pagesOperativni Plan - Projektovanje Tehnoloških Sistema IV Razred (SG 2018)Igor AnticNo ratings yet
- Inzenjerska Grafika - Vjezbe Br. 1 (Uvod)Document42 pagesInzenjerska Grafika - Vjezbe Br. 1 (Uvod)Зоран ГраховацNo ratings yet
- Seminarski Rad 123Document13 pagesSeminarski Rad 123Nikola IvanovicNo ratings yet
- DOBOJ Koloseci, Skretnice I P..Document1 pageDOBOJ Koloseci, Skretnice I P..Иван РистићNo ratings yet
- Tehničko Crtanje Sa Kompjuterskom GrafikomDocument3 pagesTehničko Crtanje Sa Kompjuterskom GrafikomIvica SpoljaricNo ratings yet
- Prevod Wincam StruganjeDocument31 pagesPrevod Wincam StruganjeBratislav PejcicNo ratings yet
- 06 Modeliranje Vratila PDFDocument22 pages06 Modeliranje Vratila PDFDarko ManojlovicNo ratings yet
- FeatureCAM - UvodDocument23 pagesFeatureCAM - UvodЙованГрозныйNo ratings yet
- Vezbe CAM GlodanjeDocument35 pagesVezbe CAM GlodanjeMilos TodorovicNo ratings yet
- Mašinski Fakultet Niš Univerzitet U NišuatedraDocument61 pagesMašinski Fakultet Niš Univerzitet U Nišuatedravekas859No ratings yet
- CAM Programiranje U FeatureCAM2Document34 pagesCAM Programiranje U FeatureCAM2Andreja MilovanovicNo ratings yet
- Ciklusi Obrade Struganjem PDFDocument10 pagesCiklusi Obrade Struganjem PDFMarkoNo ratings yet
- STRUG - TEORIJA - Stefan MarkovicDocument10 pagesSTRUG - TEORIJA - Stefan MarkovicvanNo ratings yet
- FeatureCAM - Glodanje I BusenjeDocument22 pagesFeatureCAM - Glodanje I BusenjeЙованГрозныйNo ratings yet
- Harun Aletic-Maturski RadDocument25 pagesHarun Aletic-Maturski RadMahir IbreljicNo ratings yet
- Programiranje Numa 3 AutomatizacijaDocument32 pagesProgramiranje Numa 3 AutomatizacijaMilan TodorovNo ratings yet
- Kvalitet Podr ŽAN Računarom - Caq: DR Miodrag Stević, Dipl. Inž. MašDocument31 pagesKvalitet Podr ŽAN Računarom - Caq: DR Miodrag Stević, Dipl. Inž. MašdjroNo ratings yet
- Modelovanje SolidWorks 2020Document24 pagesModelovanje SolidWorks 2020Sivi KarudijanNo ratings yet
- Zbornik 18 PDFDocument188 pagesZbornik 18 PDFMiralem JahićNo ratings yet
- 5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Document39 pages5.kompjuterski Upravljani Sistemi Za Obradu Rezanjem 2Mateja GlamočakNo ratings yet
- SolidWorks 2009 Skripte Vezba Prozracnost Presek Poseban PogledDocument7 pagesSolidWorks 2009 Skripte Vezba Prozracnost Presek Poseban PogledMilosNo ratings yet
- Primjer CNC ObradeDocument63 pagesPrimjer CNC ObradenedicNo ratings yet
- Tehnicka Dokumentacija Ortogonalna ProjekcijaDocument18 pagesTehnicka Dokumentacija Ortogonalna ProjekcijaМоника ЧовичковићNo ratings yet
- Diplomski Rad-Tehnoloski Postupak Izrade Kovackog AlataDocument71 pagesDiplomski Rad-Tehnoloski Postupak Izrade Kovackog Alatamikam75No ratings yet
- Sistemi - Osnove ProgramiDocument36 pagesSistemi - Osnove Programimecanica2000No ratings yet
- Ciklusi Obrade StruganjemDocument10 pagesCiklusi Obrade Struganjemsekula91No ratings yet
- GlodalicaDocument105 pagesGlodalicao_vasoNo ratings yet
- PC DMIS Kratko UputsvoiDocument36 pagesPC DMIS Kratko UputsvoiStefan Ilic100% (2)
- Predavanja 4 - Технолошка Припрема Обрадних СистемаDocument4 pagesPredavanja 4 - Технолошка Припрема Обрадних СистемаJeleNa JovanovicNo ratings yet
- Programiranje CNC MasinaDocument19 pagesProgramiranje CNC MasinaDado KpsNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- CNC Programiranje2010Document29 pagesCNC Programiranje2010Dejan131313No ratings yet
- CNC VodicDocument5 pagesCNC VodicAnonymous gRAAjPaUY5No ratings yet
- Prirucnik Za Osnovnu Obuku Programiranja Sinumerik - 840D V1 - 1Document61 pagesPrirucnik Za Osnovnu Obuku Programiranja Sinumerik - 840D V1 - 1Sándor CsikósNo ratings yet
- Sigurnosni VentilDocument14 pagesSigurnosni VentilMilos MajstorovicNo ratings yet
- InventorCAM UputstvoDocument0 pagesInventorCAM UputstvoIzudin ZemanićNo ratings yet
- MKK - Uputstvo Za Montazu I Odrzavanje Klima KomoraDocument23 pagesMKK - Uputstvo Za Montazu I Odrzavanje Klima KomoraJNo ratings yet
- NC - KodDocument19 pagesNC - KodlavnenNo ratings yet
- FeatureCAM - StruganjeDocument22 pagesFeatureCAM - StruganjeЙованГрозныйNo ratings yet
- Vezba 1Document33 pagesVezba 1djroNo ratings yet
- CNC PR 1 AutomatizacijaDocument25 pagesCNC PR 1 Automatizacijavekas859No ratings yet
- Oznacavanje Celika Po JUS-uDocument3 pagesOznacavanje Celika Po JUS-ujationonaNo ratings yet
- CNC Programiranje StrugDocument165 pagesCNC Programiranje StrugBracaNo ratings yet
- Cim - CadDocument15 pagesCim - CadDanijel RadenkovićNo ratings yet
- Praksa Test PrviDocument2 pagesPraksa Test PrvibojanristicevicbojanNo ratings yet
- Tehnologija Proizvodnje Čeličnih Konstrukcija 07Document40 pagesTehnologija Proizvodnje Čeličnih Konstrukcija 07Jessi JohnsonNo ratings yet
- Catia 2002Document10 pagesCatia 2002Nebojsa IvinNo ratings yet
- ORT - 11B - 2016-2017 - Racunarom Podrzane Tehnologije - Dragan Cvetkovic DODATNODocument69 pagesORT - 11B - 2016-2017 - Racunarom Podrzane Tehnologije - Dragan Cvetkovic DODATNOMirza SalkićNo ratings yet
- Konvertovanje Virtuelne Masine Iz Razlicitih CAD-CAm OkruzenjaDocument8 pagesKonvertovanje Virtuelne Masine Iz Razlicitih CAD-CAm OkruzenjaIrena TasicNo ratings yet
- Opis Funkcionalnosti - SWDocument13 pagesOpis Funkcionalnosti - SWSasa Jovanovic100% (1)
- 01 SKuI - 2018 - Racunarom Podrzane Tehnologije - Dragan CvetkovicDocument86 pages01 SKuI - 2018 - Racunarom Podrzane Tehnologije - Dragan Cvetkovicanitatorbica1975No ratings yet
- KMiSMEiK - SolidWorks - 2021Document41 pagesKMiSMEiK - SolidWorks - 2021Pajkan MenNo ratings yet
- 5154 PDFDocument69 pages5154 PDFKamen MozaikNo ratings yet
- Zavrsni RadDocument49 pagesZavrsni RadAnonymous 1JHrgYNo ratings yet
- Vaš Clio: Limited Dci 100 - Eurodiesel - Ručni MenjačDocument7 pagesVaš Clio: Limited Dci 100 - Eurodiesel - Ručni MenjačLukaNo ratings yet
- PDFDocument2 pagesPDFДушан СимићNo ratings yet
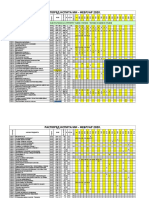
- MIuP - Rezultati Ispita - Jun18Document12 pagesMIuP - Rezultati Ispita - Jun18LukaNo ratings yet
- 3 CiDocument14 pages3 CiLukaNo ratings yet
- Radionicki Crtez Okvir I Zaglavlje A3Document1 pageRadionicki Crtez Okvir I Zaglavlje A3LukaNo ratings yet
- Tehnicka Dokumentacija SklopaDocument41 pagesTehnicka Dokumentacija Sklopacevapcic100100% (1)
- Teorija Diferencijalnih JednacinaDocument11 pagesTeorija Diferencijalnih JednacinajasimzguzovicNo ratings yet
- Aip 31 38Document15 pagesAip 31 38LukaNo ratings yet
- Google Classroom NR PDFDocument2 pagesGoogle Classroom NR PDFLukaNo ratings yet
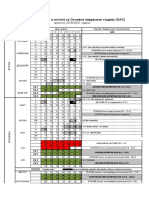
- Korigovan Kalendar OasDocument2 pagesKorigovan Kalendar OasLukaNo ratings yet
- миDocument7 pagesмиLukaNo ratings yet
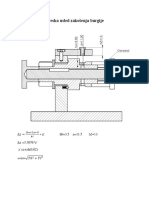
- Greska Usled Zakošenja Burgije12Document3 pagesGreska Usled Zakošenja Burgije12LukaNo ratings yet
- Linsisgaus PDFDocument2 pagesLinsisgaus PDFatkoaldoNo ratings yet
- IV Smena, II Kolokvijum 2011Document2 pagesIV Smena, II Kolokvijum 2011LukaNo ratings yet
- NM2018 JunDocument2 pagesNM2018 JunLukaNo ratings yet
- Obrazac MA DomaciDocument1 pageObrazac MA DomaciLukaNo ratings yet
- 8.laboratorijska Vezba Primena Metroloskih Sistema U Praksi Za Tolerancije Makro I Mikro Geometrije Obradjenih PovrsinaDocument3 pages8.laboratorijska Vezba Primena Metroloskih Sistema U Praksi Za Tolerancije Makro I Mikro Geometrije Obradjenih PovrsinaLukaNo ratings yet
- Numericke Metode 2010Document211 pagesNumericke Metode 2010Branko Erakovic100% (1)
- Graficki Radovi PodaciDocument2 pagesGraficki Radovi PodaciСмиљанић МилошNo ratings yet
- Numericke Metode Septembar 2015Document2 pagesNumericke Metode Septembar 2015LukaNo ratings yet
- OAU ZadaciZaVezbu Kol1 RJovanovicDocument3 pagesOAU ZadaciZaVezbu Kol1 RJovanovicLukaNo ratings yet
- M3 Kolokvijum 12018Document2 pagesM3 Kolokvijum 12018LukaNo ratings yet
- Δr= Rb RB RB Z R: - ps - ppt.pdf - - ps - 1 - 1 - ppt - ps - nsDocument1 pageΔr= Rb RB RB Z R: - ps - ppt.pdf - - ps - 1 - 1 - ppt - ps - nsLukaNo ratings yet
- Rasporedizjava 1Document2 pagesRasporedizjava 1LukaNo ratings yet
- Teorija Diferencijalnih JednacinaDocument11 pagesTeorija Diferencijalnih JednacinajasimzguzovicNo ratings yet
- Mat3 Domaci 19 20Document12 pagesMat3 Domaci 19 20LukaNo ratings yet
- Res M3 Kolokvijum 12014Document7 pagesRes M3 Kolokvijum 12014LukaNo ratings yet
- PPPPDocument7 pagesPPPPLukaNo ratings yet
- Naslovne Strane MA BSCDocument7 pagesNaslovne Strane MA BSCLukaNo ratings yet
- PPPPDocument7 pagesPPPPLukaNo ratings yet