You might also like
- MSS SP 70-2011 PDFDocument16 pagesMSS SP 70-2011 PDFthiagorep1767% (3)
- Fallingwater by Gerard Feldmann1 PDFDocument5 pagesFallingwater by Gerard Feldmann1 PDFdanielNo ratings yet
- Characteristics of Water-Side Deposits in Boiler TubesDocument9 pagesCharacteristics of Water-Side Deposits in Boiler TubesXie ShjNo ratings yet
- Thermal Aging Effect on Oxide Films in Dissimilar Metal WeldsDocument9 pagesThermal Aging Effect on Oxide Films in Dissimilar Metal WeldsOscarCastilloNavaNo ratings yet
- A Review On Boiler Deposition-Foulage Prevention and Removal Techniques For Power PlantDocument6 pagesA Review On Boiler Deposition-Foulage Prevention and Removal Techniques For Power PlanthozipekNo ratings yet
- Corrosion Failure 2Document10 pagesCorrosion Failure 2Sebastián MoraNo ratings yet
- Characterization of Ash DepostionDocument11 pagesCharacterization of Ash DepostionKarthi KeyanNo ratings yet
- Jurnal Kelompok 1Document10 pagesJurnal Kelompok 1Agy RandhikoNo ratings yet
- Solar Energy Materials and Solar Cells: SciencedirectDocument7 pagesSolar Energy Materials and Solar Cells: Sciencedirectzola nurmadya pNo ratings yet
- Plasma Electrolytic Oxidation ThesisDocument8 pagesPlasma Electrolytic Oxidation Thesisbkx89b3r100% (1)
- Synthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsDocument51 pagesSynthesis of Dispersed Metal Particles For Applications in Photovoltaics, Catalysis, and ElectronicsKhouloud baltiNo ratings yet
- Analytical Instrumentation For Copper Pyrometallurgy: Challenges and OpportunitiesDocument6 pagesAnalytical Instrumentation For Copper Pyrometallurgy: Challenges and OpportunitiesAutomatizacion UdecNo ratings yet
- Tribology International: Mihir Patel, Cristy Leonor Azanza Ricardo, Paolo Scardi, Pranesh B. AswathDocument11 pagesTribology International: Mihir Patel, Cristy Leonor Azanza Ricardo, Paolo Scardi, Pranesh B. AswathAngel FajmNo ratings yet
- Oxide ScaleDocument8 pagesOxide ScaleShankhaPathakNo ratings yet
- Corrosion (1) .Monograph - Ica 2.01.00Document82 pagesCorrosion (1) .Monograph - Ica 2.01.00riveram2013No ratings yet
- Processes 07 00508 With CoverDocument16 pagesProcesses 07 00508 With CoverLudi D. LunarNo ratings yet
- Impact of Network Topology On Cationic Diffusion and Hardness of Borate Glass SurfacesDocument7 pagesImpact of Network Topology On Cationic Diffusion and Hardness of Borate Glass SurfacesDiogo Ramon BritoNo ratings yet
- Porous ElectrodeDocument34 pagesPorous ElectrodeMirghani MohamedNo ratings yet
- FTIR For H20 AdsorptionDocument19 pagesFTIR For H20 AdsorptionsabzinehNo ratings yet
- Integrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFDocument8 pagesIntegrated Approach RLA of Reformer Tubes NDT (ARTiS) PDFSatya RaoNo ratings yet
- Corrosion Prevention During Acid Cleaning of Pulping EquipmentDocument22 pagesCorrosion Prevention During Acid Cleaning of Pulping EquipmentlyoufNo ratings yet
- High Temperature Corrosion Processes in Practical SystemsDocument19 pagesHigh Temperature Corrosion Processes in Practical SystemsMahendra DurairajNo ratings yet
- Additive MFG Paper Final Version PDFDocument71 pagesAdditive MFG Paper Final Version PDFLuis SantacruzNo ratings yet
- Sintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The SystemDocument27 pagesSintering of Zro Cao Sio Systems and Comparison and Determination of The Properties of Compostions Within The Systemedwardbloomcer06No ratings yet
- Materials Selection for Transporting Impure CO2Document15 pagesMaterials Selection for Transporting Impure CO2John DNo ratings yet
- Vision-based defect detection in LMD using thermal imagingDocument10 pagesVision-based defect detection in LMD using thermal imagingRACHEL BOSSNo ratings yet
- Interpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionDocument10 pagesInterpretation of Electrochemical Measurements Made During Micro Scale Abrasion CorrosionJesus ZilchNo ratings yet
- Numerical Analysis of Particle Dispersion and Deposition in Coal Combustion Using Large-Eddy SimulationDocument13 pagesNumerical Analysis of Particle Dispersion and Deposition in Coal Combustion Using Large-Eddy SimulationDaniel MesaNo ratings yet
- JFUE3932Document10 pagesJFUE3932Hong-Shig ShimNo ratings yet
- Ceramic Coatings for High Temperature Environments From Thermal-2024Document493 pagesCeramic Coatings for High Temperature Environments From Thermal-2024Bunner FastNo ratings yet
- 2005, D. CLOVER, CorrosionDocument11 pages2005, D. CLOVER, Corrosionahmed ezwaiNo ratings yet
- 10 1016@j Solmat 2017 01 028Document14 pages10 1016@j Solmat 2017 01 028yousif.midhat1403mNo ratings yet
- Sciencedirect: Exploring The Structure of High Temperature, Iron-Bearing LiquidsDocument6 pagesSciencedirect: Exploring The Structure of High Temperature, Iron-Bearing LiquidsMultazamMansyurAdduryNo ratings yet
- Corrosion-Erosion On Waste Heat Recovery Boiler SyDocument11 pagesCorrosion-Erosion On Waste Heat Recovery Boiler SyIan B. YtomNo ratings yet
- 2008JUN - Permitting of Alternative Fuels and Raw Materials at Portland Cement Plants Post NSR ReformDocument8 pages2008JUN - Permitting of Alternative Fuels and Raw Materials at Portland Cement Plants Post NSR ReformRheza NugrahaNo ratings yet
- Important PointsDocument8 pagesImportant PointsAiswaryaNo ratings yet
- Review Progress in MaterialsDocument473 pagesReview Progress in MaterialsIulianaNo ratings yet
- Coated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesDocument7 pagesCoated Stainless Steel 441 As Interconnect Material For Solid Oxide Fuel Cells Evolution of Electrical PropertiesJags BuddyNo ratings yet
- Porosity and Wear Resistance of Flame Sprayed TungstenDocument7 pagesPorosity and Wear Resistance of Flame Sprayed Tungstenlacoste11111No ratings yet
- High-Temp Corrosion ResistanceDocument11 pagesHigh-Temp Corrosion Resistancereza chamanfarNo ratings yet
- 2 Chemical Analysis and Classification of CoalDocument42 pages2 Chemical Analysis and Classification of CoaltaufikramadhnNo ratings yet
- Chemical Engineering Journal: Francesco Montecchio, Henry Persson, Klas Engvall, Jack Delin, Roberto LanzaDocument11 pagesChemical Engineering Journal: Francesco Montecchio, Henry Persson, Klas Engvall, Jack Delin, Roberto LanzaЕржігіт Парфюмер ТөлебековNo ratings yet
- Nanoscale Coatings Improve Boiler PerformanceDocument20 pagesNanoscale Coatings Improve Boiler PerformancedileepaNo ratings yet
- Extended Abstract - Amit K SinghDocument4 pagesExtended Abstract - Amit K SinghRama BalharaNo ratings yet
- EIS Studies of Coated Metals in Accelerated ExposureDocument10 pagesEIS Studies of Coated Metals in Accelerated Exposurefreeuser3No ratings yet
- 196 203 JMTR Jul16Document8 pages196 203 JMTR Jul16Liviu BadeaNo ratings yet
- Failure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power PlantDocument7 pagesFailure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power Plantfernandosimic96No ratings yet
- 2018 - In-Situ Monitoring and Characterization of Airborne Solid Particles in The Hostile Enviroment Using Stand-Off LIBS - MeasurementDocument10 pages2018 - In-Situ Monitoring and Characterization of Airborne Solid Particles in The Hostile Enviroment Using Stand-Off LIBS - Measurementenzopcontreras044No ratings yet
- Introduction To NanotechnologyDocument10 pagesIntroduction To NanotechnologySra VanNo ratings yet
- A Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper TubeDocument17 pagesA Metallographic Case Study of Formicary Corrosion in Heat Exchanger Copper Tubeatique islamNo ratings yet
- 10 1016@j Corsci 2020 109041Document49 pages10 1016@j Corsci 2020 109041Azhari AkbarNo ratings yet
- Vieira 2010Document6 pagesVieira 2010Guido ObandoNo ratings yet
- Hydration and Carbonation Reactions of Calcium OxideDocument7 pagesHydration and Carbonation Reactions of Calcium OxideJuan Jose Perez MolinaNo ratings yet
- On Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitDocument17 pagesOn Oxygen-Induced Corrosion of An Oil Refinery Condensate Fraction at Ion UnitAzmi Mohammed NorNo ratings yet
- EPRI Sootblower WDocument13 pagesEPRI Sootblower WSiva KumarNo ratings yet
- Characterization of Calcium Carbonate CaDocument19 pagesCharacterization of Calcium Carbonate CaAshkan AbbasiNo ratings yet
- CTRL PDFDocument22 pagesCTRL PDFeisaNo ratings yet
- Azer Tapdigzade CorrosionDocument15 pagesAzer Tapdigzade CorrosionAzər TapdıqzadəNo ratings yet
- Phase Equilibria in The System Feo-Fe O - Al O - Cao-Sio With Applications To Non-Ferrous Smelting SlagsDocument6 pagesPhase Equilibria in The System Feo-Fe O - Al O - Cao-Sio With Applications To Non-Ferrous Smelting SlagsDiego JaquesNo ratings yet
- Alloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFDocument8 pagesAlloy Solutions To Metal Dusting Problems in The Petrochemical Industry PDFZeeshan SajidNo ratings yet
- Korus: 2004 of Gas ONDocument5 pagesKorus: 2004 of Gas ONKarla LopezNo ratings yet
- Ceramics Science and Technology, Volume 4: ApplicationsFrom EverandCeramics Science and Technology, Volume 4: ApplicationsRalf RiedelNo ratings yet
- Evaluation Economic GasificationDocument26 pagesEvaluation Economic GasificationEduard GatuellasNo ratings yet
- Bonded Anchors and Mechanical AnchorsDocument244 pagesBonded Anchors and Mechanical AnchorsEduard GatuellasNo ratings yet
- Ger 3953Document18 pagesGer 3953Flipkart Floppy DayNo ratings yet
- 05 Installation Procedure For Aboveground GRP Pipelines PDFDocument21 pages05 Installation Procedure For Aboveground GRP Pipelines PDFEduard GatuellasNo ratings yet
- GasificacionDocument133 pagesGasificacionEduard GatuellasNo ratings yet
- Carbon Steel Pipe Pressure RatingsDocument4 pagesCarbon Steel Pipe Pressure RatingsthomasoburNo ratings yet
- Sludge GasificationDocument17 pagesSludge GasificationEduard Gatuellas100% (1)
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uNo ratings yet
- Fluid AnalisysDocument59 pagesFluid AnalisysEduard GatuellasNo ratings yet
- DIN CatalogDocument57 pagesDIN CatalogLuong Do DatNo ratings yet
- Power Plant Design HandbookDocument135 pagesPower Plant Design HandbookRehman Zahid100% (1)
- The International System of Units (SI)Document88 pagesThe International System of Units (SI)Jeff Pratt100% (1)
- Fluid AnalisysDocument59 pagesFluid AnalisysEduard GatuellasNo ratings yet
- Tuberia PVCDocument154 pagesTuberia PVCEduard GatuellasNo ratings yet
- Energy Efficiency HandbookDocument64 pagesEnergy Efficiency HandbookEduard GatuellasNo ratings yet
- Energy From Waste: A Good Practice Guide (CIWM)Document76 pagesEnergy From Waste: A Good Practice Guide (CIWM)MisgatesNo ratings yet
- Combustion and Incineration Processes, Third EditionDocument708 pagesCombustion and Incineration Processes, Third EditionEduard GatuellasNo ratings yet
- Guia Usuario MicroStation 8 1Document927 pagesGuia Usuario MicroStation 8 1Cleme Moscoso100% (4)
- Hydraulic Design ManualDocument493 pagesHydraulic Design ManualNikom KraitudNo ratings yet
- Portable Fire Extinguisher Types Classes SelectionDocument14 pagesPortable Fire Extinguisher Types Classes SelectionAdebayo O. Johnson100% (2)
- CompotecLine CrytocecDocument2 pagesCompotecLine CrytocecSeptian FirdausNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessRodrigo JeldesNo ratings yet
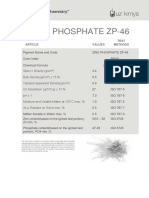
- Zinc Phosphate Zp-46: "Quality Is in Our Chemistry"Document1 pageZinc Phosphate Zp-46: "Quality Is in Our Chemistry"Rio SugengNo ratings yet
- Final Real Muhammad ThesisDocument67 pagesFinal Real Muhammad ThesisBeckyNo ratings yet
- Plastics Recycling Challenges and OpportunitiesDocument13 pagesPlastics Recycling Challenges and OpportunitiesChristhy Vanessa Ruiz MadroñeroNo ratings yet
- Size Press Efficiency Factors (Breaks, Strength, MoistureDocument2 pagesSize Press Efficiency Factors (Breaks, Strength, Moisturetsvmpm1765No ratings yet
- Description of Damage: 4.2.11 Steam Blanketing 4.2.11.1Document2 pagesDescription of Damage: 4.2.11 Steam Blanketing 4.2.11.1Ajmi HmidaNo ratings yet
- Specification For Piping SupportsDocument17 pagesSpecification For Piping SupportsMehdi Nouri0% (1)
- Acronal S 559Document1 pageAcronal S 559Paul ChendeNo ratings yet
- Quality of Work Life KesoramDocument76 pagesQuality of Work Life KesoramyourstruelyudayNo ratings yet
- Aleación Aluminio SilicioDocument7 pagesAleación Aluminio SilicioEmanuelRomeroGNo ratings yet
- Characteristics and Cementitious Properties of Ladle Slag Fines From Steel ProductionDocument4 pagesCharacteristics and Cementitious Properties of Ladle Slag Fines From Steel Productionneetika tiwariNo ratings yet
- Carbon Nanotube - Geeva Prasanth Annamalaisamy FinalDocument10 pagesCarbon Nanotube - Geeva Prasanth Annamalaisamy FinalGeeva Prasanth ANo ratings yet
- DFL E-25Document13 pagesDFL E-25Lea PesiganNo ratings yet
- Lecture 01-03Document15 pagesLecture 01-03Fayaz AhmedNo ratings yet
- Handbook of PVC PipeDocument6 pagesHandbook of PVC Pipesamirbendre117% (6)
- Concrete AdmixturesDocument50 pagesConcrete AdmixturesAzuan WahariNo ratings yet
- Metode Kjehdal3 PDFDocument4 pagesMetode Kjehdal3 PDFVignette VeinmirionNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Document3 pagesAalco Metals LTD Aluminium Alloy 6063A T6 Extrusions 339Goran DjuricNo ratings yet
- Steelworks Products and Tinsmithing ToolsDocument39 pagesSteelworks Products and Tinsmithing ToolsEli SuarezNo ratings yet
- BravoDocument2 pagesBravoJuan Carlos Obando RoldánNo ratings yet
- Production of Synthetic Natural GasDocument21 pagesProduction of Synthetic Natural GasMạnh BùiNo ratings yet
- SEMTEXDocument1 pageSEMTEXMurat DurduNo ratings yet
- Chemistry One Liner Questions PDFDocument10 pagesChemistry One Liner Questions PDFHacker Mudu0% (1)
- 1 PB PDFDocument6 pages1 PB PDFSantoshNo ratings yet
- Wx100 PDF FreeDocument17 pagesWx100 PDF Freechinkal miglaniNo ratings yet
- Te ML 03 Am Pracovni Stroje Planetove Prevodovky en PDFDocument12 pagesTe ML 03 Am Pracovni Stroje Planetove Prevodovky en PDFMiroslav MilosevskiNo ratings yet