You might also like
- Functions of An Variable Frequency Drive VFD 1Document12 pagesFunctions of An Variable Frequency Drive VFD 1Angelo FranklinNo ratings yet
- Variable Frequency Drive SelectionDocument6 pagesVariable Frequency Drive Selectionhasbi fadliNo ratings yet
- VFD parameter setting guide for acceleration, torque & protectionDocument4 pagesVFD parameter setting guide for acceleration, torque & protectionykresna1631100% (1)
- Variable Speed DriveDocument1 pageVariable Speed DriveKenneth LewisNo ratings yet
- AC Adjustable Speed Drive ASD An OverviewDocument4 pagesAC Adjustable Speed Drive ASD An OverviewArnel Pascual LaquindanumNo ratings yet
- AC Adjustable Speed DriveDocument5 pagesAC Adjustable Speed DriveVENKATESAN RNo ratings yet
- VSD Advantages, Disadvantages, Selection Criteria and Installation Tips and TricksDocument18 pagesVSD Advantages, Disadvantages, Selection Criteria and Installation Tips and TricksMike CerreroNo ratings yet
- AC Variable SpeedDocument7 pagesAC Variable SpeedTabish AnwarNo ratings yet
- Understanding Variable Speed Drives: Basic VFD TheoryDocument7 pagesUnderstanding Variable Speed Drives: Basic VFD TheorynikecerreroNo ratings yet
- How To Specify A Variable Frequency Drive PDFDocument4 pagesHow To Specify A Variable Frequency Drive PDFVinit JoryNo ratings yet
- Permanent Magnet DC Motor Control - A Simple Pid (Proportional Integral Derivative)Document9 pagesPermanent Magnet DC Motor Control - A Simple Pid (Proportional Integral Derivative)Juan Martín ChimentoNo ratings yet
- VFD TutorialDocument21 pagesVFD TutorialDaniel Taiti Kimathi100% (3)
- Energy Savings of Variable Frequency DrivesDocument31 pagesEnergy Savings of Variable Frequency DrivesAnand AgrawalNo ratings yet
- VFD PDFDocument16 pagesVFD PDFMatthieuNo ratings yet
- VFD 101 Lesson 4 Danfoss PDFDocument21 pagesVFD 101 Lesson 4 Danfoss PDFshareyhouNo ratings yet
- Basic DC Motor Speed PID Control With The Infineon C167 FamilyDocument10 pagesBasic DC Motor Speed PID Control With The Infineon C167 FamilyCAFECHINONo ratings yet
- Solid State Drives & StartersDocument18 pagesSolid State Drives & StartersFlo MircaNo ratings yet
- VFDDocument13 pagesVFDvenumechNo ratings yet
- Galco Tech Tips - Motor Control Selection GuideDocument2 pagesGalco Tech Tips - Motor Control Selection GuideGalco IndustrialNo ratings yet
- Starting High Inertia Loads on Adjustable Speed DrivesDocument6 pagesStarting High Inertia Loads on Adjustable Speed Drives1977julNo ratings yet
- PWM Motor ControllerDocument13 pagesPWM Motor ControllerPeuconNo ratings yet
- BLHeli - 32 Manual ARM Rev32.xDocument18 pagesBLHeli - 32 Manual ARM Rev32.xRonaldo PassanhaNo ratings yet
- Ag 21em VFD BasicsDocument2 pagesAg 21em VFD BasicsMriga GuptaNo ratings yet
- Torque Follower Setup Rev 1Document7 pagesTorque Follower Setup Rev 1NelsonNo ratings yet
- Versatile DC Motor PWM Speed ControllerDocument5 pagesVersatile DC Motor PWM Speed ControllerinvictusNo ratings yet
- Cummins QSB6.7 and QSB4.5 General Features Explaination - ElectronicsDocument9 pagesCummins QSB6.7 and QSB4.5 General Features Explaination - ElectronicsAnders HedlöfNo ratings yet
- BPM24RT100BL Specspecifications UpdateDocument8 pagesBPM24RT100BL Specspecifications UpdatemalleNo ratings yet
- EV3 Motor Guide - Large vs Medium MotorsDocument6 pagesEV3 Motor Guide - Large vs Medium MotorsBob LobbyNo ratings yet
- VFD Training Book - Danfoss PDFDocument36 pagesVFD Training Book - Danfoss PDFrukmagoud90% (10)
- Esp Reda SLB - VSDDocument33 pagesEsp Reda SLB - VSDneoamnNo ratings yet
- Inverter Duty MotorDocument6 pagesInverter Duty Motorseshubabu_999No ratings yet
- F05 Fault On An Allen BradleyDocument12 pagesF05 Fault On An Allen Bradleymextico06No ratings yet
- Load Inertia Motor SelectionDocument3 pagesLoad Inertia Motor Selectiondanferreiro8318100% (1)
- Startup of A Synchronous non-SEW Motor Setting The Motor EncoderDocument21 pagesStartup of A Synchronous non-SEW Motor Setting The Motor EncoderrezakaihaniNo ratings yet
- A CD Rive CharacteristicsDocument6 pagesA CD Rive CharacteristicsbedreddiNo ratings yet
- Woodward Speed Droop PDFDocument8 pagesWoodward Speed Droop PDFedgarlimas100% (1)
- 110 CFM Compressor - VFD SettingsDocument17 pages110 CFM Compressor - VFD Settingssantosh reddy dundigalNo ratings yet
- Multiple Motors Single Drive Ap040212enDocument4 pagesMultiple Motors Single Drive Ap040212enMario LopezNo ratings yet
- Braking and Regenerative Energy With AC Drives: Application SolutionDocument5 pagesBraking and Regenerative Energy With AC Drives: Application Solutionriver101No ratings yet
- Soft Starter Vs VFDDocument15 pagesSoft Starter Vs VFDMitesh GandhiNo ratings yet
- Variable Frequency Drive (VFD)Document8 pagesVariable Frequency Drive (VFD)vishnurajpattambiNo ratings yet
- Benefits of VSD SystemsDocument7 pagesBenefits of VSD Systemsalx 100No ratings yet
- VOLVO Speed Governor ESD 5500E Technical InformationDocument10 pagesVOLVO Speed Governor ESD 5500E Technical Informationdaniel_ting_1No ratings yet
- BLHeli - 32 Manual ARM Rev32.xDocument18 pagesBLHeli - 32 Manual ARM Rev32.xriskyNo ratings yet
- ED1000Document4 pagesED1000Mohamed TahounNo ratings yet
- Regulador Woodward 8290-184Document4 pagesRegulador Woodward 8290-184kinosi100% (1)
- Avoid Over-Specifying Inverter-Duty MotorsDocument9 pagesAvoid Over-Specifying Inverter-Duty MotorsCesar HernandezNo ratings yet
- Specifying-VFDs-white-paper (Especificando Inversores)Document8 pagesSpecifying-VFDs-white-paper (Especificando Inversores)Gabriel SilvaNo ratings yet
- Ahorro de EnergiaDocument4 pagesAhorro de Energiaclide_050793No ratings yet
- Woodward GovernorDocument4 pagesWoodward GovernorAbhijit Manna100% (1)
- Marine Electrics Made Simple or How to Keep the Batteries ChargedFrom EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedNo ratings yet
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualNo ratings yet
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualRating: 3.5 out of 5 stars3.5/5 (2)
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- HAWE - FormulasDocument6 pagesHAWE - FormulasDeeDee BossNo ratings yet
- مغيرات سرعة دانفوسDocument19 pagesمغيرات سرعة دانفوسahmed_galal_waly1056No ratings yet
- Operating and Maintenance Manual For HAWE Devices: For Intended Use in Explosive AtmospheresDocument17 pagesOperating and Maintenance Manual For HAWE Devices: For Intended Use in Explosive AtmospheresDeeDee BossNo ratings yet
- AFD ControlDocument20 pagesAFD Controlgertibaj100% (1)
- Ball Valves Pentair Valves and ControlsDocument16 pagesBall Valves Pentair Valves and ControlsABDUL KADHARNo ratings yet
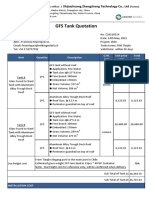
- GFS Tank Quotation C20210514Document4 pagesGFS Tank Quotation C20210514Francisco ManriquezNo ratings yet
- Training Customer CareDocument6 pagesTraining Customer Careyahya sabilNo ratings yet
- Anti Jamming of CdmaDocument10 pagesAnti Jamming of CdmaVishnupriya_Ma_4804No ratings yet
- Test Bank For Fundamental Financial Accounting Concepts 10th by EdmondsDocument18 pagesTest Bank For Fundamental Financial Accounting Concepts 10th by Edmondsooezoapunitory.xkgyo4100% (47)
- Special Power of Attorney: Benedict Joseph M. CruzDocument1 pageSpecial Power of Attorney: Benedict Joseph M. CruzJson GalvezNo ratings yet
- Mounting InstructionDocument1 pageMounting InstructionAkshay GargNo ratings yet
- TJUSAMO 2013-2014 Modular ArithmeticDocument4 pagesTJUSAMO 2013-2014 Modular ArithmeticChanthana ChongchareonNo ratings yet
- Key Fact Sheet (HBL FreedomAccount) - July 2019 PDFDocument1 pageKey Fact Sheet (HBL FreedomAccount) - July 2019 PDFBaD cHaUhDrYNo ratings yet
- PowerPointHub Student Planner B2hqY8Document25 pagesPowerPointHub Student Planner B2hqY8jersey10kNo ratings yet
- Employee Confidentiality and Non-Disclosure AgreementDocument5 pagesEmployee Confidentiality and Non-Disclosure AgreementshamoojeeNo ratings yet
- IELTS Speaking Q&ADocument17 pagesIELTS Speaking Q&ABDApp Star100% (1)
- Essential Rendering BookDocument314 pagesEssential Rendering BookHelton OliveiraNo ratings yet
- Google Earth Learning Activity Cuban Missile CrisisDocument2 pagesGoogle Earth Learning Activity Cuban Missile CrisisseankassNo ratings yet
- Pasadena Nursery Roses Inventory ReportDocument2 pagesPasadena Nursery Roses Inventory ReportHeng SrunNo ratings yet
- Beauty ProductDocument12 pagesBeauty ProductSrishti SoniNo ratings yet
- HSSC English Model PaperDocument32 pagesHSSC English Model PaperMaryam Abdus SalamNo ratings yet
- Alignment of Railway Track Nptel PDFDocument18 pagesAlignment of Railway Track Nptel PDFAshutosh MauryaNo ratings yet
- Returnable Goods Register: STR/4/005 Issue 1 Page1Of1Document1 pageReturnable Goods Register: STR/4/005 Issue 1 Page1Of1Zohaib QasimNo ratings yet
- 202112fuji ViDocument2 pages202112fuji ViAnh CaoNo ratings yet
- DBMS Architecture FeaturesDocument30 pagesDBMS Architecture FeaturesFred BloggsNo ratings yet
- Unr Ece R046Document74 pagesUnr Ece R046rianteri1125No ratings yet
- SiloDocument7 pagesSiloMayr - GeroldingerNo ratings yet
- Oxygen Cost and Energy Expenditure of RunningDocument7 pagesOxygen Cost and Energy Expenditure of Runningnb22714No ratings yet
- CS709 HandoutsDocument117 pagesCS709 HandoutsalexNo ratings yet
- THE DOSE, Issue 1 (Tokyo)Document142 pagesTHE DOSE, Issue 1 (Tokyo)Damage85% (20)
- Condition Based Monitoring System Using IoTDocument5 pagesCondition Based Monitoring System Using IoTKaranMuvvalaRaoNo ratings yet
- Technical Manual - C&C08 Digital Switching System Chapter 2 OverviewDocument19 pagesTechnical Manual - C&C08 Digital Switching System Chapter 2 OverviewSamuel100% (2)
- Lab StoryDocument21 pagesLab StoryAbdul QadirNo ratings yet
- MQC Lab Manual 2021-2022-AutonomyDocument39 pagesMQC Lab Manual 2021-2022-AutonomyAniket YadavNo ratings yet