You might also like
- Clutch Cylinder With PWM Valves and Sensor PDFDocument2 pagesClutch Cylinder With PWM Valves and Sensor PDFSherzad Chem100% (5)
- Inverter DR-300 Manual PDFDocument164 pagesInverter DR-300 Manual PDFPham Khanh67% (6)
- Mi-17-1V Flight ManualDocument211 pagesMi-17-1V Flight ManualZoran Maranović75% (4)
- Arduino Circuits and Projects Guide - ElektorDocument15 pagesArduino Circuits and Projects Guide - ElektordeckerNo ratings yet
- PRC-II Lab ManualDocument41 pagesPRC-II Lab ManualRana Asad AliNo ratings yet
- WIMO Final 2018 Mock P1fDocument8 pagesWIMO Final 2018 Mock P1fDo Yun100% (1)
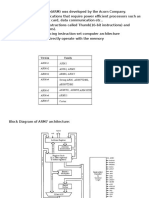
- ARM ArchitectureDocument26 pagesARM ArchitectureKiran KumarNo ratings yet
- SCC Bucket Elevators For A Variety of Applications: Catalog No. 201Document16 pagesSCC Bucket Elevators For A Variety of Applications: Catalog No. 201sudheer4079100% (2)
- Mineral Processing Laboratory ManualDocument43 pagesMineral Processing Laboratory Manualalnemangi100% (1)
- Los Angeles Abrasion Test AnalysisDocument8 pagesLos Angeles Abrasion Test AnalysisMuhammad Zulhusni Che RazaliNo ratings yet
- C1 - Physical Characteristics of Fine AggregateDocument34 pagesC1 - Physical Characteristics of Fine AggregateTAN PANG ZORNo ratings yet
- Flakiness & Elongation (Group5-Sec7)Document9 pagesFlakiness & Elongation (Group5-Sec7)Amirul Safri85% (20)
- Diagnostic Study For Cement Mill OptimizationDocument9 pagesDiagnostic Study For Cement Mill OptimizationHilmy MuhammadNo ratings yet
- AGGREGATE SHAPE TEST RESULTS (FLAKINESS AND ELONGATIONDocument11 pagesAGGREGATE SHAPE TEST RESULTS (FLAKINESS AND ELONGATIONIsabelle FGNo ratings yet
- Sampling2018 - Chieregati Et Al. Yamana GoldDocument11 pagesSampling2018 - Chieregati Et Al. Yamana GoldLuis Katsumoto Huere AnayaNo ratings yet
- Steel & ConcreteDocument233 pagesSteel & ConcreteNewton Galileo100% (1)
- Middle East Technical UniversityDocument16 pagesMiddle East Technical Universityiremnur keleşNo ratings yet
- Breakage Chutes TD Edit 2Document6 pagesBreakage Chutes TD Edit 2Luca BenvenutiNo ratings yet
- Rock Mechanics Lab Notebook SubmissionDocument44 pagesRock Mechanics Lab Notebook SubmissionankeshNo ratings yet
- Milling and Size ReductionDocument6 pagesMilling and Size ReductionYasir MahmoodNo ratings yet
- Grain Size AnalysisDocument6 pagesGrain Size Analysisعبد اللهNo ratings yet
- Testing of AggregatesDocument14 pagesTesting of AggregatesADIB AFIFINo ratings yet
- 1-Experiment 1-Handout PDFDocument10 pages1-Experiment 1-Handout PDFUfuk CevtekinNo ratings yet
- Size Reduction LabDocument22 pagesSize Reduction Labto22000824No ratings yet
- ppmp53 1.321 332 PDFDocument12 pagesppmp53 1.321 332 PDFPranay KumarNo ratings yet
- Optimization of Jigging Process Using Statistical Technique: Mahmoud M. AhmedDocument12 pagesOptimization of Jigging Process Using Statistical Technique: Mahmoud M. AhmedUli ArthaNo ratings yet
- Lab Chi ML EngDocument7 pagesLab Chi ML EngHilmy MuhammadNo ratings yet
- Pharmacutical Engineering, Practical, Lab Mannual..kTDocument111 pagesPharmacutical Engineering, Practical, Lab Mannual..kTMANTHANNo ratings yet
- SSP-1128 Final ReportDocument17 pagesSSP-1128 Final ReportAjit SwainNo ratings yet
- Flakiness & Elongation TestDocument7 pagesFlakiness & Elongation TestIkhwan Z.No ratings yet
- Ghorbani - AlfalfaDocument7 pagesGhorbani - AlfalfaarizalNo ratings yet
- Experiment No. 2 Sieve Analysis of Aggregates: Reference Standard: ASTM C 136-84a AASHTO T27-93Document17 pagesExperiment No. 2 Sieve Analysis of Aggregates: Reference Standard: ASTM C 136-84a AASHTO T27-93AJ DuhaylungsodNo ratings yet
- Vibration Analysis of Rotary Cement Kiln Using Fin 2Document5 pagesVibration Analysis of Rotary Cement Kiln Using Fin 2nunchakuNo ratings yet
- Laboratory Report No.01 CE461Document5 pagesLaboratory Report No.01 CE461Mark Armand SegundinoNo ratings yet
- Drum Screens in Mineral Mining (less than 40 chars: 34 charsDocument8 pagesDrum Screens in Mineral Mining (less than 40 chars: 34 charsChrispen MachipisaNo ratings yet
- Determining Flakiness and Elongation Indices of AggregatesDocument6 pagesDetermining Flakiness and Elongation Indices of AggregatesMuhammad HafizNo ratings yet
- Integrated LabDocument36 pagesIntegrated LabBeki WalkerNo ratings yet
- (Novo) Investigation of Particle Breakage Mechanisms in A Batcj Mill Using Back-CalculationDocument20 pages(Novo) Investigation of Particle Breakage Mechanisms in A Batcj Mill Using Back-CalculationThayrone Zé Marmita NicksonNo ratings yet
- Lab Report 1 & 2Document10 pagesLab Report 1 & 219MME-S1-323 Usman Ul Hassan PirzadaNo ratings yet
- Modeling Breakage Kinetics in Various DR y Comminution SystemsDocument12 pagesModeling Breakage Kinetics in Various DR y Comminution SystemsKenneth AdamsNo ratings yet
- Aggregate Sieve Analysis TestDocument52 pagesAggregate Sieve Analysis TestikaNo ratings yet
- Soil Mechanic Final EditDocument10 pagesSoil Mechanic Final EditSivar RzgarNo ratings yet
- Ball Mill Grinding ProcessDocument3 pagesBall Mill Grinding ProcessHeeshanGunathilakaNo ratings yet
- Adam Jon Feliz Miranda - 9-Sieve Analysis of Aggregates - 01-26-24Document9 pagesAdam Jon Feliz Miranda - 9-Sieve Analysis of Aggregates - 01-26-24Adam MirandaNo ratings yet
- Final Report Expt9 (CHELAB1)Document8 pagesFinal Report Expt9 (CHELAB1)PatrickGaraNo ratings yet
- PDF Laporan Asphalt - CompressDocument81 pagesPDF Laporan Asphalt - CompressArfan UtiarahmanNo ratings yet
- Effect of The Use of Ceramic Filters in Steel CastingDocument6 pagesEffect of The Use of Ceramic Filters in Steel CastingJavier Escalante VillanuevaNo ratings yet
- Prac 2 Seive AnalysisDocument8 pagesPrac 2 Seive AnalysisPaul RwomwijhuNo ratings yet
- Characterization of Solid ParticlesDocument8 pagesCharacterization of Solid ParticlesShary Mosquera50% (2)
- Flakiness & Elongation IndexDocument7 pagesFlakiness & Elongation IndexvinoNo ratings yet
- CHE 321 Lecture NotesDocument90 pagesCHE 321 Lecture NotesCharles BaileyNo ratings yet
- Group-5 Lab Report-3 Ball MillingDocument10 pagesGroup-5 Lab Report-3 Ball MillingNawal HaiderNo ratings yet
- Used Marble Waste Aggregate: Oppurunities For Production of Eco-Friendly ConcreteDocument5 pagesUsed Marble Waste Aggregate: Oppurunities For Production of Eco-Friendly ConcreteBillo BarbarNo ratings yet
- Screening and Size ReductionDocument9 pagesScreening and Size ReductionhanzomoniyanNo ratings yet
- Experment 2Document5 pagesExperment 2Mate HazayNo ratings yet
- Experiment No. 1: "Sieve Analysis of Coarse and Fine Aggregates"Document5 pagesExperiment No. 1: "Sieve Analysis of Coarse and Fine Aggregates"Jhon Russel Cruz AntonioNo ratings yet
- Water Pipeline DesignDocument16 pagesWater Pipeline DesignrendaninNo ratings yet
- 12manual Final Che GodefaDocument45 pages12manual Final Che GodefaSeid AragawNo ratings yet
- TP 2 Particle Size Analysis by SievingDocument5 pagesTP 2 Particle Size Analysis by Sievingaah200512No ratings yet
- Transportation Engineering Lab Manual Angularity TestDocument42 pagesTransportation Engineering Lab Manual Angularity TestMuhammad AhmedNo ratings yet
- EP 316 – Screening and Particle Size Analysis FundamentalsDocument25 pagesEP 316 – Screening and Particle Size Analysis FundamentalssoigongNo ratings yet
- GFNDocument19 pagesGFNAl Amin ZubirNo ratings yet
- CHEE Lab ReportDocument19 pagesCHEE Lab Reportkitsoobuseng17No ratings yet
- The Evaluation of Grinding Process Using MODSIM©: January 2012Document15 pagesThe Evaluation of Grinding Process Using MODSIM©: January 2012saadabderrahmane064No ratings yet
- AGGREGATE STRENGTH TESTINGDocument11 pagesAGGREGATE STRENGTH TESTINGelhammeNo ratings yet
- The Spectra and Dynamics of Diatomic Molecules: Revised and Enlarged EditionFrom EverandThe Spectra and Dynamics of Diatomic Molecules: Revised and Enlarged EditionNo ratings yet
- Internet Protocol Address "IP Address"Document11 pagesInternet Protocol Address "IP Address"Chamel Jamora RuperezNo ratings yet
- Group 4 FinalDocument36 pagesGroup 4 FinalChamel Jamora RuperezNo ratings yet
- Introduction To ComputingDocument270 pagesIntroduction To ComputingNadaNo ratings yet
- Principles and Applications Of: PyrometallurgyDocument19 pagesPrinciples and Applications Of: PyrometallurgyChamel Jamora RuperezNo ratings yet
- Final Technical Report. Group 2Document13 pagesFinal Technical Report. Group 2Chamel Jamora RuperezNo ratings yet
- Assignment QUIZDocument8 pagesAssignment QUIZChamel Jamora RuperezNo ratings yet
- Principles and Applications Of: PyrometallurgyDocument19 pagesPrinciples and Applications Of: PyrometallurgyChamel Jamora RuperezNo ratings yet
- Assignment QUIZDocument8 pagesAssignment QUIZChamel Jamora RuperezNo ratings yet
- Assignment QUIZDocument8 pagesAssignment QUIZChamel Jamora RuperezNo ratings yet
- Hard SudoRETERTkuDocument125 pagesHard SudoRETERTkuJohn BaguioNo ratings yet
- Prob Set Mine EconDocument4 pagesProb Set Mine EconChamel Jamora RuperezNo ratings yet
- MET 103 Activity 6 ReportDocument3 pagesMET 103 Activity 6 ReportChamel Jamora RuperezNo ratings yet
- Accommodation For Us To Stay While We Are Having Our Training Since Most of The TraineesDocument1 pageAccommodation For Us To Stay While We Are Having Our Training Since Most of The TraineesChamel Jamora RuperezNo ratings yet
- Design Codes and StandardsDocument22 pagesDesign Codes and StandardsFederico.IoriNo ratings yet
- Generation of High Voltages & CurrentsDocument79 pagesGeneration of High Voltages & CurrentshamzaNo ratings yet
- Electro Analytical TechniquesDocument24 pagesElectro Analytical TechniquesCranema KaayaNo ratings yet
- Lecture Notes 1 - Chapter 1Document5 pagesLecture Notes 1 - Chapter 1sohailahmed714319No ratings yet
- D5G6 DatasheetDocument3 pagesD5G6 DatasheetchichedemorenoNo ratings yet
- Beer Lambert LawDocument4 pagesBeer Lambert LawasjawolverineNo ratings yet
- Basis Set OptimizationDocument16 pagesBasis Set OptimizationNdhoz Los GandhozNo ratings yet
- FlowchartDocument14 pagesFlowchartSartika Dewi HutabaratNo ratings yet
- Mathematics of 3D PrintingDocument41 pagesMathematics of 3D PrintingHabtamu GeremewNo ratings yet
- Spesifikasi Teknis Pengadaan Peralatan Laboratorium: Direktorat Jenderal Perikanan BudidayaDocument6 pagesSpesifikasi Teknis Pengadaan Peralatan Laboratorium: Direktorat Jenderal Perikanan BudidayaSanabil CitraNo ratings yet
- Accurate Doppler Current Sensor for Measuring Sea Current Speed and DirectionDocument4 pagesAccurate Doppler Current Sensor for Measuring Sea Current Speed and DirectionKiran VepanjeriNo ratings yet
- B Cell ActivationDocument62 pagesB Cell ActivationAYSHAMOHD88No ratings yet
- Detecting deception through languageDocument15 pagesDetecting deception through languageSara EldalyNo ratings yet
- 2306A Manual de Diagnotico PDFDocument156 pages2306A Manual de Diagnotico PDFMeriem ZAGRIRINo ratings yet
- Digital Signal Processing Questions and Answers - Implementation of Discrete Time SystemsDocument193 pagesDigital Signal Processing Questions and Answers - Implementation of Discrete Time Systemsstark reddyNo ratings yet
- Thorn User ManualDocument38 pagesThorn User ManualdanNo ratings yet
- Advanced DyeDocument3 pagesAdvanced DyeWalter NgoNo ratings yet
- GMQ1M2 Week 1Document12 pagesGMQ1M2 Week 1Lerwin GaringaNo ratings yet
- ThermodynamicsDocument9 pagesThermodynamicssamir boseNo ratings yet
- Electrical & Electronics Engineering Syllabus-Sem III To Sem VIIIDocument64 pagesElectrical & Electronics Engineering Syllabus-Sem III To Sem VIIISaroj Kumar RajakNo ratings yet
- LQ 310 PDFDocument2 pagesLQ 310 PDFRana WahyudiNo ratings yet
- Track Eye Movement to Control Mouse CursorDocument11 pagesTrack Eye Movement to Control Mouse CursorStoriesofsuperheroesNo ratings yet