You might also like
- Agitator SelectionDocument20 pagesAgitator SelectionRamakrishna Koushik100% (2)
- Course Material On Compressor & PumpDocument59 pagesCourse Material On Compressor & PumpKumar Gaurav SinghNo ratings yet
- Design Basic of Industrial Gear BoxesDocument84 pagesDesign Basic of Industrial Gear Boxesalfatih1407497100% (2)
- Understanding BlowersDocument11 pagesUnderstanding BlowersJam BabNo ratings yet
- Sleeve Bearing Specification For MotorDocument45 pagesSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- API 682 OverviewDocument102 pagesAPI 682 OverviewSherif Adel100% (2)
- Mathematics Grades 1 2 Training ManualDocument113 pagesMathematics Grades 1 2 Training ManualGuiselle100% (5)
- Reitz GeneralDocument28 pagesReitz GeneralRohit GadekarNo ratings yet
- Compressor Capacity Calculations PDFDocument2 pagesCompressor Capacity Calculations PDFNaqqash SajidNo ratings yet
- Centrifugal Fan Design - Input ParameterDocument6 pagesCentrifugal Fan Design - Input ParameterGru EtNo ratings yet
- 12 Best Hamstring Exercises For Use in Workouts For Stronger LegsDocument1 page12 Best Hamstring Exercises For Use in Workouts For Stronger LegsAyoub SELMINo ratings yet
- Agitator DesignDocument130 pagesAgitator DesignAdrales Kristine75% (4)
- PositiveDisplacementBlowerCalculations Brochuremay2017Document4 pagesPositiveDisplacementBlowerCalculations Brochuremay2017hardik033No ratings yet
- Reciprocating Compressor TrainingDocument57 pagesReciprocating Compressor TrainingAjit KumarNo ratings yet
- Service Managament Practices of Fast Food Chain in Cotabato CityDocument37 pagesService Managament Practices of Fast Food Chain in Cotabato CityYara ABNo ratings yet
- Damper TorqueDocument3 pagesDamper TorqueNguyễn LinhNo ratings yet
- Screw Conveyor CalculationDocument1 pageScrew Conveyor Calculation113314No ratings yet
- Agitator DesignDocument6 pagesAgitator DesignrcchhajedNo ratings yet
- Sleeve Vs Antifriction Bearings Selection of The Optimal BearingDocument13 pagesSleeve Vs Antifriction Bearings Selection of The Optimal BearingKamal Arab50% (2)
- Agitator DesignDocument9 pagesAgitator DesignDeepika100% (1)
- Screw ConveyorDocument4 pagesScrew ConveyorRaji SuriNo ratings yet
- Information For Agitator - Mixer PDFDocument4 pagesInformation For Agitator - Mixer PDFArun GuptaNo ratings yet
- Agitator DesignDocument8 pagesAgitator Designsandesh_honraoNo ratings yet
- 104-Goal Theory PresentationDocument60 pages104-Goal Theory PresentationIsles Rouie CaceresNo ratings yet
- Agitator Power Requirement and Mixing Intensity CalculationDocument26 pagesAgitator Power Requirement and Mixing Intensity CalculationWael Abdel-Mageed100% (1)
- Mixing in TankDocument5 pagesMixing in TankWan Ling LeeNo ratings yet
- Existing:-Pitch Blade Turbine AgitatorDocument5 pagesExisting:-Pitch Blade Turbine AgitatorPrathmesh Gujarati100% (1)
- Work Life Balance: BY Krishna ChaitanyaDocument25 pagesWork Life Balance: BY Krishna ChaitanyaRavi KumarNo ratings yet
- Guide Support Issues For A Deflection ColumnDocument17 pagesGuide Support Issues For A Deflection ColumnSachinNo ratings yet
- Roots BlowerDocument2 pagesRoots Blowereko bagus sunaryoNo ratings yet
- SAG Mill ComponentsDocument7 pagesSAG Mill ComponentsRodrigo GarcíaNo ratings yet
- Agitator - Mixer For VesselsDocument26 pagesAgitator - Mixer For VesselsSri AmshaNo ratings yet
- Ariel Compressor Calculation MethodDocument9 pagesAriel Compressor Calculation MethodSulagna RoyNo ratings yet
- 2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanyDocument13 pages2 Welding On Rotors Welding On Rotors For Power Plant Turbo Sets Dr.-Ing. Wolfgang Janssen, Siemens AG, Power Generation, GermanySumit RaiNo ratings yet
- Vent Silencer Spec SheetDocument2 pagesVent Silencer Spec SheetAqeel Bisma100% (2)
- Boiler Induced Draft Fan Optimisation - ThompsonDocument14 pagesBoiler Induced Draft Fan Optimisation - Thompsonsony setyawanNo ratings yet
- Agitator Spreadsheet DetailsDocument7 pagesAgitator Spreadsheet DetailsAndrewNo ratings yet
- Advantages of Oil-Free Screw CompressorsDocument4 pagesAdvantages of Oil-Free Screw CompressorsMANIU RADU-GEORGIANNo ratings yet
- Psi Max2000 AgitatorsDocument167 pagesPsi Max2000 Agitatorssaipem880% (1)
- Agitator Power Calculation FormatDocument2 pagesAgitator Power Calculation FormatSandeep GosaviNo ratings yet
- Agitator DesignDocument6 pagesAgitator Designप्रमोद रणपिसेNo ratings yet
- Helical GearDocument18 pagesHelical GearNitin B maskeNo ratings yet
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Agitator Design PrinciplesDocument130 pagesAgitator Design Principlesimrancenakk100% (1)
- Acoples Rigidos LIGHTNINDocument48 pagesAcoples Rigidos LIGHTNINDIEGO SANCHEZNo ratings yet
- Engine BearingsDocument22 pagesEngine Bearingsandrew munyivaNo ratings yet
- Rotating Drum CalculationDocument12 pagesRotating Drum Calculationمحمد أزها نو الدينNo ratings yet
- Example 1 For Gearbox SelectionDocument11 pagesExample 1 For Gearbox SelectionNakkolop100% (1)
- AgitatorDocument10 pagesAgitatorSachin5586No ratings yet
- In Situ BalancingDocument30 pagesIn Situ Balancingzain140No ratings yet
- MBN - E00657 Multistage Pump PDFDocument8 pagesMBN - E00657 Multistage Pump PDFAlfonso BlancoNo ratings yet
- Ruth Schwartz Cowan More Work For Mother PDFDocument292 pagesRuth Schwartz Cowan More Work For Mother PDFMauricio Patrón Rivera100% (1)
- Is 4894 1987Document18 pagesIs 4894 1987sajay2010No ratings yet
- APPLICATION: Parker 492620: Form Setup Date: 03/29/2000 Calculation Date: 10/2/2012Document8 pagesAPPLICATION: Parker 492620: Form Setup Date: 03/29/2000 Calculation Date: 10/2/2012nicoftaNo ratings yet
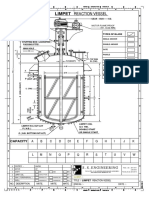
- Limpet Reaction Vessel PDFDocument1 pageLimpet Reaction Vessel PDFarajamani78No ratings yet
- Conveyor Industry Conveyors PDF: Uploads 2012/06Document6 pagesConveyor Industry Conveyors PDF: Uploads 2012/06diego cadenaNo ratings yet
- Mavazwag Agitated Nutsche Filters & Filter DryersDocument4 pagesMavazwag Agitated Nutsche Filters & Filter Dryersdhavalesh1No ratings yet
- Witte Poly PumpsDocument5 pagesWitte Poly Pumpsy.s.6saputroNo ratings yet
- Global Standards Policy & Procedure: Revision HistoryDocument6 pagesGlobal Standards Policy & Procedure: Revision HistoryHendriantoNo ratings yet
- Graco Vacuum CalculationsDocument3 pagesGraco Vacuum CalculationsAbsalon Fernando Riascos100% (2)
- 920 01 641 ImpellerOverview 08.03.2017 WebDocument1 page920 01 641 ImpellerOverview 08.03.2017 Websaroat moongwattanaNo ratings yet
- MINI PROJECT IFP(190210)Document12 pagesMINI PROJECT IFP(190210)Ishan GangarNo ratings yet
- ShaftingDocument3 pagesShafting41vaibhavNo ratings yet
- Autoflex Catalogue PDFDocument24 pagesAutoflex Catalogue PDFDenis AugustoNo ratings yet
- Turbines MINI PROJECT SakethDocument10 pagesTurbines MINI PROJECT SakethVenkata DharantejNo ratings yet
- Ceco Brochure PDFDocument8 pagesCeco Brochure PDFNguyễn Thanh Bình50% (2)
- Study of Shaft Position in Gas Turbine Journal BearingDocument7 pagesStudy of Shaft Position in Gas Turbine Journal Bearingarindam misraNo ratings yet
- Bevelling Machine SpecDocument2 pagesBevelling Machine SpecTan Chee MingNo ratings yet
- Carbon Steel Plate SpecDocument1 pageCarbon Steel Plate SpecTan Chee MingNo ratings yet
- 3000Lb Pipe Fittings - Half Coupling Socket Weld Fittings: Size Part Number A B Kg/100 Qty Request QuoteDocument1 page3000Lb Pipe Fittings - Half Coupling Socket Weld Fittings: Size Part Number A B Kg/100 Qty Request QuoteTan Chee MingNo ratings yet
- A106 Seamless Carbon Steel Pipe: Hydrostatic TestingDocument7 pagesA106 Seamless Carbon Steel Pipe: Hydrostatic TestingTan Chee MingNo ratings yet
- Material Group Codes by Number: Group/Title ORNL Service Groups Group TitleDocument23 pagesMaterial Group Codes by Number: Group/Title ORNL Service Groups Group TitleTan Chee MingNo ratings yet
- Design of Blind FlangeDocument1 pageDesign of Blind FlangeTan Chee MingNo ratings yet
- A36 MS SpecDocument4 pagesA36 MS SpecTan Chee MingNo ratings yet
- Roundo SF MachinesDocument4 pagesRoundo SF MachinesTan Chee MingNo ratings yet
- Only Chapter of DHX by T.kuppan PDFDocument45 pagesOnly Chapter of DHX by T.kuppan PDFSATHEESH KUMAR100% (1)
- Vessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailDocument1 pageVessel Enquiry Form: Company: Date: Contact: Dotmar Quote No: Address Date: Project: Fax: Phone: EmailTan Chee MingNo ratings yet
- DryFlo FL5 Flash Tank PDFDocument1 pageDryFlo FL5 Flash Tank PDFTan Chee MingNo ratings yet
- Reskem Manwaybulletin PDFDocument2 pagesReskem Manwaybulletin PDFTan Chee MingNo ratings yet
- Weldbrite MSDSDocument3 pagesWeldbrite MSDSTan Chee Ming50% (2)
- Leg Support Stress For VesselDocument7 pagesLeg Support Stress For VesselTan Chee MingNo ratings yet
- Mga Bagong Rizal 2019Document4 pagesMga Bagong Rizal 2019RK E NtzNo ratings yet
- Dredgers and Archaeology - Shipfinds From The SlufterDocument206 pagesDredgers and Archaeology - Shipfinds From The SlufterMaritime Archaeology Programme University of Southern Denmark100% (3)
- CryptographyDocument30 pagesCryptographySaurav VermaNo ratings yet
- Baseband - WikipediaDocument4 pagesBaseband - WikipediaMubashir AliNo ratings yet
- Scanplus X FinalDocument5 pagesScanplus X FinalFaisalNo ratings yet
- Lecture Note Ch-5 GVFDocument27 pagesLecture Note Ch-5 GVFyeshi janexoNo ratings yet
- Application+of+Derivative+ Tangent+&+Normal,+Monotonicity,+Maxima-minima - (Practice+Question) PDFDocument31 pagesApplication+of+Derivative+ Tangent+&+Normal,+Monotonicity,+Maxima-minima - (Practice+Question) PDFAditya SanjayBoob100% (1)
- Perbandingan Kinerja Simpang Menggunakan PTV Vistro Dan Mkji Pada Kawasan Perkotaan LumajangDocument11 pagesPerbandingan Kinerja Simpang Menggunakan PTV Vistro Dan Mkji Pada Kawasan Perkotaan Lumajangafif burhanNo ratings yet
- Ubiquitous Computing and Ambient Intelligence 6th International Conference UCAmI 2012 Vitoria Gasteiz Spain December 3 5 2012 Proceedings PDFDocument539 pagesUbiquitous Computing and Ambient Intelligence 6th International Conference UCAmI 2012 Vitoria Gasteiz Spain December 3 5 2012 Proceedings PDFSergio SGNo ratings yet
- Shadows On The Moon by Zoe Marriott ExtractDocument20 pagesShadows On The Moon by Zoe Marriott ExtractWalker Books100% (1)
- Let'S Analyze Activity 2. Getting Acquainted With The Essential Terms in The Study of Accounting and ItsDocument2 pagesLet'S Analyze Activity 2. Getting Acquainted With The Essential Terms in The Study of Accounting and ItsMaryNo ratings yet
- GeM Bidding 1327652 PDFDocument3 pagesGeM Bidding 1327652 PDFKavita WadhwaNo ratings yet
- Umbilical Hernia in Patients With Liver Cirrhosis: A Surgical ChallengeDocument8 pagesUmbilical Hernia in Patients With Liver Cirrhosis: A Surgical ChallengeilhamcitrahamidiNo ratings yet
- Unit III (G) Social Movements and Change BackgroundDocument16 pagesUnit III (G) Social Movements and Change BackgroundArindam PrakashNo ratings yet
- SPM Pahang Math P2 2010 AnsDocument14 pagesSPM Pahang Math P2 2010 Anstan_wooichoongNo ratings yet
- Objective VerbsDocument1 pageObjective VerbssimianchanNo ratings yet
- Qualityscore TechdocDocument201 pagesQualityscore TechdocHannaNo ratings yet
- Bruce Goddard: Think GloballyDocument4 pagesBruce Goddard: Think GloballyBruceGoddardNo ratings yet
- Chapter 5 - Pressure Vessels: Sr. No. QuestionsDocument5 pagesChapter 5 - Pressure Vessels: Sr. No. Questionsdarshit dadhaniyaNo ratings yet
- Reference 1Document7 pagesReference 1Patricia Reign BagaoisanNo ratings yet
- Homework AssmentDocument3 pagesHomework AssmentIRON FIRST YTNo ratings yet
- Dal Lago, O'Sullivan, Towards A New History of HumanitarianismDocument16 pagesDal Lago, O'Sullivan, Towards A New History of HumanitarianismAdrianDawidWesołowskiNo ratings yet
- Chapter8 HW SolutionsDocument8 pagesChapter8 HW SolutionsKyle BroflovskiNo ratings yet