You might also like
- STM - Merck Case AnswersDocument2 pagesSTM - Merck Case AnswersreetayanNo ratings yet
- P&ID Basics: Understanding Piping and Instrumentation DiagramsDocument104 pagesP&ID Basics: Understanding Piping and Instrumentation Diagramsalejandro inostroza100% (3)
- Nichrome Wire CalculationDocument7 pagesNichrome Wire CalculationDilipSinghNo ratings yet
- EcoVadis CSR Methodology Overview and PrinciplesDocument15 pagesEcoVadis CSR Methodology Overview and PrinciplesPam Landi100% (1)
- EcoDocument15 pagesEcoShravan KumarNo ratings yet
- EcoDocument15 pagesEcoShravan KumarNo ratings yet
- EcoVadis CSR Methodology Overview and PrinciplesDocument15 pagesEcoVadis CSR Methodology Overview and PrinciplesPam Landi100% (1)
- Will The Real SMART Goals Please Stand Up?: Robert S. Rubin Saint Louis UniversityDocument2 pagesWill The Real SMART Goals Please Stand Up?: Robert S. Rubin Saint Louis UniversityKyoko TakayanagiNo ratings yet
- Sawmp 2final 160831170233Document31 pagesSawmp 2final 160831170233Amr SolimanNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- Parametric Optimization of Mig WeldingDocument8 pagesParametric Optimization of Mig WeldingMihaela NastaseNo ratings yet
- Gas Shielded Flux Cored Arc Welding (FCAW) GuideDocument19 pagesGas Shielded Flux Cored Arc Welding (FCAW) GuideSanthosh Kumar100% (1)
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Commonly Used Welding Process Techniques-OverviewDocument51 pagesCommonly Used Welding Process Techniques-OverviewaadmaadmNo ratings yet
- Svetsaren Vol 58 Tandem MIG MAG WeldingDocument2 pagesSvetsaren Vol 58 Tandem MIG MAG WeldinglvcuichanghuaNo ratings yet
- PW BRO MagicWave TransTig 1700 2200 enDocument6 pagesPW BRO MagicWave TransTig 1700 2200 enJorge Fco Buenaño RNo ratings yet
- Guide to Common Welding Processes and TechniquesDocument32 pagesGuide to Common Welding Processes and TechniquesRohit KambleNo ratings yet
- Narrow Gap Submerged Arc WeldingDocument7 pagesNarrow Gap Submerged Arc Weldingajithkumar mNo ratings yet
- Assignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Document11 pagesAssignment Advance Manufacturing Processes: by Vaibhav M. Enroll No. 171E021 May 8, 2020Vaibhav MishraNo ratings yet
- Types of Fire ExtinguishersDocument39 pagesTypes of Fire ExtinguishersHasanTariqNo ratings yet
- File 1113 1424247756Document12 pagesFile 1113 1424247756dungnvbsNo ratings yet
- BTM4723 Adv Welding Process Fusion WeldingDocument26 pagesBTM4723 Adv Welding Process Fusion WeldingMas Ayu HassanNo ratings yet
- Eutectic Eutronic Arc Spray 4 HFDocument4 pagesEutectic Eutronic Arc Spray 4 HFjhonatan VBNo ratings yet
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- Tig Welding BookletDocument26 pagesTig Welding BookletstiryakiiNo ratings yet
- Job Knowledge 15Document4 pagesJob Knowledge 15Mehmet SoysalNo ratings yet
- Product Reference Manual - Section 8 - Arc Equipment & ProcessesDocument33 pagesProduct Reference Manual - Section 8 - Arc Equipment & Processesnishant361No ratings yet
- ESAB Fabricator 400Document3 pagesESAB Fabricator 400Elwyn Rahmat HidayatNo ratings yet
- SSG Chapter OneDocument7 pagesSSG Chapter Onekalu chimdiNo ratings yet
- TX4G-TB-300 Product Data Sheet EN v1.1Document4 pagesTX4G-TB-300 Product Data Sheet EN v1.1Fernando Montenegro DiazNo ratings yet
- Prestotig RangeDocument6 pagesPrestotig RangeLLNo ratings yet
- Heatrod Brochure ELEMENTS - SingleDocument8 pagesHeatrod Brochure ELEMENTS - SinglePrince CopyrightNo ratings yet
- EastBond CatalogDocument8 pagesEastBond Cataloggitiyid101No ratings yet
- Flux Cored Arc WeldingDocument5 pagesFlux Cored Arc WeldingPatrick DominguezNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Smootharc Elite Iseries BrochureDocument8 pagesSmootharc Elite Iseries BrochureRiaan De BeerNo ratings yet
- Ln25pro PDFDocument8 pagesLn25pro PDFNapoleón Ortíz CárdenasNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Railway Overhead Conductors CatalogDocument14 pagesRailway Overhead Conductors CatalogsudhakarrrrrrNo ratings yet
- Presentation FCAWDocument27 pagesPresentation FCAWEvan Jared L. GalvezNo ratings yet
- TXGN-TB-300 Product Data Sheet en v1.1Document4 pagesTXGN-TB-300 Product Data Sheet en v1.1Fernando Montenegro DiazNo ratings yet
- Developments in Tig WeldingDocument8 pagesDevelopments in Tig WeldingSenthil KumarNo ratings yet
- Index: SR - NO. Topics NODocument21 pagesIndex: SR - NO. Topics NOSharath SuriNo ratings yet
- 14F3001X00 Welding Cable Wire Wisdom US enDocument2 pages14F3001X00 Welding Cable Wire Wisdom US enFelipe GustavoNo ratings yet
- HNG Multi XA00141620 PDFDocument4 pagesHNG Multi XA00141620 PDFVijo JoseNo ratings yet
- MIG Welding: An Introduction ToDocument16 pagesMIG Welding: An Introduction ToEKNo ratings yet
- The Manual Metal Arc ProcessDocument4 pagesThe Manual Metal Arc ProcessMehmet SoysalNo ratings yet
- Welding Procedures Specification For Flux Cored Arc Welding of Wind TowersDocument10 pagesWelding Procedures Specification For Flux Cored Arc Welding of Wind TowersMuhammad Nursalam ZulkifliNo ratings yet
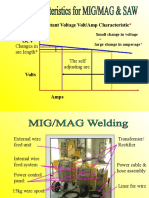
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Optical Ground Wire: Fiber Optic Cable Used For Providing A Grounding Path For Transmission SystemsDocument4 pagesOptical Ground Wire: Fiber Optic Cable Used For Providing A Grounding Path For Transmission SystemsTheoVarneyNo ratings yet
- Submerged Arc WeldingDocument5 pagesSubmerged Arc Weldingmanikandan.vNo ratings yet
- An Introduction to MIG WeldingDocument16 pagesAn Introduction to MIG WeldingHtet MyatNo ratings yet
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
- W - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFDocument8 pagesW - Section 1 - Mma Welding - Saf Fro General Catalogue68475045296859596 PDFputriNo ratings yet
- Ajesh Lohi ContentDocument44 pagesAjesh Lohi ContentAjesh MavuluruNo ratings yet
- TPS 4000 5000Document16 pagesTPS 4000 5000MohamedAbdelkaderNo ratings yet
- Day 6 Welding Process, Electrode - FCAW, GTAW & SAWDocument65 pagesDay 6 Welding Process, Electrode - FCAW, GTAW & SAWRohit Kamble100% (1)
- UNITOR M&R CatalogueDocument42 pagesUNITOR M&R Cataloguerevathpr100% (1)
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 pagesLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- Optimizing Welding Parameters for Submerged Arc WeldingDocument6 pagesOptimizing Welding Parameters for Submerged Arc WeldingsettaNo ratings yet
- Utp Handbook InglesDocument478 pagesUtp Handbook InglesCURRITOJIMENEZ100% (1)
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- IDOC Basics: Presenter: Ashish DhariaDocument42 pagesIDOC Basics: Presenter: Ashish Dhariasumit chauhanNo ratings yet
- 2020 Kit Suppliers CSR AssessmentDocument31 pages2020 Kit Suppliers CSR Assessmentraghavender1No ratings yet
- Special M & P ConditionsDocument6 pagesSpecial M & P Conditionsraghavender1No ratings yet
- Spec For Piping Design - Materials E1000713 - v1 PDFDocument20 pagesSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulNo ratings yet
- Special M & P ConditionsDocument6 pagesSpecial M & P Conditionsraghavender1No ratings yet
- Bechtek Piping Material ClassDocument34 pagesBechtek Piping Material ClassBari Ipung GunturNo ratings yet
- TATA Structura BrochureDocument20 pagesTATA Structura Brochurecjm100% (2)
- ADR Form PDFDocument2 pagesADR Form PDFcompudoc111905No ratings yet
- Cold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesDocument6 pagesCold-Formed Welded and Seamless Carbon Steel Structural Tubing in Rounds and ShapesMizha GomezNo ratings yet
- Dengue: Subjective FindingsDocument5 pagesDengue: Subjective FindingsRaghu VenkatNo ratings yet
- Optimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsDocument6 pagesOptimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsRaghu VenkatNo ratings yet
- Piping Study Material - RoltaDocument49 pagesPiping Study Material - Roltahummingbird4u92% (12)
- Doc3 PDFDocument10 pagesDoc3 PDFraghavender1No ratings yet
- Spec For Piping Design - Materials E1000713 - v1 PDFDocument20 pagesSpec For Piping Design - Materials E1000713 - v1 PDFIlham AmirulNo ratings yet
- Patient Medication History FormDocument3 pagesPatient Medication History FormRaghu VenkatNo ratings yet
- Optimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsDocument6 pagesOptimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsRaghu VenkatNo ratings yet
- Doc4 PDFDocument13 pagesDoc4 PDFraghavender1No ratings yet
- Material Data Sheets For Piping: 1 ForewordDocument50 pagesMaterial Data Sheets For Piping: 1 ForewordhsdeNo ratings yet
- Injection Molding - IntroductionDocument10 pagesInjection Molding - Introductionpmd24950% (2)
- Adverse Drug ReactionDocument4 pagesAdverse Drug Reactionapi-246003035No ratings yet
- Forming Limit Diagrams For Kinematically Hardened Voided Sheet MetalsDocument11 pagesForming Limit Diagrams For Kinematically Hardened Voided Sheet Metalsraghavender1No ratings yet
- M5 - U4 - Drawings For Pipe Installation PDFDocument17 pagesM5 - U4 - Drawings For Pipe Installation PDFSriram RNo ratings yet
- Welding Manual PDFDocument767 pagesWelding Manual PDFraghavender1No ratings yet
- Contactless On-Line Measurement of Material Flow For Closed Loop Control of Deep DrawingDocument5 pagesContactless On-Line Measurement of Material Flow For Closed Loop Control of Deep Drawingraghavender1No ratings yet
- Optimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsDocument6 pagesOptimization of Sheet Metal Forming Processes by The Use of Numerical SimulationsRaghu VenkatNo ratings yet
- SECTION 03380 Post-Tensioned Concrete Rev 1Document30 pagesSECTION 03380 Post-Tensioned Concrete Rev 1Abdalrahman AntariNo ratings yet
- Periodic Test in Tle - Grade Ix Electricity.Document2 pagesPeriodic Test in Tle - Grade Ix Electricity.Resneth MondejarNo ratings yet
- Salary Exchange... A Tax Efficient Way To Boost Your Plans For The FutureDocument4 pagesSalary Exchange... A Tax Efficient Way To Boost Your Plans For The FutureStandard Life UKNo ratings yet
- Psychedelic Drugs-A New Era in Psychiatry?Document9 pagesPsychedelic Drugs-A New Era in Psychiatry?PeterNo ratings yet
- Pursuing a Career in CosmetologyDocument3 pagesPursuing a Career in CosmetologyMaria CeciliaNo ratings yet
- 311970536Document1 page311970536Codrut RadantaNo ratings yet
- Independent Study Report # 1Document75 pagesIndependent Study Report # 1Sunny DubeyNo ratings yet
- Dutch FarmDocument104 pagesDutch Farmdoc_abdullahNo ratings yet
- Earth First! Climbers Guild Vol. 2Document16 pagesEarth First! Climbers Guild Vol. 2CascadiaDefenders100% (2)
- Physics Investigatory Project Class 12Document12 pagesPhysics Investigatory Project Class 12shivanginirai7No ratings yet
- Guided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Document5 pagesGuided Noteboo Kin GED10 2 (Mathe Matics in The Modern World)Chenie BatacNo ratings yet
- Aire Acondicionado Mazda 3 2006Document2 pagesAire Acondicionado Mazda 3 2006Jhon ConnorNo ratings yet
- Ic M423GDocument2 pagesIc M423GSerikhi AliNo ratings yet
- Paragenesis of OlivineDocument18 pagesParagenesis of OlivineSyed Zaman100% (2)
- Solving Proportions Problems with Learning Activity SheetsDocument21 pagesSolving Proportions Problems with Learning Activity Sheetsceline fernandezNo ratings yet
- Automated Hematology Cell Counters 12-09-2023Document161 pagesAutomated Hematology Cell Counters 12-09-2023Tom JohnathanNo ratings yet
- Nursing Care of The Patient Undergoing Lumbar Spinal Fusion: ReviewsDocument10 pagesNursing Care of The Patient Undergoing Lumbar Spinal Fusion: ReviewsMuammar100% (1)
- Rotation: Medical Intensive Care Unit (South Campus) For Interns and ResidentsDocument6 pagesRotation: Medical Intensive Care Unit (South Campus) For Interns and ResidentsHashimIdreesNo ratings yet
- Galati penitentiary historyDocument2 pagesGalati penitentiary historyLupu IonutNo ratings yet
- DatasheetDocument112 pagesDatasheetStuxnetNo ratings yet
- Indian Medical Tourism Industry: A Pathway For The Healthy Future of IndiaDocument13 pagesIndian Medical Tourism Industry: A Pathway For The Healthy Future of IndiaPranjal MaluNo ratings yet
- REMOTE Calculator Tool May 21 2013Document77 pagesREMOTE Calculator Tool May 21 2013Leyner Garcia MezquitaNo ratings yet
- Alpine Valley Liability ReleaseDocument1 pageAlpine Valley Liability ReleaseChristina Nakazaki0% (1)
- An Experimental Study of AcidizingDocument11 pagesAn Experimental Study of Acidizinggigi17No ratings yet
- 6-Step Guide to Crushing Imposter SyndromeDocument10 pages6-Step Guide to Crushing Imposter SyndromeMark KestNo ratings yet
- CHAPTER 3: Toxic Effects of Drugs: Pharmacology Page 1Document1 pageCHAPTER 3: Toxic Effects of Drugs: Pharmacology Page 1Gabriel GonzagaNo ratings yet
- STC Bec Wir Plu D 0209 01 PDFDocument10 pagesSTC Bec Wir Plu D 0209 01 PDFAdel MorsyNo ratings yet
- Cereal Based Functional BeveragesDocument7 pagesCereal Based Functional BeveragesCorina ParicanazaNo ratings yet