You might also like
- Automotive Machining: A Guide to Boring, Decking, Honing & MoreFrom EverandAutomotive Machining: A Guide to Boring, Decking, Honing & MoreRating: 4.5 out of 5 stars4.5/5 (11)
- Chainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosFrom EverandChainsaw Carving for Beginners: Patterns and 250 Step-by-Step PhotosNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Sheet Metal Design-Handbook-Rev3 PDFDocument12 pagesSheet Metal Design-Handbook-Rev3 PDFtnchsg100% (1)
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Sheet Metal ProcessesDocument30 pagesSheet Metal ProcessesJagdish KolteNo ratings yet
- Captiva 2013 Systema Electric 3.0Document13 pagesCaptiva 2013 Systema Electric 3.0carlos martinez50% (2)
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- Getting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsFrom EverandGetting Started with Handplanes: How to Choose, Set Up, and Use Planes for Fantastic ResultsRating: 1 out of 5 stars1/5 (1)
- August Morning WorkDocument20 pagesAugust Morning Workapi-471325484No ratings yet
- Lesson Plan SETS 2 PDFDocument10 pagesLesson Plan SETS 2 PDFHelmi Tarmizi83% (6)
- Carlton Chaisaw Chain ManualDocument35 pagesCarlton Chaisaw Chain ManualstarkopeteNo ratings yet
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- DNV OS-B101 Metallic MaterialsDocument48 pagesDNV OS-B101 Metallic MaterialsBoni Luck100% (1)
- Maag Gear Shaper CutterDocument9 pagesMaag Gear Shaper CutterBence Levente Szabó100% (1)
- SHEETMETAL DESIGNDocument9 pagesSHEETMETAL DESIGNHimanshu SagarNo ratings yet
- Formulas For Gear Calculation - External GearsDocument10 pagesFormulas For Gear Calculation - External GearsJag WaramNo ratings yet
- Boring OperationDocument9 pagesBoring Operation3pherNo ratings yet
- ShavingDocument8 pagesShavingkarthikNo ratings yet
- Cutting With BroachDocument5 pagesCutting With BroachJori Kristian RidayatNo ratings yet
- Class Notes ManufacturingDocument13 pagesClass Notes ManufacturingRajangam VeeruchinnanNo ratings yet
- Cold Forging BookDocument26 pagesCold Forging BookkrocsyldiphNo ratings yet
- Circuit Breaker GTSDocument31 pagesCircuit Breaker GTScpandey01_688066930No ratings yet
- Theory of Metal CuttingDocument10 pagesTheory of Metal CuttingHxn BhattiNo ratings yet
- DC Motor Brush Life White PaperDocument11 pagesDC Motor Brush Life White PaperHamza TaherNo ratings yet
- Metrology & Workshop Practice ComponentsDocument48 pagesMetrology & Workshop Practice ComponentsAliah IzzahNo ratings yet
- Travel directions LPU-Batangas from Manila, Laguna, Quezon, CaviteDocument1 pageTravel directions LPU-Batangas from Manila, Laguna, Quezon, CaviteMark Levin Munar100% (1)
- Semi-Topping Shaper CuttersDocument4 pagesSemi-Topping Shaper CuttersalemarlonstosNo ratings yet
- Yuken Series PVL Vane Pumps Catalogue en PDFDocument69 pagesYuken Series PVL Vane Pumps Catalogue en PDFAgilRinaldiNo ratings yet
- Biax Electronic Scraper and AccessoriesDocument16 pagesBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Gear Shaving Process ExplainedDocument8 pagesGear Shaving Process Explainedd_a0nNo ratings yet
- Efficient Underpass Shaving Method for GearsDocument7 pagesEfficient Underpass Shaving Method for GearsSunilkumar ReddyNo ratings yet
- Parts Produced by Planning, Shaping and Slotting: Process DescriptionDocument7 pagesParts Produced by Planning, Shaping and Slotting: Process DescriptionsansagithNo ratings yet
- Reamers: Number of Cutting EdgeDocument5 pagesReamers: Number of Cutting EdgeSunilkumar ReddyNo ratings yet
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDocument1 pageCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNo ratings yet
- N XD 3 2 1 XD XD XD: TurningDocument3 pagesN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoNo ratings yet
- Broaching MachinesDocument21 pagesBroaching Machinesthong_bvtNo ratings yet
- TechTip 131 WiperInsertBenefits TurningDocument6 pagesTechTip 131 WiperInsertBenefits TurningSimone GalleNo ratings yet
- Machining Strenx and HardoxDocument32 pagesMachining Strenx and HardoxKohilan NahivNo ratings yet
- Chapter 1Document15 pagesChapter 1surjitNo ratings yet
- Metrology and Machine Tools Module 2: Milling, Grinding and MoreDocument91 pagesMetrology and Machine Tools Module 2: Milling, Grinding and MorejibinNo ratings yet
- 2nd Btech MECH 2021-22 MCMT Ses-K4 PDFDocument14 pages2nd Btech MECH 2021-22 MCMT Ses-K4 PDFGopi TNo ratings yet
- Shaft Requirements for Seals Under 40 CharactersDocument4 pagesShaft Requirements for Seals Under 40 CharactersMr ShrekNo ratings yet
- MJ448 Jig Saw MachineDocument11 pagesMJ448 Jig Saw MachineAngin MalamNo ratings yet
- Everything Mechanical Engineers Should Know About Machining ChatterDocument11 pagesEverything Mechanical Engineers Should Know About Machining ChatterhyzaadzaishaqNo ratings yet
- Milling Tool DesignDocument18 pagesMilling Tool DesignSiddharth DubeyNo ratings yet
- Figure 1 - Abrasive and Water Only Waterjet Cutting HeadsDocument9 pagesFigure 1 - Abrasive and Water Only Waterjet Cutting HeadsAdiyogo Fauzien PrasetyoNo ratings yet
- Drilling and Thread CuttingDocument11 pagesDrilling and Thread CuttingSami SamiNo ratings yet
- Inserts PDFDocument6 pagesInserts PDFvigneshwarannNo ratings yet
- Rotary Cutting EquipmentDocument13 pagesRotary Cutting EquipmentSama N SamirNo ratings yet
- Advanced Cadcam Exam1 ReviewDocument7 pagesAdvanced Cadcam Exam1 Reviewapi-236166548No ratings yet
- Machining by CuttingDocument4 pagesMachining by CuttingSiddhi JainNo ratings yet
- Thesis On Abrasive Jet MachiningDocument4 pagesThesis On Abrasive Jet Machiningfjcz1j5g100% (2)
- State State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingDocument22 pagesState State of The Art of Precision Abrasive Water Jet Cuttiof The Art of Precision Abrasive Water Jet CuttingJaveed A. KhanNo ratings yet
- Thermal Analysis of Cutting Tools Using Different Cutting FluidsDocument45 pagesThermal Analysis of Cutting Tools Using Different Cutting FluidspothanNo ratings yet
- Roll KraftDocument6 pagesRoll KraftAndiniPermanaNo ratings yet
- Cross Cut Adhesion Test cc2000 - d441Document4 pagesCross Cut Adhesion Test cc2000 - d441OMATNo ratings yet
- Reducing Negative Tonnage - Art HedrickDocument4 pagesReducing Negative Tonnage - Art Hedrickwulfgang66No ratings yet
- Maag Gear Shaper CutterDocument3 pagesMaag Gear Shaper CutterBrandoNo ratings yet
- Unit 2 12102019Document16 pagesUnit 2 12102019Satish SatiNo ratings yet
- D031181002 - Tools and Their Application-EnglishDocument5 pagesD031181002 - Tools and Their Application-EnglishTaufik QurahmanNo ratings yet
- Factors Affect SelectionDocument4 pagesFactors Affect SelectionSajay SuryaNo ratings yet
- 15-05-19, Rs.8543 DZRDocument1 page15-05-19, Rs.8543 DZRbhageshlNo ratings yet
- Fill Up Form For IEC ApplicationDocument1 pageFill Up Form For IEC ApplicationbhageshlNo ratings yet
- XD 1120 01727Document2 pagesXD 1120 01727bhageshlNo ratings yet
- Blackbox Visit 19-11-21 Report PDFDocument1 pageBlackbox Visit 19-11-21 Report PDFbhageshlNo ratings yet
- Rs669 DT 03-02-21invoiceDocument1 pageRs669 DT 03-02-21invoicebhageshlNo ratings yet
- GATHER Decode PDFDocument5 pagesGATHER Decode PDFbhageshlNo ratings yet
- eBay payment details for item purchaseDocument1 pageeBay payment details for item purchasebhageshlNo ratings yet
- Tax InvoiceDocument1 pageTax InvoicebhageshlNo ratings yet
- PMAC2 User ManualDocument101 pagesPMAC2 User ManualbhageshlNo ratings yet
- Leadshine Stepper DrivesDocument1 pageLeadshine Stepper DrivesbhageshlNo ratings yet
- SRSHurth MMCDocument6 pagesSRSHurth MMCbhageshlNo ratings yet
- Pitch-DP-CP-H ChartDocument5 pagesPitch-DP-CP-H ChartbhageshlNo ratings yet
- SRSHurth MMCDocument6 pagesSRSHurth MMCbhageshlNo ratings yet
- Hurth SRS-400 Cutter Grinder at Hadanich MachineDocument2 pagesHurth SRS-400 Cutter Grinder at Hadanich MachinebhageshlNo ratings yet
- Us4175537 PDFDocument13 pagesUs4175537 PDFbhageshlNo ratings yet
- Brushless Motor CommutationDocument15 pagesBrushless Motor CommutationbhageshlNo ratings yet
- X-Axis motor flange dimensions and tolerancesDocument1 pageX-Axis motor flange dimensions and tolerancesbhageshlNo ratings yet
- Using The Supplemental PFM Outputs On The PMAC2 J7 (Handwheel) ConnectorDocument1 pageUsing The Supplemental PFM Outputs On The PMAC2 J7 (Handwheel) ConnectorbhageshlNo ratings yet
- PMAC2 Lite Control 2 Additional AxesDocument1 pagePMAC2 Lite Control 2 Additional AxesbhageshlNo ratings yet
- Virtual Axis Monitoring MotionDocument4 pagesVirtual Axis Monitoring MotionbhageshlNo ratings yet
- Achieving Excellence in Shaving Technology PDFDocument4 pagesAchieving Excellence in Shaving Technology PDFbhageshlNo ratings yet
- Self Centered LockingDocument2 pagesSelf Centered LockingbhageshlNo ratings yet
- Optimization of Grinding OperationDocument3 pagesOptimization of Grinding OperationbhageshlNo ratings yet
- Direct Drive Motor Mounting FlangeDocument1 pageDirect Drive Motor Mounting FlangebhageshlNo ratings yet
- Serial & Modbus Example ExampleDocument7 pagesSerial & Modbus Example ExamplebhageshlNo ratings yet
- 2 Channel Freq. GeneratorDocument3 pages2 Channel Freq. GeneratorbhageshlNo ratings yet
- Solar ComputingDocument6 pagesSolar ComputingbhageshlNo ratings yet
- Blackbox Technologies: Presents Introduction To Gear Inspection Software (Gearsoft)Document25 pagesBlackbox Technologies: Presents Introduction To Gear Inspection Software (Gearsoft)bhageshlNo ratings yet
- GE Café™ "This Is Really Big" RebateDocument2 pagesGE Café™ "This Is Really Big" RebateKitchens of ColoradoNo ratings yet
- R7 Injection CheatSheet.v1Document1 pageR7 Injection CheatSheet.v1qweNo ratings yet
- FINAL Please Be Informed That Your Termination From Office Is Not Intended To Be PersonalDocument9 pagesFINAL Please Be Informed That Your Termination From Office Is Not Intended To Be PersonalShareff ChamplainNo ratings yet
- DL1 - Epicyclic Gear Train & Holding Torque ManualDocument4 pagesDL1 - Epicyclic Gear Train & Holding Torque Manualer_arun76100% (1)
- Cylinder Head Cover, 6T-830 and 6ta-830 Emissions Certified EngineDocument3 pagesCylinder Head Cover, 6T-830 and 6ta-830 Emissions Certified EngineJose A PerezNo ratings yet
- MR Explorer: Magnetic Resonance Logging ServiceDocument7 pagesMR Explorer: Magnetic Resonance Logging ServiceRoberto DominguezNo ratings yet
- Cooler Catalogue PDFDocument12 pagesCooler Catalogue PDFCărunta-Crista CristinaNo ratings yet
- Arduino PWM To DC Voltage Op Amp Converter - Henry's BenchDocument8 pagesArduino PWM To DC Voltage Op Amp Converter - Henry's BenchAlan A. TorresNo ratings yet
- Relay: Chapter 1: What Is A Relay?Document19 pagesRelay: Chapter 1: What Is A Relay?Jason SonidoNo ratings yet
- Jhamuna Tower Design DataDocument15 pagesJhamuna Tower Design DataArindam RoyNo ratings yet
- PDFDocument42 pagesPDFDanh MolivNo ratings yet
- Mobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryDocument19 pagesMobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryJoaquim OliveiraNo ratings yet
- Proportional Valves: Adjustment ProcedureDocument11 pagesProportional Valves: Adjustment Procedureyaniprasetyo12No ratings yet
- CPC-COM-SU-4743-G External CoatingsDocument24 pagesCPC-COM-SU-4743-G External Coatingsaslam.amb100% (1)
- Module 4.Document16 pagesModule 4.Sania MaqsoodNo ratings yet
- Install and Configure Computer Networks Training Session PlanDocument9 pagesInstall and Configure Computer Networks Training Session PlanMarvin AlcantaraNo ratings yet
- Impact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri LankaDocument11 pagesImpact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri Lankamandala jyoshnaNo ratings yet
- Intro To Factor AnalysisDocument52 pagesIntro To Factor AnalysisRawnak JahanNo ratings yet
- Prelims Module On Forensic 1Document17 pagesPrelims Module On Forensic 1Vanessa CorpuzNo ratings yet
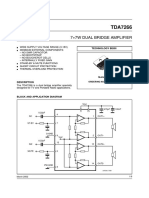
- Tda7266 PDFDocument9 pagesTda7266 PDFRenato HernandezNo ratings yet
- P0880 TCM Power Circuit InspectionDocument5 pagesP0880 TCM Power Circuit InspectionLojan Coronel José HumbertoNo ratings yet
- Guia Instalacion ENTECDocument15 pagesGuia Instalacion ENTECHislim SaidNo ratings yet
- Technical Report Writing For Ca2 ExaminationDocument6 pagesTechnical Report Writing For Ca2 ExaminationAishee DuttaNo ratings yet