You might also like
- Workshop Assisgnment - Sheet1Document2 pagesWorkshop Assisgnment - Sheet1Abandoned ThrasherNo ratings yet
- Komparasi Untuk Rusun JISDocument1 pageKomparasi Untuk Rusun JISIsmail Olee ShalehNo ratings yet
- Pages From WorkPlans - Year2-Revised-Dec 08 - FHWA - DTFH61-07-H-00009-5 PDFDocument1 pagePages From WorkPlans - Year2-Revised-Dec 08 - FHWA - DTFH61-07-H-00009-5 PDFMEHDI FARROKHINo ratings yet
- Fabric-Reinforced Vibration-Damping Pad, For Heavy Machinery, 12 - Long, 12 - Wide, 1 - Thick - McMaster-Carr PDFDocument1 pageFabric-Reinforced Vibration-Damping Pad, For Heavy Machinery, 12 - Long, 12 - Wide, 1 - Thick - McMaster-Carr PDFHassan HelmyNo ratings yet
- 2020-02-24 Cypress Wood Mechanical PropertiesDocument3 pages2020-02-24 Cypress Wood Mechanical PropertiesSandesh KumarNo ratings yet
- MEC130 Module 2 - PDF 1 Screw Thread NomenclatureDocument13 pagesMEC130 Module 2 - PDF 1 Screw Thread NomenclatureTki NeweNo ratings yet
- Basics of GrindingDocument15 pagesBasics of Grindingmaulikgadara100% (1)
- K-PRIX Means The Combination of Quality, Cost and Service..Document10 pagesK-PRIX Means The Combination of Quality, Cost and Service..M. AguiarNo ratings yet
- SCL211N Ship Co - Topic 3 - Structure of Steel & Heat TreatmentDocument22 pagesSCL211N Ship Co - Topic 3 - Structure of Steel & Heat Treatmentshuklamittt0077No ratings yet
- Design of A TreeDocument3 pagesDesign of A TreeajaytrixNo ratings yet
- Wood Shearwall Selector: Solutions Report: Design CriteriaDocument3 pagesWood Shearwall Selector: Solutions Report: Design CriteriaVu Tran QuangNo ratings yet
- Technical Information: What Is Clearance?Document2 pagesTechnical Information: What Is Clearance?أبومحمدالزياتNo ratings yet
- Frictional ForceDocument4 pagesFrictional ForceAmy F.Y. ChangNo ratings yet
- White Paper: Slicing Action in Chopper PumpsDocument2 pagesWhite Paper: Slicing Action in Chopper Pumpsashumishra007No ratings yet
- Glove Coating ChartDocument1 pageGlove Coating ChartFrank RickNo ratings yet
- Aisin Catalog Clutch 2016 PDFDocument315 pagesAisin Catalog Clutch 2016 PDFRepuestos LMNo ratings yet
- 8 Science Friction Notes VLDocument7 pages8 Science Friction Notes VLPeer aijazNo ratings yet
- Copper Pan Cake Coil Weight Chart (3 Range)Document1 pageCopper Pan Cake Coil Weight Chart (3 Range)Gaurav Panditrao Udanshiv50% (2)
- A Guid of Cutting WoodDocument2 pagesA Guid of Cutting Woodendik yudya pramonoNo ratings yet
- CL150301HQ 2Document17 pagesCL150301HQ 2Juan AlmeidaNo ratings yet
- Material Data Sheet: Item: DescriptionDocument1 pageMaterial Data Sheet: Item: DescriptionHiren MistryNo ratings yet
- Choosing Rubber SheetingDocument9 pagesChoosing Rubber Sheetingapi-357262161100% (1)
- Vels RDPDocument2 pagesVels RDPalexortunoNo ratings yet
- MOPW TABLE 5 (1993) Grade Stresses For EX 1 EX 2Document1 pageMOPW TABLE 5 (1993) Grade Stresses For EX 1 EX 2Winnie SayoNo ratings yet
- Machine Tools and Machining 3Document65 pagesMachine Tools and Machining 3Faisal MaqsoodNo ratings yet
- Abrasive Machining Processes & Slotter MachineDocument65 pagesAbrasive Machining Processes & Slotter MachineFaisal MaqsoodNo ratings yet
- Solid Center Stress Summary: Maximum Shear ForceDocument1 pageSolid Center Stress Summary: Maximum Shear ForceEakJhuanNo ratings yet
- Always The Best.: 100+ Years of QualityDocument6 pagesAlways The Best.: 100+ Years of QualityKrzysztof MarzecNo ratings yet
- Intermediate English For Physics " Friction "Document7 pagesIntermediate English For Physics " Friction "Wenimanwati WaruwuNo ratings yet
- Working Tools For Hydraulic Breakers: United in Performance. Inspired by InnovationDocument2 pagesWorking Tools For Hydraulic Breakers: United in Performance. Inspired by Innovationslm bNo ratings yet
- CL 170301 HQDocument337 pagesCL 170301 HQlasith100% (2)
- Plywood EdgeDocument2 pagesPlywood EdgeE100% (1)
- Wacker Neuson - RD7-HS Double Drum Vibratory RollerDocument2 pagesWacker Neuson - RD7-HS Double Drum Vibratory RollerMolie1979No ratings yet
- Mechanical Properties of Pinus WallichianaDocument1 pageMechanical Properties of Pinus WallichianajprokosNo ratings yet
- Furniture Design - BOQ PDFDocument1 pageFurniture Design - BOQ PDFMadhumitha kannanNo ratings yet
- SPX PDFDocument4 pagesSPX PDFgabriel_127971761No ratings yet
- Off-The-Road Tires: Ultra-Heavy-Duty Mining PerformanceDocument2 pagesOff-The-Road Tires: Ultra-Heavy-Duty Mining PerformanceJAVIER BERMUDEZNo ratings yet
- MCM Select Speaker / Woofer Resource & Reference Guide byDocument9 pagesMCM Select Speaker / Woofer Resource & Reference Guide byMarius GligorNo ratings yet
- Part 6 Bearing & Lubication 15Document15 pagesPart 6 Bearing & Lubication 15Aenur RofiiqNo ratings yet
- Wood and Wood JointsDocument44 pagesWood and Wood JointsAniqaNo ratings yet
- W 619 - 1 - Deep Groove Ball Bearings SKFDocument6 pagesW 619 - 1 - Deep Groove Ball Bearings SKFhairynigga1996No ratings yet
- Bahco Bits EnglishDocument5 pagesBahco Bits Englishsmk729No ratings yet
- Boq PDFDocument1 pageBoq PDFMadhumitha kannanNo ratings yet
- Bench StonesDocument2 pagesBench Stonestwix74No ratings yet
- RTX SC 3 en (1e6)Document3 pagesRTX SC 3 en (1e6)Floridalia MarcanoNo ratings yet
- Ozone Ground LevelDocument1 pageOzone Ground LevelFandy ArdyNo ratings yet
- 5 Pillars of 3D PrintingDocument10 pages5 Pillars of 3D PrintingBrad Brauser100% (1)
- Topic 3 Mechanical PulpingDocument41 pagesTopic 3 Mechanical PulpingGhina MauliaNo ratings yet
- Advantages of Firestone Marsh Mellow SpringsDocument1 pageAdvantages of Firestone Marsh Mellow Springseaglego00No ratings yet
- ASTER 12G2F - Data Sheet: StructureDocument1 pageASTER 12G2F - Data Sheet: StructureKoen BidlotNo ratings yet
- Fujifilm Measurement Foils Fujifilm Prescale enDocument4 pagesFujifilm Measurement Foils Fujifilm Prescale enjameson correaNo ratings yet
- 083 Choosing A HacksawDocument2 pages083 Choosing A HacksawHomerSimsonnakisNo ratings yet
- 04 Road ConstructionDocument122 pages04 Road ConstructionHishmat Ezz AlarabNo ratings yet
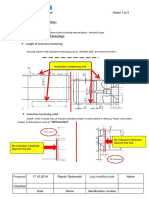
- Induction Hardening - Interpretation of Drawing & Testing PDFDocument4 pagesInduction Hardening - Interpretation of Drawing & Testing PDFrajesh DESHMUKHNo ratings yet
- Lec-01 Friction Pariksha Abhyas 2024Document36 pagesLec-01 Friction Pariksha Abhyas 2024mdudi558No ratings yet
- Standard Specifications Standard Specifications: (For Pef (For Pef and PP Grade)Document2 pagesStandard Specifications Standard Specifications: (For Pef (For Pef and PP Grade)tuan nguyenNo ratings yet
- 4FE35 Datasheet 8Document1 page4FE35 Datasheet 8IulianCioarcaNo ratings yet
- Mandev Soft Copper Tube PancakeDocument1 pageMandev Soft Copper Tube Pancakesandeepkumarbonthu77No ratings yet
- Up 02Document1 pageUp 02PrabhathNo ratings yet
- Fill Up Form For IEC ApplicationDocument1 pageFill Up Form For IEC ApplicationbhageshlNo ratings yet
- Paypal GST TAX-201811Document1 pagePaypal GST TAX-201811bhageshlNo ratings yet
- PMAC2 User ManualDocument101 pagesPMAC2 User ManualbhageshlNo ratings yet
- $65 PayPal BillDocument1 page$65 PayPal BillbhageshlNo ratings yet
- 15-05-19, Rs.8543 DZRDocument1 page15-05-19, Rs.8543 DZRbhageshlNo ratings yet
- XD 1120 01727Document2 pagesXD 1120 01727bhageshlNo ratings yet
- Blackbox Visit 19-11-21 Report PDFDocument1 pageBlackbox Visit 19-11-21 Report PDFbhageshlNo ratings yet
- Rs669 DT 03-02-21invoiceDocument1 pageRs669 DT 03-02-21invoicebhageshlNo ratings yet
- SRSHurth MMCDocument6 pagesSRSHurth MMCbhageshlNo ratings yet
- SRSHurth MMCDocument6 pagesSRSHurth MMCbhageshlNo ratings yet
- GATHER Decode PDFDocument5 pagesGATHER Decode PDFbhageshlNo ratings yet
- Leadshine Stepper DrivesDocument1 pageLeadshine Stepper DrivesbhageshlNo ratings yet
- Pitch-DP-CP-H ChartDocument5 pagesPitch-DP-CP-H ChartbhageshlNo ratings yet
- Us4175537 PDFDocument13 pagesUs4175537 PDFbhageshlNo ratings yet
- Hurth srs400 18136 1967Document2 pagesHurth srs400 18136 1967bhageshlNo ratings yet
- Formulas For Gear Calculation - External GearsDocument10 pagesFormulas For Gear Calculation - External GearsJag WaramNo ratings yet
- Virtual Axis Monitoring MotionDocument4 pagesVirtual Axis Monitoring MotionbhageshlNo ratings yet
- Additional Stepper and Servo AxesDocument1 pageAdditional Stepper and Servo AxesbhageshlNo ratings yet
- X Axis Motor Flange Motor ShaftDocument1 pageX Axis Motor Flange Motor ShaftbhageshlNo ratings yet
- Using The Supplemental PFM Outputs On The PMAC2 J7 (Handwheel) ConnectorDocument1 pageUsing The Supplemental PFM Outputs On The PMAC2 J7 (Handwheel) ConnectorbhageshlNo ratings yet
- Brushless Motor CommutationDocument15 pagesBrushless Motor CommutationbhageshlNo ratings yet
- Achieving Excellence in Shaving Technology PDFDocument4 pagesAchieving Excellence in Shaving Technology PDFbhageshlNo ratings yet
- Conditions Influencing PerformancesDocument3 pagesConditions Influencing PerformancesbhageshlNo ratings yet
- Direct Drive Motor Mounting FlangeDocument1 pageDirect Drive Motor Mounting FlangebhageshlNo ratings yet
- Blackbox Technologies: Presents Introduction To Gear Inspection Software (Gearsoft)Document25 pagesBlackbox Technologies: Presents Introduction To Gear Inspection Software (Gearsoft)bhageshlNo ratings yet
- 2 Channel Freq. GeneratorDocument3 pages2 Channel Freq. GeneratorbhageshlNo ratings yet
- Self Centered LockingDocument2 pagesSelf Centered LockingbhageshlNo ratings yet
- Serial & Modbus Example ExampleDocument7 pagesSerial & Modbus Example ExamplebhageshlNo ratings yet
- Solar ComputingDocument6 pagesSolar ComputingbhageshlNo ratings yet
- Pure Quality Pure Natural: Calcium Carbonate Filler / MasterbatchDocument27 pagesPure Quality Pure Natural: Calcium Carbonate Filler / MasterbatchhelenNo ratings yet
- StiochemistryDocument12 pagesStiochemistryutkarsh vaidNo ratings yet
- Sample Paper For Grade 6Document4 pagesSample Paper For Grade 6Navvye AnandNo ratings yet
- Environmental Pollution Control (ET ZC362 - WILP Course) : BITS PilaniDocument31 pagesEnvironmental Pollution Control (ET ZC362 - WILP Course) : BITS Pilanisa_arunkumarNo ratings yet
- Advantage of Real Atmospheric Distillation Astm d7345Document10 pagesAdvantage of Real Atmospheric Distillation Astm d7345Yair LopezNo ratings yet
- Tds Plexus Ma420 EngDocument2 pagesTds Plexus Ma420 EngCarlos SantosNo ratings yet
- Fisher Vee-Ball v150, v200 and v300 PDFDocument48 pagesFisher Vee-Ball v150, v200 and v300 PDFARMANDONo ratings yet
- Purification of Brackish Water Using Hybrid CDI-EDI TechnologyDocument30 pagesPurification of Brackish Water Using Hybrid CDI-EDI TechnologyamtNo ratings yet
- Asres SimenehDocument73 pagesAsres SimenehBezakulu MinwouyeletNo ratings yet
- Gorenje WA 82145 PDFDocument28 pagesGorenje WA 82145 PDFИван АлексиевNo ratings yet
- Vietnam Pesticide Use QuestionnaireDocument13 pagesVietnam Pesticide Use QuestionnaireSharmadevan SundrasegaranNo ratings yet
- Boiling Point Determination (Repaired)Document5 pagesBoiling Point Determination (Repaired)Henry LanguisanNo ratings yet
- ALERT - MCC CENTRALINA - BO0349675320 - SIDOC PLANTA 2 ACERIAS - VALVULA DESLIZANTE 3 - 1 - en - EsDocument2 pagesALERT - MCC CENTRALINA - BO0349675320 - SIDOC PLANTA 2 ACERIAS - VALVULA DESLIZANTE 3 - 1 - en - EsLuis CortesNo ratings yet
- Suma Multi D2.3 PDFDocument3 pagesSuma Multi D2.3 PDFChaitanya VamsiNo ratings yet
- Metode Antioksidan AEACDocument7 pagesMetode Antioksidan AEACFira KuswandariNo ratings yet
- Brochure GC Trace 1300 PDFDocument4 pagesBrochure GC Trace 1300 PDFLUIS XVNo ratings yet
- 1,2 DichloroethaneDocument2 pages1,2 DichloroethaneGraeni HayuningrumNo ratings yet
- Digestion and Absorption of CarbohydratesDocument25 pagesDigestion and Absorption of CarbohydrateskhadijaNo ratings yet
- The Complete Metal Raceway SolutionsDocument14 pagesThe Complete Metal Raceway Solutionscetc qatarNo ratings yet
- Vanders Human Physiology The Mechanisms of Body Function 14th Edition Widmaier Solutions ManualDocument26 pagesVanders Human Physiology The Mechanisms of Body Function 14th Edition Widmaier Solutions Manualconsignedurylic75hi100% (24)
- Asme Sec Viii D2 Ma App 5 PDFDocument15 pagesAsme Sec Viii D2 Ma App 5 PDFMarín HernándezNo ratings yet
- TataChemicals FinalDocument21 pagesTataChemicals Finalp_tinu10No ratings yet
- Lesson 3. The Mole Concept and The Molar Mass of ElementsDocument4 pagesLesson 3. The Mole Concept and The Molar Mass of ElementsJamelle SilvestreNo ratings yet
- 303 - Gastrointestinal Physiology) Gastric Secretion - The Cephalic - Gastric PhaseDocument5 pages303 - Gastrointestinal Physiology) Gastric Secretion - The Cephalic - Gastric Phasekedas70No ratings yet
- Specification For Sprinkler DesignDocument14 pagesSpecification For Sprinkler DesignFarhan AhmedNo ratings yet
- Class 12 - Genetics NotesDocument1 pageClass 12 - Genetics NotesDimas HernadyNo ratings yet
- The Morphology of Tensile Structure SystemsDocument13 pagesThe Morphology of Tensile Structure SystemsChris AlcausinNo ratings yet
- Eight Super FoodsDocument34 pagesEight Super FoodsJumaroli100% (3)
- Exam Style Answers 3 Asal Biology CBDocument4 pagesExam Style Answers 3 Asal Biology CBStefan Biehler100% (1)
- Perry 1982Document15 pagesPerry 1982Rick HarperNo ratings yet