You might also like
- Babaji - The Lightning Standing Still PDFDocument17 pagesBabaji - The Lightning Standing Still PDFpraveen kumarNo ratings yet
- Matlab Code 1D FEMDocument2 pagesMatlab Code 1D FEMfake7083No ratings yet
- HW1 15814Document2 pagesHW1 15814Lam NguyenNo ratings yet
- TRH13 (1986) Cementitious Stabilizers in Road ConstructionDocument74 pagesTRH13 (1986) Cementitious Stabilizers in Road ConstructionAmigowzz Hood33% (3)
- Pipe Mill Assessment Report 13-08-14-RevADocument10 pagesPipe Mill Assessment Report 13-08-14-RevAAldeline SungahidNo ratings yet
- 15 - GreatWhiteDocument1 page15 - GreatWhiteBima MahendraNo ratings yet
- Document 1Document14 pagesDocument 1bismarckandresNo ratings yet
- MKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Document12 pagesMKMB 2603 Materials Testing and Quality Control: Yap Pui Yee MKM 171013Penny YapNo ratings yet
- Windsor Probe Strength TablesDocument4 pagesWindsor Probe Strength TablesLakshithaGonapinuwalaWithanageNo ratings yet
- Revised MS Pressure Test of Dn400 PipelieDocument4 pagesRevised MS Pressure Test of Dn400 PipelieMhando IgnasNo ratings yet
- Documentation of Welding Procedure TestDocument5 pagesDocumentation of Welding Procedure Testrty2No ratings yet
- Metallurgy of Carbon SteelDocument5 pagesMetallurgy of Carbon SteelMadhavan SoundararajanNo ratings yet
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- Bund Wall Calculation For Crude Tank: General Input DataDocument1 pageBund Wall Calculation For Crude Tank: General Input Dataharsh_1582No ratings yet
- Tochini - Bolt Torque GuideDocument6 pagesTochini - Bolt Torque GuideJoseph Booker0% (1)
- Assessing Mechanical Damage Using Multiple Data Sets in Ili: Abel Lopes Market Development Manager EH 14 November 2012Document39 pagesAssessing Mechanical Damage Using Multiple Data Sets in Ili: Abel Lopes Market Development Manager EH 14 November 2012abhi_luvme03100% (1)
- Egp ReportDocument109 pagesEgp ReportvyshnapramodNo ratings yet
- Cevopolagac VOLVO PL4608Document20 pagesCevopolagac VOLVO PL4608Boban Stanojlović100% (2)
- Gate ValveDocument27 pagesGate ValveYogesh Kumar Bhatnagar0% (1)
- EHSDP0120.9 Crane Operation Pre-Lift ChecklistDocument1 pageEHSDP0120.9 Crane Operation Pre-Lift Checklistshravani mangalpalliNo ratings yet
- Underwater WeldingDocument27 pagesUnderwater WeldingamanNo ratings yet
- Underwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringDocument10 pagesUnderwater Welding - Underwater Welding Dangers - Hyperbaric Welding - Mechanical EngineeringVitorHugoNo ratings yet
- Klamflexproduct BrochureDocument24 pagesKlamflexproduct BrochureblindjaxxNo ratings yet
- Upgrading Skills For Pipe Fitters FabricatorsDocument4 pagesUpgrading Skills For Pipe Fitters FabricatorsKentDemeterio0% (1)
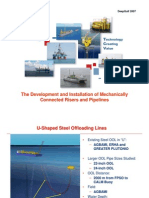
- The Development and Installation of Mechanically Connected Risers and PipelinesDocument20 pagesThe Development and Installation of Mechanically Connected Risers and PipelinesalbertofgvNo ratings yet
- Gas Tungsten Arc WeldingDocument15 pagesGas Tungsten Arc Weldingsushant47No ratings yet
- GPS Survey AGM Placement Specifications ProcedureDocument6 pagesGPS Survey AGM Placement Specifications ProcedureAfif Nugroho100% (1)
- Nace MR0175-01Document41 pagesNace MR0175-01Ridwan BaharumNo ratings yet
- DCV G ProcedureDocument1 pageDCV G Procedurereji1usNo ratings yet
- Standard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved byDocument4 pagesStandard Operating Procedure (Coils / Tubes) : Prepared By: Checked by Approved bysbmmla100% (1)
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- WeldingDocument54 pagesWeldingAbdullah changNo ratings yet
- Burea Veritas - Rules On Materials Ans Welding For The Classification On Marine Units PDFDocument236 pagesBurea Veritas - Rules On Materials Ans Welding For The Classification On Marine Units PDFAnonymous 7tBrl8No ratings yet
- Performance of Austenitic Stainless Steel in Wet Sour Gas Part 2Document5 pagesPerformance of Austenitic Stainless Steel in Wet Sour Gas Part 2wholenumberNo ratings yet
- FPS HseDocument313 pagesFPS Hseavinash-mokashiNo ratings yet
- SAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARDocument7 pagesSAES-L-470 PDF Download - Trenchless Pipelines Construction - PDFYARZahidRafiqueNo ratings yet
- OvalIty CorrectionDocument1 pageOvalIty Correctionshah1980No ratings yet
- MPS Anode Installation Belida - KPI R0 - Signed TIMASDocument19 pagesMPS Anode Installation Belida - KPI R0 - Signed TIMASAlfian ImaduddinNo ratings yet
- 26076-110-GPP-GCX-00039 - 001 - Field Joint Coating Procedure For Offshore Pipeline InstallationDocument89 pages26076-110-GPP-GCX-00039 - 001 - Field Joint Coating Procedure For Offshore Pipeline InstallationAndy Bayu SusenoNo ratings yet
- Final Visual & Dimensional Inspection Report: GeneralDocument3 pagesFinal Visual & Dimensional Inspection Report: Generalsuria qaqcNo ratings yet
- PEP Onshore PipelineDocument76 pagesPEP Onshore PipelineYudha MaulanaNo ratings yet
- Drilling & BoringDocument14 pagesDrilling & BoringDanur M' PahleviNo ratings yet
- Subsea Inspection, Maintenance and RepairDocument33 pagesSubsea Inspection, Maintenance and RepairHeni MehrezNo ratings yet
- ASME B31.8 Course OutlineDocument1 pageASME B31.8 Course OutlinePrakhar Deep KulshreshthaNo ratings yet
- Otc 21209Document11 pagesOtc 21209Rasheed YusufNo ratings yet
- Fabrication of Piping SystemsDocument17 pagesFabrication of Piping SystemsSathiyaseelan Sakthi ShanmugamNo ratings yet
- Casting DefectDocument8 pagesCasting DefectlabregopalNo ratings yet
- Calculation Sheet For 700mm SQ Metal FloatersDocument3 pagesCalculation Sheet For 700mm SQ Metal FloatersAdagharaNo ratings yet
- Installation and Commissioning of Overhead CraneDocument43 pagesInstallation and Commissioning of Overhead CraneKarim GarahNo ratings yet
- SFD N004 2013 PDFDocument21 pagesSFD N004 2013 PDFMohamed Abo-ZaidNo ratings yet
- Duplex Steels Part II Carbides and NitridesDocument9 pagesDuplex Steels Part II Carbides and NitridesKatellin BermudezNo ratings yet
- Project 140 Final ReportDocument205 pagesProject 140 Final ReportingrclNo ratings yet
- Pipe Clamps For Welding Alignment (DWT Babcock) 3Document2 pagesPipe Clamps For Welding Alignment (DWT Babcock) 3Daniel AriefinNo ratings yet
- Cswip 3.1 & 3.2 Details NewDocument16 pagesCswip 3.1 & 3.2 Details NewPranay Kumar100% (1)
- Freespan Analysis For Subsea Pipeline Integrity Management StrategyDocument12 pagesFreespan Analysis For Subsea Pipeline Integrity Management StrategyHui QiuNo ratings yet
- Cable Burying in Vung Tau Project - FniDocument36 pagesCable Burying in Vung Tau Project - Fnilenghiemckt07No ratings yet
- Coke Crusher - Lubrication Pumps Run in TestDocument26 pagesCoke Crusher - Lubrication Pumps Run in TestsayedNo ratings yet
- PEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingDocument34 pagesPEGS-0710-COR-038 - External Cathodic Protection of Onshore Deep Well CasingĐiệnBiênNhâm0% (1)
- Fatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965From EverandFatigue Design Procedures: Proceedings of the 4th Symposium of the International Committee on Aeronautical Fatigue held in Munich, 16–18 June 1965E. GassnerNo ratings yet
- Metal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryFrom EverandMetal Valves & Pipe Fittings World Summary: Market Values & Financials by CountryNo ratings yet
- 68 MetalDocument8 pages68 MetalSamir BagalkoteNo ratings yet
- Non-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodDocument8 pagesNon-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodSyed HasniNo ratings yet
- Overview of FilmDocument6 pagesOverview of FilmMahade Hasan DipuNo ratings yet
- Chan 2006Document9 pagesChan 2006hamza najmNo ratings yet
- PSPCL SyllDocument1 pagePSPCL SyllSonam BaghaNo ratings yet
- Etabs 19.1Document2 pagesEtabs 19.1Esraa MohamedNo ratings yet
- DTS ALL UNITS-PART A QsDocument3 pagesDTS ALL UNITS-PART A QsntsdharmaNo ratings yet
- Dynamic Color Tuning With Electrochemically Actuated TiO2Document7 pagesDynamic Color Tuning With Electrochemically Actuated TiO2Basudeb SainNo ratings yet
- Practice Questions Set: Green's FunctionsDocument2 pagesPractice Questions Set: Green's FunctionsBishnu LamichhaneNo ratings yet
- Plan of Highway & Bridge EngineeringDocument4 pagesPlan of Highway & Bridge EngineeringZainab A. AbdulstaarNo ratings yet
- Racetrack Memory Based Reconfigurable ComputingDocument4 pagesRacetrack Memory Based Reconfigurable ComputingAnonymous 9Yv6n5qvSNo ratings yet
- Fluid Couplings - Installation, Operation and MaintenanceDocument15 pagesFluid Couplings - Installation, Operation and Maintenanceatee_hua66No ratings yet
- Online Class - XII/2077Document9 pagesOnline Class - XII/2077zoomNo ratings yet
- DLL-Q2-lesson 7 Mirror EquationDocument2 pagesDLL-Q2-lesson 7 Mirror EquationGarilon Garcia TabadayNo ratings yet
- Cold Rolling TechnologyDocument13 pagesCold Rolling TechnologyM. AguiarNo ratings yet
- EULER EquationsDocument9 pagesEULER EquationsSouvikJanaNo ratings yet
- Preliminary Design of The Hybrid Air-Launching Rocket For NanosatDocument6 pagesPreliminary Design of The Hybrid Air-Launching Rocket For NanosatNabetse07No ratings yet
- Komunit 2 161018085545Document62 pagesKomunit 2 161018085545sathvikNo ratings yet
- Control Systems Manual StudentDocument75 pagesControl Systems Manual StudentJamesNo ratings yet
- Circuit Theory NOV-DeC 2014Document12 pagesCircuit Theory NOV-DeC 2014sunil1237No ratings yet
- Alpolic Cladding Panel PDFDocument5 pagesAlpolic Cladding Panel PDFdep_vinNo ratings yet
- Quantun Harware ReferenceDocument386 pagesQuantun Harware ReferenceEmanuel OcampoNo ratings yet
- Identifying Computer Hardware ProblemsDocument10 pagesIdentifying Computer Hardware ProblemsOzkr RodzNo ratings yet
- Roving FrameDocument4 pagesRoving FrameShailendra MishraNo ratings yet
- Elastomers in CO2Document20 pagesElastomers in CO2Nathan RamalhoNo ratings yet
- Wireline Openhole LoggingDocument9 pagesWireline Openhole Loggingjuan chiroqueNo ratings yet
- 4147ictte384 PDFDocument6 pages4147ictte384 PDFKandasamy AsohanNo ratings yet
- Fluid Mechanics ProblemsDocument16 pagesFluid Mechanics Problemsphhgphuc158No ratings yet
- 4 - 07-23-2021 - 18-51-47 - B.tech 2nd Sem G SchemeDocument1 page4 - 07-23-2021 - 18-51-47 - B.tech 2nd Sem G SchemeSudheer Singh chauhanNo ratings yet