You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- SolidWorks TutorialsDocument10 pagesSolidWorks Tutorialsmehdi_78910% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Bending Test On Wooden BeamDocument6 pagesBending Test On Wooden BeamAdil Javed Chaudhary85% (13)
- 02 - Bearings and SealsDocument120 pages02 - Bearings and Sealsmelvin hoferNo ratings yet
- Manual de Partes GA250 - SERIE S99150101-02 PDFDocument119 pagesManual de Partes GA250 - SERIE S99150101-02 PDFJerson PortocarreroNo ratings yet
- API RP 7C-11F EnginesDocument3 pagesAPI RP 7C-11F Enginesmoonstar_dme100% (1)
- Crawler PDFDocument15 pagesCrawler PDFYURI EDGAR GIRALDO MACHADONo ratings yet
- 978 1 58503 779 7 1 PDFDocument80 pages978 1 58503 779 7 1 PDFChafik AbidNo ratings yet
- 978 1 58503 779 7 1 PDFDocument80 pages978 1 58503 779 7 1 PDFChafik AbidNo ratings yet
- SolidWorks 2009 - AdvancedDocument137 pagesSolidWorks 2009 - Advancedpumpisrb100% (2)
- Epiroc SB 202 Manual de Partes - Desde BES051618 PDFDocument36 pagesEpiroc SB 202 Manual de Partes - Desde BES051618 PDFDiego Egoávil MéndezNo ratings yet
- PDM WorkflowsDocument2 pagesPDM WorkflowsTheZsooltiNo ratings yet
- EDU Detailed Drawings Exercises 2017 PDFDocument51 pagesEDU Detailed Drawings Exercises 2017 PDFTheZsooltiNo ratings yet
- SolidWorks 2 PDFDocument26 pagesSolidWorks 2 PDFTheZsooltiNo ratings yet
- 01 102Document1 page01 102TheZsooltiNo ratings yet
- 01 102Document1 page01 102TheZsooltiNo ratings yet
- 2 Into 1 Pipe Branch PDFDocument2 pages2 Into 1 Pipe Branch PDFSonja ŠtefanacNo ratings yet
- 01 102Document1 page01 102TheZsooltiNo ratings yet
- AngolDocument4 pagesAngolTheZsooltiNo ratings yet
- Plastic Half Ring PDFDocument1 pagePlastic Half Ring PDFTheZsooltiNo ratings yet
- Straight Pipe PDFDocument1 pageStraight Pipe PDFTheZsooltiNo ratings yet
- Straight Pipe PDFDocument1 pageStraight Pipe PDFTheZsooltiNo ratings yet
- Csi Gak ErekDocument5 pagesCsi Gak ErekTheZsooltiNo ratings yet
- Tfsa FaqDocument1 pageTfsa FaqHunter01000No ratings yet
- Csi Gak ErekDocument5 pagesCsi Gak ErekTheZsooltiNo ratings yet
- Motor Tração Série KDocument74 pagesMotor Tração Série Khenrique reisNo ratings yet
- Wall Cladding: Curtain Wall SystemsDocument3 pagesWall Cladding: Curtain Wall SystemsAlin ApoNo ratings yet
- Plansa Motopompa Caprari MEC-MG 80-4-3ADocument2 pagesPlansa Motopompa Caprari MEC-MG 80-4-3AAlex BancilaNo ratings yet
- Weco Check Valve SpecificationsDocument2 pagesWeco Check Valve SpecificationsJulio Cesar Narvaez LaraNo ratings yet
- Forging Die Design and Forging DefectsDocument5 pagesForging Die Design and Forging Defectsrameshwar kaleNo ratings yet
- DCP259 Design and Fabrication of Hydraulic Metal Pipe Bending MachineDocument3 pagesDCP259 Design and Fabrication of Hydraulic Metal Pipe Bending MachineANAND KRISHNANNo ratings yet
- ISJ HEX COMMONALITY CHART AKH00001-UP (MACHINE) (SEBP5600 - 00) - DocumentaciónDocument8 pagesISJ HEX COMMONALITY CHART AKH00001-UP (MACHINE) (SEBP5600 - 00) - DocumentaciónLeo Perez100% (1)
- Design Project: Mechanical Engineering DepartmentDocument2 pagesDesign Project: Mechanical Engineering DepartmentSami Tsegu ShewanNo ratings yet
- Machining Tools Lathe Parts & ControlsDocument3 pagesMachining Tools Lathe Parts & ControlsGeoffrey CasanaNo ratings yet
- 300578I - Xtreme Airless SprayersDocument7 pages300578I - Xtreme Airless SprayersEngTamerNo ratings yet
- Ceiling MaterialsDocument14 pagesCeiling Materialschristian benitezNo ratings yet
- Methodology-Dynamic Load TestDocument6 pagesMethodology-Dynamic Load TestDIWAKAR YADAVNo ratings yet
- Bellows Sealed GATE VALVES - 800 - Bolted Bonnet - SW PDFDocument1 pageBellows Sealed GATE VALVES - 800 - Bolted Bonnet - SW PDFkhasim15No ratings yet
- Lift Truck Weight Indicator: Technical Manual GA1035A SeriesDocument36 pagesLift Truck Weight Indicator: Technical Manual GA1035A SeriesAndres NavarroNo ratings yet
- Caterpillar Cat 315D L Excavator (Prefix KBD) Service Repair Manual (KBD00001 and Up)Document27 pagesCaterpillar Cat 315D L Excavator (Prefix KBD) Service Repair Manual (KBD00001 and Up)kfm8seuuduNo ratings yet
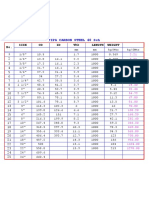
- Tabel PipaDocument10 pagesTabel PipadediNo ratings yet
- Aftercooler - InstallDocument8 pagesAftercooler - Installcarlos moralesNo ratings yet
- YJOT Weight BarsDocument2 pagesYJOT Weight BarsDiego CorderoNo ratings yet
- Saej Iso10265v002Document8 pagesSaej Iso10265v002Marcelo ColomboNo ratings yet
- Pipe, Valve, and Fitting Material Specification SheetDocument13 pagesPipe, Valve, and Fitting Material Specification SheetTien HaNo ratings yet
- ARUF Series: Multi-Position, Multi-Speed Air Handler With PSC Motor 1 To 5 TonsDocument12 pagesARUF Series: Multi-Position, Multi-Speed Air Handler With PSC Motor 1 To 5 TonsStefy CarrascoNo ratings yet
- Application Systems: Powder DynamometersDocument6 pagesApplication Systems: Powder DynamometersKarthii AjuNo ratings yet
- Despiece de Esmeril Dewalt D28490-B3Document3 pagesDespiece de Esmeril Dewalt D28490-B3Kevin Jesus Tadeo Reyes MendezNo ratings yet
- Martindale SawsDocument64 pagesMartindale SawsMann Sales & MarketingNo ratings yet