You might also like
- Purchase Specification For Sludge DryerDocument84 pagesPurchase Specification For Sludge DryerNguyễn LinhNo ratings yet
- B Blla Ac CK KD Diia Am Mo On ND DDocument6 pagesB Blla Ac CK KD Diia Am Mo On ND DNguyễn LinhNo ratings yet
- Enoise Control Sound Curtains Brochure PDFDocument6 pagesEnoise Control Sound Curtains Brochure PDFNguyễn LinhNo ratings yet
- UNC25 Sound Curtain Datasheet1 PDFDocument1 pageUNC25 Sound Curtain Datasheet1 PDFNguyễn LinhNo ratings yet
- Sound Curtain Enclosure Windows Datasheet1 PDFDocument1 pageSound Curtain Enclosure Windows Datasheet1 PDFNguyễn LinhNo ratings yet
- Mobile Jaw Crusher PDFDocument7 pagesMobile Jaw Crusher PDFNguyễn LinhNo ratings yet
- Conveyor Chain Data SheetDocument24 pagesConveyor Chain Data SheetNguyễn LinhNo ratings yet
- Sipart ManualDocument160 pagesSipart ManualJuan Ramón Hernandez MendozaNo ratings yet
- Ash CoolerDocument8 pagesAsh CoolerthiyagarajankNo ratings yet
- DA102-13 Damper Torque PDFDocument3 pagesDA102-13 Damper Torque PDFNguyễn LinhNo ratings yet
- Installation Operation Man GTXDocument20 pagesInstallation Operation Man GTXNguyễn LinhNo ratings yet
- 11 CVC 01 INLET VANE CONTROL DAMPER Flamgard Calidair Product Data Sheet1Document2 pages11 CVC 01 INLET VANE CONTROL DAMPER Flamgard Calidair Product Data Sheet1Nguyễn LinhNo ratings yet
- Ash CoolerDocument5 pagesAsh CoolerNguyễn LinhNo ratings yet
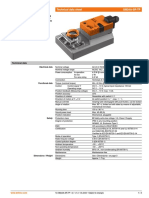
- Technical Data Sheet GM24A-SR-TPDocument6 pagesTechnical Data Sheet GM24A-SR-TPNguyễn LinhNo ratings yet
- Industrial PDFDocument8 pagesIndustrial PDFNguyễn LinhNo ratings yet
- Carbon Steel TubesDocument3 pagesCarbon Steel Tubesreall0ve24No ratings yet
- Mech7350 11 Fans PDFDocument10 pagesMech7350 11 Fans PDFRavi ShankarNo ratings yet
- Techsupport #63: Properties and ProcessingDocument4 pagesTechsupport #63: Properties and ProcessingNguyễn Linh100% (1)
- SCM 440Document2 pagesSCM 440weldmindNo ratings yet
- Spec PL e 2014Document47 pagesSpec PL e 2014Nguyễn LinhNo ratings yet
- Technical Data Sheet: Sound Curtain Enclosure UN-10 CV WindowsDocument1 pageTechnical Data Sheet: Sound Curtain Enclosure UN-10 CV WindowsNguyễn LinhNo ratings yet
- Sound Curtains: Specializing in Acoustics, Noise & Vibration ControlDocument6 pagesSound Curtains: Specializing in Acoustics, Noise & Vibration ControlNguyễn LinhNo ratings yet
- ControlDampers CatalogDocument20 pagesControlDampers Catalogdaviko313100% (1)
- Cone StandardDocument16 pagesCone StandardNguyễn LinhNo ratings yet
- Quilted Sound Barrier/Sound Absorber CurtainDocument1 pageQuilted Sound Barrier/Sound Absorber CurtainNguyễn LinhNo ratings yet
- FTang - Pitot Type L - 02 04 19Document3 pagesFTang - Pitot Type L - 02 04 19Nguyễn LinhNo ratings yet
- Ash+Extractor - PDD GOC120200 331RA 00 PDFDocument109 pagesAsh+Extractor - PDD GOC120200 331RA 00 PDFNguyễn Linh100% (1)
- ACAT Screw Press Brochure Rev001Document4 pagesACAT Screw Press Brochure Rev001Nguyễn LinhNo ratings yet
- DY Catalogue ENDocument88 pagesDY Catalogue ENNguyễn LinhNo ratings yet
- Schenck Balancer ManualDocument1 pageSchenck Balancer ManualNguyễn LinhNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Wek MeDocument6 pagesWek MeZoila FigueroaNo ratings yet
- Terluran or Novodur HI-10Document2 pagesTerluran or Novodur HI-10bobNo ratings yet
- Disclosure To Promote The Right To InformationDocument9 pagesDisclosure To Promote The Right To InformationSarat KumarNo ratings yet
- Objective Type Questions With AnswersDocument29 pagesObjective Type Questions With AnswersNikka LopezNo ratings yet
- Lapox AR 101 PDFDocument2 pagesLapox AR 101 PDFOsama GabrNo ratings yet
- Composite Stress MethodsDocument47 pagesComposite Stress Methodsluuvandong48xf396No ratings yet
- Aashto r37 (GPR)Document11 pagesAashto r37 (GPR)Carlos RosasNo ratings yet
- English - Unit 1Document22 pagesEnglish - Unit 1Putra AirlanggaNo ratings yet
- A Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyDocument8 pagesA Tribological Study of Cobalt Chromium Molybdenum Alloys Used in Metal-On-Metal Resurfacing Hip ArthroplastyGustavo Alonso Luévanos ArizmendiNo ratings yet
- 42CrMo4 (EN 10083 3)Document2 pages42CrMo4 (EN 10083 3)GABRIEL IORDACHINo ratings yet
- Technical Data: Protective Grease For Overhead Line ConductorsDocument3 pagesTechnical Data: Protective Grease For Overhead Line ConductorssreedharNo ratings yet
- PQR 3Document2 pagesPQR 3Mecon HyderabadNo ratings yet
- Lubricating Oil RecommendationsDocument7 pagesLubricating Oil RecommendationsMohamed ZakiNo ratings yet
- Buenasher Learning Academy IncDocument4 pagesBuenasher Learning Academy IncEl CruzNo ratings yet
- Determination of Arrhenius Kinetic Constants Differential Scanning CalorimetryDocument5 pagesDetermination of Arrhenius Kinetic Constants Differential Scanning CalorimetryNgocDiep PhamNo ratings yet
- Bearing Capacity of Shallow Foundation by Terzhaghi TheoryDocument13 pagesBearing Capacity of Shallow Foundation by Terzhaghi TheoryramNo ratings yet
- Solutions For AdhesivesDocument2 pagesSolutions For AdhesivesPranshu JainNo ratings yet
- BE. Heat Exchangers.Document97 pagesBE. Heat Exchangers.Gannavarapu KrishnaNo ratings yet
- Convection: Cooling TowersDocument11 pagesConvection: Cooling Towersantolincy6706No ratings yet
- Class-XII Chemistry: S No Unit Portion To Be ReducedDocument3 pagesClass-XII Chemistry: S No Unit Portion To Be ReducedShivanshu JainNo ratings yet
- Engineering Fracture Mechanics: T. Ghidini, C. Dalle DonneDocument15 pagesEngineering Fracture Mechanics: T. Ghidini, C. Dalle DonnemnoghabiNo ratings yet
- Simplify Conceptual of High Sulphida Alteration at Tumpang PituDocument40 pagesSimplify Conceptual of High Sulphida Alteration at Tumpang Piturafles ardianNo ratings yet
- Beams: Diagrams and Formulas For Various Loading ConditionsDocument34 pagesBeams: Diagrams and Formulas For Various Loading ConditionsgaganNo ratings yet
- TPSA US (English)Document7 pagesTPSA US (English)Henrique OliveiraNo ratings yet
- Folded Plate StructureDocument4 pagesFolded Plate StructureSonal Sharma50% (2)
- CLASS XDocument12 pagesCLASS XdeepakNo ratings yet
- Fundamentals of Pipeline Design, Hydraulics & PumpsDocument75 pagesFundamentals of Pipeline Design, Hydraulics & PumpsMIRACLE26No ratings yet
- PETE 3036 Taleghani Homework Chapter 6 SolutionsDocument4 pagesPETE 3036 Taleghani Homework Chapter 6 SolutionsLija BinuNo ratings yet
- Datasheet For Vent ScrubberDocument5 pagesDatasheet For Vent ScrubbercliffrajjoelNo ratings yet
- Absorption QuestionsDocument11 pagesAbsorption QuestionsRalph CastinoNo ratings yet