You might also like
- The Five Love Languages TestDocument2 pagesThe Five Love Languages TestQS PC100% (1)
- Manual SH 2200H QG (V2.1)Document50 pagesManual SH 2200H QG (V2.1)juventino vazquezNo ratings yet
- Baking TechniquesDocument7 pagesBaking TechniquesRovie Valdez100% (1)
- Cncturret ManualDocument119 pagesCncturret Manualhariharan haranNo ratings yet
- Centroid v3.16 Mill Operator ManualDocument307 pagesCentroid v3.16 Mill Operator ManualEmmanuel GaytanNo ratings yet
- SF-2200H Operating ManualDocument36 pagesSF-2200H Operating ManualuripssNo ratings yet
- Data Sheet - OMM - Optical Module MachineDocument2 pagesData Sheet - OMM - Optical Module MachineleonNo ratings yet
- Wuhan Raycus Fiber Laser Serial Communication Protocol 20181212Document19 pagesWuhan Raycus Fiber Laser Serial Communication Protocol 20181212Mateusz ŻurawskiNo ratings yet
- OMM and OMME Repair InstructionsDocument11 pagesOMM and OMME Repair InstructionsleonNo ratings yet
- Fanuc 10 Fanuc 11 Memory Backup ProceduresDocument1 pageFanuc 10 Fanuc 11 Memory Backup Procedures2RtiNo ratings yet
- Water-Based Adhesive FormulationDocument6 pagesWater-Based Adhesive FormulationuripssNo ratings yet
- Ncstudio V9 Programming Manual-R5.1Document102 pagesNcstudio V9 Programming Manual-R5.1beanib83No ratings yet
- Assembly and Part Drawing: Water-Cooled Diesel EngineDocument2 pagesAssembly and Part Drawing: Water-Cooled Diesel EngineАлександр ЩеблыкинNo ratings yet
- SAFT BatteryDocument22 pagesSAFT BatteryMohamed MeeranNo ratings yet
- En 808D Commissioning Guide 2013-09Document98 pagesEn 808D Commissioning Guide 2013-09Sam eagle goodNo ratings yet
- New Dimensions of SoftnessDocument9 pagesNew Dimensions of SoftnessEugene PaiNo ratings yet
- PHT2508CFDocument5 pagesPHT2508CFArnulfo Muñoz FraustoNo ratings yet
- CNCpressconf3 8 04 Rev3Document16 pagesCNCpressconf3 8 04 Rev3arashNo ratings yet
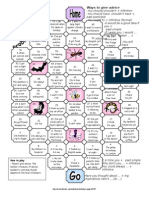
- ESL Board Game Advice NeededDocument3 pagesESL Board Game Advice NeededTrill_Mo0% (1)
- Heavy Weight Drill Pipe Data ChartDocument1 pageHeavy Weight Drill Pipe Data ChartMachx MasterNo ratings yet
- 1084-Apelio 5610 Parts List Rev (2) - 2Document662 pages1084-Apelio 5610 Parts List Rev (2) - 2李明泰No ratings yet
- Able F Ontents: Wire EDM Machine OperationDocument210 pagesAble F Ontents: Wire EDM Machine OperationtranhoachbnNo ratings yet
- Centroid Cnc10 PLCMANDocument91 pagesCentroid Cnc10 PLCMANClaudio GiacomelliNo ratings yet
- JJ/JJJ-3x8000-XXX-KT-RDB G25-16-130211-8: Project Description Drawing Number Company / CustomerDocument23 pagesJJ/JJJ-3x8000-XXX-KT-RDB G25-16-130211-8: Project Description Drawing Number Company / CustomerМилен НиколовNo ratings yet
- Bhs. Inggris Kelas 4Document4 pagesBhs. Inggris Kelas 4dulsetosezNo ratings yet
- Write Heidenhain TNC PLC DataDocument5 pagesWrite Heidenhain TNC PLC DataMartinNo ratings yet
- Manual (SH 2002AH)Document31 pagesManual (SH 2002AH)renato0% (1)
- AWC 708C Manual PDFDocument33 pagesAWC 708C Manual PDFMrDomDomNo ratings yet
- User Manual of NK105 G2 Handle Controller RicocncDocument89 pagesUser Manual of NK105 G2 Handle Controller RicocncHertzog BurgerNo ratings yet
- DSP NK105 Operating Instruction DSP Control System DSP Operate ManualDocument7 pagesDSP NK105 Operating Instruction DSP Control System DSP Operate ManualMd. Atiqur Rahman TalukdarNo ratings yet
- HP-QB Manual-07Document121 pagesHP-QB Manual-07Anonymous m6yoprE9zNo ratings yet
- Syntec CNC Alarm ManualDocument664 pagesSyntec CNC Alarm ManualAimanNo ratings yet
- Manual Hpr400xd Cons 16824Document283 pagesManual Hpr400xd Cons 16824Jose Roberto Toledo de AndradeNo ratings yet
- LNC 800 Milling MachineDocument34 pagesLNC 800 Milling Machinedavid jujuNo ratings yet
- AMADA Pega 367 With 04PC Control Layout Drawings ManualDocument9 pagesAMADA Pega 367 With 04PC Control Layout Drawings ManualSv KoNo ratings yet
- 3.24 980MD EnglishDocument348 pages3.24 980MD EnglishAbraham Tellez Flores100% (1)
- 14125-12326 FBD (3) - 1030NT (EXP) Parts List (Mar-2000)Document280 pages14125-12326 FBD (3) - 1030NT (EXP) Parts List (Mar-2000)nguyendandoNo ratings yet
- ReCON-Shop Floor - Operator's - Manual - V04.00.003 (4408920003) - ENGDocument38 pagesReCON-Shop Floor - Operator's - Manual - V04.00.003 (4408920003) - ENGEDUARDONo ratings yet
- Servo Delta ASDADocument783 pagesServo Delta ASDADouglas Rodrigues100% (1)
- GE Fanuc Automation: Series 0i-Model B Series 0i-Mate Model BDocument712 pagesGE Fanuc Automation: Series 0i-Model B Series 0i-Mate Model BАнѓелковска МаријаNo ratings yet
- Add Info B-65395EN 01 PDFDocument14 pagesAdd Info B-65395EN 01 PDFcchcristiNo ratings yet
- FTP Server With Letter HeadDocument25 pagesFTP Server With Letter HeadPham LongNo ratings yet
- Mtconnect Installation Manual v3.1Document116 pagesMtconnect Installation Manual v3.1Minh Sang TrầnNo ratings yet
- 367 PDFDocument12 pages367 PDFDang Anh DuyNo ratings yet
- SMD-24B-2020-00 Driver: Basic Installation InstructionsDocument3 pagesSMD-24B-2020-00 Driver: Basic Installation InstructionsKien Nguyen TrungNo ratings yet
- E200P Operation ManualDocument26 pagesE200P Operation ManualsharmasourabhNo ratings yet
- 2 Smart HW Connection and MaitenanceDocument49 pages2 Smart HW Connection and Maitenancegopikrishna.schunk100% (1)
- LaserTool-Engraving Tool Guided Tutorial-EN TTS-PRODocument9 pagesLaserTool-Engraving Tool Guided Tutorial-EN TTS-PROCamila FrichsmanNo ratings yet
- Средства разработки макросовDocument42 pagesСредства разработки макросовAndrey VilchikNo ratings yet
- NewkerDocument161 pagesNewkerTrần ChiếnNo ratings yet
- E21S Operation Manual V1.06Document21 pagesE21S Operation Manual V1.06Adalberto De LeonNo ratings yet
- Trumatic L 2530 TRUMPF BrochureDocument9 pagesTrumatic L 2530 TRUMPF BrochureJose DiasNo ratings yet
- Us 119 750 760 Backup RestoreDocument4 pagesUs 119 750 760 Backup Restoreعبدالرحمن عبوده معاركNo ratings yet
- D291M000UC - P7ME ManualDocument553 pagesD291M000UC - P7ME ManualConstantin DumitruNo ratings yet
- OSP-P200L / P200LA: (2nd Edition)Document12 pagesOSP-P200L / P200LA: (2nd Edition)esojesNo ratings yet
- Servo: Application ManualDocument150 pagesServo: Application Manualfrancisco pizarroNo ratings yet
- AC Servopack CACR-SRxxBE Operation ManualDocument28 pagesAC Servopack CACR-SRxxBE Operation ManualcoronaqcNo ratings yet
- JASD Series AC Servo Drives Users ManualDocument130 pagesJASD Series AC Servo Drives Users ManualsamadNo ratings yet
- Operator's Manual B-85344en 03Document358 pagesOperator's Manual B-85344en 03eagleye26No ratings yet
- PU-4010 ServiceManual RevBDocument96 pagesPU-4010 ServiceManual RevBmaivanthieuNo ratings yet
- GENOS L2000 L3000 e OEG E - 1 - 100 - Aug2017 - PDFDocument13 pagesGENOS L2000 L3000 e OEG E - 1 - 100 - Aug2017 - PDFنعيم سعيدNo ratings yet
- AMO Incremental Length Encoder CatalogDocument56 pagesAMO Incremental Length Encoder CatalogElectromateNo ratings yet
- 21 Series Mill Controller Operation Manual: Date: 2013/11/08Document138 pages21 Series Mill Controller Operation Manual: Date: 2013/11/08Saif Uddin Ahmed100% (1)
- Hot Runner KEBA2580 220VDocument19 pagesHot Runner KEBA2580 220VAarón DíazNo ratings yet
- STARTFIRE SF 2100C ManualDocument63 pagesSTARTFIRE SF 2100C ManualKarthick MNo ratings yet
- SF-2310S English Handbookv1.0Document51 pagesSF-2310S English Handbookv1.0Leo LiuNo ratings yet
- Zud CD 06 0178 eDocument4 pagesZud CD 06 0178 epedroa.mddNo ratings yet
- Kontrol Mesin Plasma CuttingDocument63 pagesKontrol Mesin Plasma CuttingSamsil AididNo ratings yet
- 351 02003 00 Auto Manual ModuleDocument7 pages351 02003 00 Auto Manual ModuleuripssNo ratings yet
- Starcam Manual PDFDocument144 pagesStarcam Manual PDFuripssNo ratings yet
- Tie1109 PDFDocument1 pageTie1109 PDFuripssNo ratings yet
- 20170628100334852Document45 pages20170628100334852uripssNo ratings yet
- Instruction of Plasma Cutting Machine UpgradeDocument2 pagesInstruction of Plasma Cutting Machine UpgradeuripssNo ratings yet
- Calculating Starch Adhesive Solids PDFDocument4 pagesCalculating Starch Adhesive Solids PDFuripssNo ratings yet
- INFO winPCNC Optimierung PC Engl PDFDocument6 pagesINFO winPCNC Optimierung PC Engl PDFuripssNo ratings yet
- GlueDocument7 pagesGlueuripssNo ratings yet
- Propeller Shaft Seal System BrochureDocument14 pagesPropeller Shaft Seal System BrochureuripssNo ratings yet
- E PL905 Handbook PDFDocument16 pagesE PL905 Handbook PDFuripssNo ratings yet
- PB SM082700 01Document1 pagePB SM082700 01uripssNo ratings yet
- Introduction To Chinese History, Cultures, Traditions, and BeliefsDocument94 pagesIntroduction To Chinese History, Cultures, Traditions, and BeliefsCharm BartolomeNo ratings yet
- NOSQL DatabasesDocument48 pagesNOSQL DatabasespareshNo ratings yet
- (CIPP) Bai Tap Cung Co 13 127193 12102021100931PMDocument4 pages(CIPP) Bai Tap Cung Co 13 127193 12102021100931PMHoàng ĐặngNo ratings yet
- Chemistry Set 1, Model Papers of Madhya Pradesh Board of Secondary Education, XIIth ClassDocument24 pagesChemistry Set 1, Model Papers of Madhya Pradesh Board of Secondary Education, XIIth ClassAkshay Pandey100% (1)
- Don Bosco Splendid Home 1 Terminal Examination-2017 Class-VII English IDocument2 pagesDon Bosco Splendid Home 1 Terminal Examination-2017 Class-VII English IproodootNo ratings yet
- Ec8681 MPMC Lab - Vi Sem EceDocument166 pagesEc8681 MPMC Lab - Vi Sem EceEzhil Azhahi.AM Assistant Professor100% (5)
- Aditya Malik-Nectar Gaze and Poison Breath - An Analysis and Translation of The Rajasthani Oral Narrative of Devnarayan (South Asia Research) (2005)Document578 pagesAditya Malik-Nectar Gaze and Poison Breath - An Analysis and Translation of The Rajasthani Oral Narrative of Devnarayan (South Asia Research) (2005)Chandan BoseNo ratings yet
- United States: (12) Patent Application Publication (10) Pub. No.: US 2011/0086848 A1Document14 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2011/0086848 A1梅汉No ratings yet
- Wool FolkDocument3 pagesWool FolkHendra Septian DalimuntheNo ratings yet
- Essay 3Document3 pagesEssay 3Agakhan Glang CabaroNo ratings yet
- Chain Pilot - PowerSyntax - 2020 PDFDocument2 pagesChain Pilot - PowerSyntax - 2020 PDFBradley CliftNo ratings yet
- Hegel - Fragment On LoveDocument4 pagesHegel - Fragment On LoveGiulia OskianNo ratings yet
- Shell Spirax S4 Atf HDX: Performance, Features & Benefits Specifications, Approvals & RecommendationsDocument2 pagesShell Spirax S4 Atf HDX: Performance, Features & Benefits Specifications, Approvals & RecommendationsKieran MañalacNo ratings yet
- L&M AssignmentDocument11 pagesL&M AssignmentPayalNo ratings yet
- Engl 2112 - Syllabus - SP' 2015Document6 pagesEngl 2112 - Syllabus - SP' 2015Tameka PhillipsNo ratings yet
- Iit Hybrid ScheduleDocument3 pagesIit Hybrid ScheduleAdithyan CANo ratings yet
- Internet of Things: Anum NaseemDocument24 pagesInternet of Things: Anum NaseemMuqadar AliNo ratings yet
- Cinética Química UDocument16 pagesCinética Química UJesus Manuel Yallerco VenegasNo ratings yet
- Photoelectrics Amplifier Type S142A.Document4 pagesPhotoelectrics Amplifier Type S142A.shawn hagerichNo ratings yet
- Final Proposal 26.8.2023Document63 pagesFinal Proposal 26.8.2023Wycliff VuziguNo ratings yet
- CPP - Balancing EquationsDocument6 pagesCPP - Balancing EquationsAarchi SinghNo ratings yet
- Basic Concept Limit State Design Partial Factor of Safety Types of LoadingsDocument9 pagesBasic Concept Limit State Design Partial Factor of Safety Types of LoadingsRCdesign2012No ratings yet
- 2018 Vital Signs ReportDocument8 pages2018 Vital Signs ReportAnonymous 7cIsCCnNo ratings yet