You might also like
- Isuzu NPR - NPR HD - NQR Commercial Truck Tiltmaster Service Manual Supplement 2003Document215 pagesIsuzu NPR - NPR HD - NQR Commercial Truck Tiltmaster Service Manual Supplement 2003Erasmo Israel Garcia Ochoa100% (4)
- Magnetism and Magnetic FieldsDocument119 pagesMagnetism and Magnetic FieldsErasmo Israel Garcia Ochoa100% (3)
- Failure Analysis and Prevention.Document81 pagesFailure Analysis and Prevention.Shivam Wahi100% (1)
- Caterpillar Applied Failure Analysis Threaded Fasteners Service TrainingDocument9 pagesCaterpillar Applied Failure Analysis Threaded Fasteners Service Trainingcarolyn98% (49)
- Design Basis ReportDocument13 pagesDesign Basis Reportpiyush singh100% (1)
- Feb 5th, Fatigue Failure & Dynamic Loading - Part 1 PDFDocument74 pagesFeb 5th, Fatigue Failure & Dynamic Loading - Part 1 PDFTrentNo ratings yet
- An Overview of Gasoline Direct InjectionDocument56 pagesAn Overview of Gasoline Direct InjectionErasmo Israel Garcia Ochoa100% (1)
- 2 Axial LoadingDocument43 pages2 Axial LoadingndrknsNo ratings yet
- 1 Deterministic Fatigue Analysis (Compatibility Mode)Document27 pages1 Deterministic Fatigue Analysis (Compatibility Mode)Pradeep Chitluri100% (2)
- Hybrid Auxiliary and High-Voltage BatteriesDocument58 pagesHybrid Auxiliary and High-Voltage BatteriesErasmo Israel Garcia Ochoa100% (1)
- Joints and Pains of Hydraulic CylindersDocument16 pagesJoints and Pains of Hydraulic CylindersVinaySeeba100% (1)
- Age-Related Maintenance Versus Reliability Centred Maintenance: A Case Study On Aero-EnginesDocument6 pagesAge-Related Maintenance Versus Reliability Centred Maintenance: A Case Study On Aero-EnginesDiana CedeñoNo ratings yet
- Astm A1034Document6 pagesAstm A1034jenhua82No ratings yet
- BRYAN SCHWAB HARRY DODSON - ACCELERATED TESTING - A Practitioner's Guide To Accelerated and Reliability testing.-SAE SOC OF AUTOMOTIVE ENG (2021) PDFDocument252 pagesBRYAN SCHWAB HARRY DODSON - ACCELERATED TESTING - A Practitioner's Guide To Accelerated and Reliability testing.-SAE SOC OF AUTOMOTIVE ENG (2021) PDFErasmo Israel Garcia OchoaNo ratings yet
- 31 22 00 30Document17 pages31 22 00 30makcodetechNo ratings yet
- FE-analysis of Vårby Bridge: Robert Bengtsson Mikael WidénDocument79 pagesFE-analysis of Vårby Bridge: Robert Bengtsson Mikael Widénamirarshad91No ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- EPRI Field Guide For Boiler Tube FailuresDocument215 pagesEPRI Field Guide For Boiler Tube FailuresGurugubelli DeekshitNo ratings yet
- Cost Study Infusion Vs PrepregDocument17 pagesCost Study Infusion Vs PrepregAjith Krishnan100% (1)
- Project Proposal 1Document14 pagesProject Proposal 1wondi BETNo ratings yet
- WRC Input InstructionDocument2 pagesWRC Input InstructionpandiangvNo ratings yet
- Bucket Elevator ChainDocument4 pagesBucket Elevator Chainluisreng100% (1)
- Dynamic Modulus TestDocument4 pagesDynamic Modulus TestGeeta JiraliNo ratings yet
- Igc Code Implemented in DNV RulesDocument123 pagesIgc Code Implemented in DNV Ruleslearsipi061No ratings yet
- Blade Number Effect For A Ducted Wind TurbineDocument9 pagesBlade Number Effect For A Ducted Wind TurbineAnonymous LnQ4lBXiPjNo ratings yet
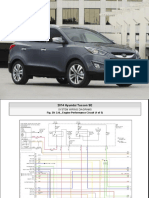
- Hyundai Tucson DIAGRAMA ELECTRICO PDFDocument6 pagesHyundai Tucson DIAGRAMA ELECTRICO PDFErasmo Israel Garcia Ochoa100% (6)
- No06SCI2009JMST 235 pp1225-1233Document10 pagesNo06SCI2009JMST 235 pp1225-1233Hi -TechNo ratings yet
- 2023-Research On The Explosion Release Method and Damage Mechanism of Titanium Alloy Fan BladeDocument13 pages2023-Research On The Explosion Release Method and Damage Mechanism of Titanium Alloy Fan BladelaokanNo ratings yet
- A1 - Full Papers PS2 10741 2022Document7 pagesA1 - Full Papers PS2 10741 2022DmitryNo ratings yet
- Effect of Taper Tension Profile PDFDocument13 pagesEffect of Taper Tension Profile PDFHafiani HichamNo ratings yet
- Siyoul Jang MultiDocument11 pagesSiyoul Jang MultiVikash KumarNo ratings yet
- Lee 2008Document6 pagesLee 2008MOHANNo ratings yet
- Failure Analysis of A Two High Gearbox ShaftDocument10 pagesFailure Analysis of A Two High Gearbox ShaftNguyễnVănLăngNo ratings yet
- Electrically Controlled Bearing Puller: AbstractDocument6 pagesElectrically Controlled Bearing Puller: AbstractInternational Journal of Engineering and TechniquesNo ratings yet
- Design and Analysis of Fatigue Life of Impeller of Aluminium 6061Document7 pagesDesign and Analysis of Fatigue Life of Impeller of Aluminium 6061imranjamiNo ratings yet
- LabyrinthDocument9 pagesLabyrinthmohsin931No ratings yet
- FEM Rotor 2Document12 pagesFEM Rotor 2MirceaNo ratings yet
- Modeling and Stress Analysis of Crankshaft Using Fem Package AnsysDocument7 pagesModeling and Stress Analysis of Crankshaft Using Fem Package AnsysShreyas PaiNo ratings yet
- Experimental Evaluation of The Shrink-Fitted Joints in The Assembled CrankshaftsDocument10 pagesExperimental Evaluation of The Shrink-Fitted Joints in The Assembled CrankshaftsParag NaikNo ratings yet
- MOW 312 - Semester Test 2 (2020) MemoDocument5 pagesMOW 312 - Semester Test 2 (2020) MemoWillem van der WaltNo ratings yet
- Kinematical Analysis On The Several Linkage Drives For Mechanical PressesDocument13 pagesKinematical Analysis On The Several Linkage Drives For Mechanical PressesKenny Everett Steve WilsonNo ratings yet
- Failure Analysis of A Damaged Diesel Motor Crankshaft (2019)Document6 pagesFailure Analysis of A Damaged Diesel Motor Crankshaft (2019)Dzaky ArizsaNo ratings yet
- The Needs of Understanding Stochastic Fatigue Failure For The Automobile Crankshaft. A Review - S.S.K. SinghDocument8 pagesThe Needs of Understanding Stochastic Fatigue Failure For The Automobile Crankshaft. A Review - S.S.K. SinghEdgardo De Jesús CarreraNo ratings yet
- 9800 34435 2 PBDocument4 pages9800 34435 2 PBaditya nugrohoNo ratings yet
- Ignition and Combustion Characteristics of The Gas Turbine Slinger CombustorDocument7 pagesIgnition and Combustion Characteristics of The Gas Turbine Slinger CombustorFernando TaleroNo ratings yet
- Design 0F Clutch: Mechanical Engineering 3 YearDocument11 pagesDesign 0F Clutch: Mechanical Engineering 3 YearBirbirsa BetieNo ratings yet
- Finite Element Analysis of Piston in AnsysDocument9 pagesFinite Element Analysis of Piston in Ansysstranger3333No ratings yet
- Fatigue Life of Wind Turbine Structural ComponentsDocument7 pagesFatigue Life of Wind Turbine Structural ComponentsRajamani ThiruvengadamNo ratings yet
- Fatigue Reliability Based Gearbox InspectionDocument11 pagesFatigue Reliability Based Gearbox InspectionHector JNo ratings yet
- 3rd Eng. EK Suggested Questions & Answers July 2021Document38 pages3rd Eng. EK Suggested Questions & Answers July 2021Ihab ShbitaNo ratings yet
- 2009, Dynamic Simulation of Wire Rope With Contact, Etsujiro ImanishiDocument6 pages2009, Dynamic Simulation of Wire Rope With Contact, Etsujiro ImanishisantiagoNo ratings yet
- Failure Analysis of An Automobile Coil SpringDocument8 pagesFailure Analysis of An Automobile Coil Springdarkace00000No ratings yet
- Iyasu Tafese Jiregna1 PDFDocument14 pagesIyasu Tafese Jiregna1 PDFFakada Dabalo Gurmesa100% (1)
- Design and Analysis of Steam Turbine Blade: A. Ponshanmugakumar & R. RajavelDocument6 pagesDesign and Analysis of Steam Turbine Blade: A. Ponshanmugakumar & R. RajavelTJPRC PublicationsNo ratings yet
- Dynamic Analysis of The Crank Shaft UsinDocument14 pagesDynamic Analysis of The Crank Shaft UsinAVINASHNo ratings yet
- Ijert Ijert: Fatigue Life Assessment of Crankshaft Under Bending and TorsionalDocument5 pagesIjert Ijert: Fatigue Life Assessment of Crankshaft Under Bending and Torsionaldeathjester1No ratings yet
- (Paperhub - Ir) 10.1016 J.engfailanal.2015.04.014Document9 pages(Paperhub - Ir) 10.1016 J.engfailanal.2015.04.014sobhanNo ratings yet
- Machining in Bearing CasingDocument10 pagesMachining in Bearing CasingsonotiumNo ratings yet
- A Taper Tension Profile Maker in A Converting MachineDocument8 pagesA Taper Tension Profile Maker in A Converting MachineHiba NaserNo ratings yet
- Failure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillDocument7 pagesFailure Analysis of A Helical Gear in A Gearbox Used in A Steel Rolling MillymsyaseenNo ratings yet
- FE ArbreDocument9 pagesFE Arbremed sagarNo ratings yet
- Kang2016 Article FailureAnalysisOfABoltInHigh-PDocument7 pagesKang2016 Article FailureAnalysisOfABoltInHigh-Pthiago.engineercivilNo ratings yet
- Performance Characteristics of Turbo Blower in A RDocument7 pagesPerformance Characteristics of Turbo Blower in A RAmruth ParimiNo ratings yet
- 1.0 CHP 1 Introduction DM&MEsDocument17 pages1.0 CHP 1 Introduction DM&MEsbutukiprop68372No ratings yet
- Diagnostic Methods For An Aircraft Engine PerformanceDocument10 pagesDiagnostic Methods For An Aircraft Engine PerformanceArcLat SolutionsNo ratings yet
- Eddy Current DampingDocument12 pagesEddy Current DampingNikhil ahireNo ratings yet
- Presentation - CAE LABDocument22 pagesPresentation - CAE LABMuhammad Junaid Rajput FatimaNo ratings yet
- Mapeeer PDFDocument12 pagesMapeeer PDFMiko SatelitNo ratings yet
- Store EN 1483514741 2560Document8 pagesStore EN 1483514741 2560Mustafa ErcümenNo ratings yet
- BT3528882893 PDFDocument6 pagesBT3528882893 PDFshashank sharmaNo ratings yet
- Cad 1 Project FinalDocument19 pagesCad 1 Project FinalBill 007No ratings yet
- Analysis of Failures of High Speed Shaft Bearing SDocument9 pagesAnalysis of Failures of High Speed Shaft Bearing SrahulanandoneNo ratings yet
- Fracture Analysis of Wind Turbine Main Shaft PDFDocument11 pagesFracture Analysis of Wind Turbine Main Shaft PDFKaio Dos Santos SilvaNo ratings yet
- Fatigue Analysis of Sundry I.C Engine Connecting Rods: SciencedirectDocument7 pagesFatigue Analysis of Sundry I.C Engine Connecting Rods: SciencedirectAshwin MisraNo ratings yet
- 8 Kamaland RahmanDocument11 pages8 Kamaland RahmanBinh NghiemNo ratings yet
- Under The Guidance ofDocument40 pagesUnder The Guidance ofnaveen mylapilliNo ratings yet
- A Fatigue Analysis and Life Estimation of Crankshaft-A ReviewDocument7 pagesA Fatigue Analysis and Life Estimation of Crankshaft-A ReviewGamini SureshNo ratings yet
- A Fatigue Analysis and Life Estimation of Cranksha PDFDocument7 pagesA Fatigue Analysis and Life Estimation of Cranksha PDFGamini SureshNo ratings yet
- Evaluation of Strength of CarryingDocument12 pagesEvaluation of Strength of CarryingAzhaghiaNo ratings yet
- Embedded Mechatronic Systems 2: Analysis of Failures, Modeling, Simulation and OptimizationFrom EverandEmbedded Mechatronic Systems 2: Analysis of Failures, Modeling, Simulation and OptimizationNo ratings yet
- Immobilizer System Operation: Ford Ranger Security SystemDocument1 pageImmobilizer System Operation: Ford Ranger Security SystemErasmo Israel Garcia OchoaNo ratings yet
- Key Replacement - (Shurlock System in Petrol Engined Rangers and BT50's)Document1 pageKey Replacement - (Shurlock System in Petrol Engined Rangers and BT50's)Erasmo Israel Garcia OchoaNo ratings yet
- 2007 Ranger Vehicle Security8Document1 page2007 Ranger Vehicle Security8Erasmo Israel Garcia OchoaNo ratings yet
- NISSAN Urvan Gasolina 2008 Al 2014 PDFDocument47 pagesNISSAN Urvan Gasolina 2008 Al 2014 PDFErasmo Israel Garcia OchoaNo ratings yet
- 1073 01 Wai A5 Te ML Wai1000 Operating InstructionsDocument104 pages1073 01 Wai A5 Te ML Wai1000 Operating InstructionsErasmo Israel Garcia Ochoa100% (1)
- Pinout Tablero Haval m4Document1 pagePinout Tablero Haval m4Erasmo Israel Garcia OchoaNo ratings yet
- Pinout at Haval M4 PDFDocument4 pagesPinout at Haval M4 PDFErasmo Israel Garcia OchoaNo ratings yet
- Traffic and EnvironmentDocument305 pagesTraffic and EnvironmentErasmo Israel Garcia OchoaNo ratings yet
- Direct Inyector SystemDocument35 pagesDirect Inyector SystemErasmo Israel Garcia OchoaNo ratings yet
- Alternator Regulator With LIN: Analog, Mixed Signal and Power ManagementDocument2 pagesAlternator Regulator With LIN: Analog, Mixed Signal and Power ManagementErasmo Israel Garcia OchoaNo ratings yet
- Kinematics of MechanicsDocument34 pagesKinematics of MechanicsErasmo Israel Garcia Ochoa100% (1)
- Example CDCT Appendix 25Document53 pagesExample CDCT Appendix 25Osama AshourNo ratings yet
- Lec01-Springs (Ch10)Document32 pagesLec01-Springs (Ch10)Kiril AckovskiNo ratings yet
- In The Saddle For An Challenge: InternationalDocument44 pagesIn The Saddle For An Challenge: InternationalLeon WongNo ratings yet
- Theoretical and Applied Fracture Mechanics: Pavel Pokorny, Pavel Hutar, Luboš NáhlíkDocument8 pagesTheoretical and Applied Fracture Mechanics: Pavel Pokorny, Pavel Hutar, Luboš NáhlíkMUIN ABDULLAH-ALNo ratings yet
- Fatigue Analysis NotesDocument28 pagesFatigue Analysis NotesMathusuthanan MariilayarajaNo ratings yet
- Prorod Spec SheetDocument2 pagesProrod Spec SheetBala SingamNo ratings yet
- LTRC Final Report For Valuation of The Fatigue and Toughness of Fiber Reinforced Concrete For Use As A New Highway Pavement DesignDocument74 pagesLTRC Final Report For Valuation of The Fatigue and Toughness of Fiber Reinforced Concrete For Use As A New Highway Pavement Designwalaywan100% (1)
- Dynamic Behavior of Thousand Meter-Scale Cable Stayed Bridge With Hybrid FRP CablesDocument23 pagesDynamic Behavior of Thousand Meter-Scale Cable Stayed Bridge With Hybrid FRP Cableskhawaja AliNo ratings yet
- Quality Control of Rebar Couplers in Splicing of Reinforcement BarsDocument12 pagesQuality Control of Rebar Couplers in Splicing of Reinforcement BarsDong-Yong KimNo ratings yet
- MASTER'S THESIS-Material Characteristics of 3-D Printed SteelDocument73 pagesMASTER'S THESIS-Material Characteristics of 3-D Printed SteelThanh HiếuNo ratings yet
- BoilerDocument7 pagesBoilerXie ShjNo ratings yet
- Cross Morse Transmission Catalogue CT09Document98 pagesCross Morse Transmission Catalogue CT09Ricardo MussettNo ratings yet
- (2003) Analysis of A Vehicle Crankshat FailureDocument12 pages(2003) Analysis of A Vehicle Crankshat FailuresyaukatyNo ratings yet
- Failure Analysis & Design - 19232Document11 pagesFailure Analysis & Design - 19232praSaD SeethiniNo ratings yet
- Fatigue Unit 6 Sine Sweep RevaDocument49 pagesFatigue Unit 6 Sine Sweep RevamasizkaNo ratings yet
- CVPDDocument4 pagesCVPDmiestyNo ratings yet