You might also like
- Boiler Hydro Test by R K JaintDocument9 pagesBoiler Hydro Test by R K JaintRajeevAgrawalNo ratings yet
- Boiler Hydro TestDocument26 pagesBoiler Hydro TestKuntal Satpathi83% (6)
- Sop For Boiler Hydro TestDocument4 pagesSop For Boiler Hydro TestHardik ThumarNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharanNo ratings yet
- Findings On Shut Down Inspection of An AFBC BoilerDocument30 pagesFindings On Shut Down Inspection of An AFBC Boilerparthi20065768No ratings yet
- Bhel Recommendations On Tube FailuresDocument4 pagesBhel Recommendations On Tube FailuresNaveen ChodagiriNo ratings yet
- Steam Boiler - Hydrostatic Test in Steam BoilerDocument2 pagesSteam Boiler - Hydrostatic Test in Steam BoilerRoland NicolasNo ratings yet
- Condenser Flood Test 8 of 11Document14 pagesCondenser Flood Test 8 of 11Sara LopezNo ratings yet
- Air Tightness Test of FurnaceDocument7 pagesAir Tightness Test of FurnaceRupesh Sinha100% (1)
- Boiler Hydro Test-StepsDocument6 pagesBoiler Hydro Test-StepsAbdul Gafoor Shaikh100% (1)
- Boiler Tube Leakage ArrestingDocument2 pagesBoiler Tube Leakage ArrestingKarthi Keyan100% (2)
- Failure of Boiler Tubes Due To EROSIONDocument9 pagesFailure of Boiler Tubes Due To EROSIONShiVa20155244No ratings yet
- 1 - Boiler Tube FailuresDocument55 pages1 - Boiler Tube FailuresLakshminarayan100% (1)
- Safety Valve Setting BoilerDocument2 pagesSafety Valve Setting BoilerkrishnaNo ratings yet
- Bed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013Document65 pagesBed Tube Failure Diagnosis - Final Report by Venus 19 Dec 2013parthi20065768No ratings yet
- Boiler Emergencies - 2017Document10 pagesBoiler Emergencies - 2017RAJKUMAR100% (1)
- Air and Flue Gas Tightness TestDocument5 pagesAir and Flue Gas Tightness TestDipnarayan KumarNo ratings yet
- Boiler Cold Startup ProcedureDocument2 pagesBoiler Cold Startup ProcedureRahi Masoom Raza60% (5)
- Boiler Tube Facts BookDocument29 pagesBoiler Tube Facts BookEn CsakNo ratings yet
- If One F.D. Fan TripsDocument9 pagesIf One F.D. Fan TripsAhemad100% (1)
- A Case Study On Hydrogen Damage in A CFBC BoilerDocument38 pagesA Case Study On Hydrogen Damage in A CFBC Boilerparthi20065768100% (1)
- M. Syed Amirsha Hakani, B.EDocument29 pagesM. Syed Amirsha Hakani, B.ESarah FrazierNo ratings yet
- Boiler Performance Audit Report by K.K.parthiban at A Tyre PlantDocument35 pagesBoiler Performance Audit Report by K.K.parthiban at A Tyre Plantparthi2006576850% (2)
- Bed Coil Chang Procedure PDFDocument8 pagesBed Coil Chang Procedure PDFMahadev KovalliNo ratings yet
- Boiler and Turbine For BOE ExamDocument71 pagesBoiler and Turbine For BOE Examkeerthi dayarathnaNo ratings yet
- Enmas India Private Limited: (SMC Power Generation LTD Unit 2)Document3 pagesEnmas India Private Limited: (SMC Power Generation LTD Unit 2)Sachin nandgaye100% (1)
- Standard Operating Procedure: Adhunik Power & Natural Resources LTDDocument1 pageStandard Operating Procedure: Adhunik Power & Natural Resources LTDApnrl maincontrolroomNo ratings yet
- U BeamsDocument8 pagesU BeamsAmitav MishraNo ratings yet
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Operation Aspects & Boiler EmergenciesDocument54 pagesOperation Aspects & Boiler EmergenciesPravivVivpraNo ratings yet
- Boiler Erection of Pressure Parts PDFDocument44 pagesBoiler Erection of Pressure Parts PDFAK100% (1)
- Case Studies On Boiler Tube ErosionDocument13 pagesCase Studies On Boiler Tube Erosionpankajbtc007100% (1)
- Boiler MaintenanceDocument39 pagesBoiler MaintenanceAjay Chauhan100% (3)
- Boiler MountingsDocument7 pagesBoiler MountingsPoloju Srinath100% (1)
- Efficiency-Boiler & TurbineDocument21 pagesEfficiency-Boiler & TurbineAnand Swami100% (1)
- SOP For Boiler Light Up ChecklistDocument9 pagesSOP For Boiler Light Up Checklistpradeep.selvarajan100% (1)
- CFBCDocument84 pagesCFBCBottle Mani100% (3)
- IBR Book - FileDocument74 pagesIBR Book - FileSakthi VelNo ratings yet
- IR CFBC Cold Start Up ProcedureDocument15 pagesIR CFBC Cold Start Up ProcedureJose Angie CabreraNo ratings yet
- Boiler TuBeDocument26 pagesBoiler TuBemdjanNo ratings yet
- Boiler EmergenciesDocument15 pagesBoiler EmergenciesAmit ChauhanNo ratings yet
- Id FD PaDocument17 pagesId FD PaSara LopezNo ratings yet
- Boiler Efficient, Safe & Emergency OperationDocument51 pagesBoiler Efficient, Safe & Emergency OperationShambhu MehtaNo ratings yet
- Presentation On Steam Turbine Operation by S ChandDocument36 pagesPresentation On Steam Turbine Operation by S Chandsomyaranjan das100% (1)
- Atmospheric Fluidised Bed Combustion BoilerDocument10 pagesAtmospheric Fluidised Bed Combustion BoilersushantNo ratings yet
- Boiler Acid CleaningDocument5 pagesBoiler Acid CleaningKumar RNo ratings yet
- Boiler Questions BtechDocument5 pagesBoiler Questions BtechRishav Raj100% (1)
- Boiler Commissioning ActivitiesDocument22 pagesBoiler Commissioning ActivitiesSaurabh Kumar100% (1)
- Boiler Start-Up & Shut-DownDocument42 pagesBoiler Start-Up & Shut-DownBurhan Khan100% (1)
- Unit Shut Down ProcedureDocument35 pagesUnit Shut Down ProcedureAjayKurekarNo ratings yet
- Hydrotest ProcedureDocument12 pagesHydrotest Procedurealex_feryando42100% (1)
- Presentation On Commissioning of CFBC BoilerDocument26 pagesPresentation On Commissioning of CFBC Boilergaol_bird009100% (2)
- Typ. Slow Firing Alkali BoiloutDocument3 pagesTyp. Slow Firing Alkali Boiloutsantoshkumarmishra2009100% (2)
- Chemical CleaningDocument56 pagesChemical CleaningRathinamalNo ratings yet
- Boiler Hydro TestDocument35 pagesBoiler Hydro TestMoez HamoudiNo ratings yet
- Hydraulic TestDocument3 pagesHydraulic TestSaurabh BarangeNo ratings yet
- Rogers Water Utilities Water System Rogers, ArkansasDocument4 pagesRogers Water Utilities Water System Rogers, ArkansasrohalestatNo ratings yet
- Boiler CommissioningDocument7 pagesBoiler CommissioningDevanshu SinghNo ratings yet
- Condenser ManualDocument48 pagesCondenser ManualVishal Kumar Laddha100% (1)
- Chemical Cleaning of Boiler Pressure Parts As TheDocument57 pagesChemical Cleaning of Boiler Pressure Parts As TheAnonymous 1OmAQ0u3No ratings yet
- Energy Saving Potential For Water Pump With Enhanced Extended LifeDocument33 pagesEnergy Saving Potential For Water Pump With Enhanced Extended LifeAmitava PalNo ratings yet
- O&M Manual XRP 1003Document169 pagesO&M Manual XRP 1003Amitava Pal100% (1)
- Algebra Word Problems Worksheet 2Document6 pagesAlgebra Word Problems Worksheet 2Amitava PalNo ratings yet
- Advance NDE TrainingDocument112 pagesAdvance NDE TrainingAmitava Pal100% (1)
- Detail Technical Specification of Grinding BallsDocument17 pagesDetail Technical Specification of Grinding BallsAmitava PalNo ratings yet
- Plant Maintenance Department To Be & As IsDocument29 pagesPlant Maintenance Department To Be & As IsAmitava PalNo ratings yet
- Fans SoftDocument291 pagesFans SoftAmitava PalNo ratings yet
- DVC Combustion Modification Package August 2019Document31 pagesDVC Combustion Modification Package August 2019Amitava PalNo ratings yet
- Tech Spec of Grinding Ball Based On CC OS SpecDocument17 pagesTech Spec of Grinding Ball Based On CC OS SpecAmitava PalNo ratings yet
- CASE STUDIES ON NDT BASED DEFECT DETECTION-Cource Material-160817Document12 pagesCASE STUDIES ON NDT BASED DEFECT DETECTION-Cource Material-160817Amitava PalNo ratings yet
- Instruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationDocument19 pagesInstruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationAmitava PalNo ratings yet
- Maintenance Quality Checks PDFDocument53 pagesMaintenance Quality Checks PDFAmitava PalNo ratings yet
- Nox Modification WorkDocument6 pagesNox Modification WorkAmitava PalNo ratings yet
- SKF Shaft Alignment ToolsDocument8 pagesSKF Shaft Alignment ToolsAmitava PalNo ratings yet
- Paper 4 Dynamic Operating Regimes of Ball and Tube MillDocument28 pagesPaper 4 Dynamic Operating Regimes of Ball and Tube MillAmitava Pal100% (1)
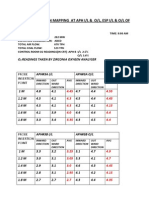
- Report of Oxygen Mapping at Aph I/L & O/L, Esp I/L & O/L of U #3, MTPS, DVCDocument3 pagesReport of Oxygen Mapping at Aph I/L & O/L, Esp I/L & O/L of U #3, MTPS, DVCAmitava PalNo ratings yet
- Ball and Tube Mill OpnDocument5 pagesBall and Tube Mill OpnDevendra PrasadNo ratings yet
- Rubrik Short Report MODULE 1 and Module 2Document1 pageRubrik Short Report MODULE 1 and Module 2Chew Zhi HaoNo ratings yet
- Sample Pack: Hand Drawn Large Geomorph TilesDocument15 pagesSample Pack: Hand Drawn Large Geomorph TilesgoovorunNo ratings yet
- Javacore 20160822 223758 8560 0005Document213 pagesJavacore 20160822 223758 8560 0005Main SahamNo ratings yet
- Colorado School of MinesDocument4 pagesColorado School of Mineshsalehiz5001No ratings yet
- c9372 - Manual Rectificadora Discos y TamboresDocument28 pagesc9372 - Manual Rectificadora Discos y TamboresAnonymous f5wOfuB6DYNo ratings yet
- Timeka's Tanning Salon: October Monthly Sales SummaryDocument17 pagesTimeka's Tanning Salon: October Monthly Sales Summaryharsh choleraNo ratings yet
- Technical Features Certifi Cations: Category: Level of Protection: Temperature ClassDocument5 pagesTechnical Features Certifi Cations: Category: Level of Protection: Temperature ClassSonu SharmaNo ratings yet
- Genie 40691272220Document178 pagesGenie 40691272220Rubén MuñozNo ratings yet
- Mitsubishi Lifts BrochureDocument28 pagesMitsubishi Lifts Brochurenaveenarora298040No ratings yet
- Mpio and LyuyspathlogDocument7 pagesMpio and LyuyspathlogKARTHIKRAJDGNo ratings yet
- UNV-UNV-SIM7600CE V2.2.5 User Manual V1.0: Time Descriptions 2017/6/6 Initial V1.0Document6 pagesUNV-UNV-SIM7600CE V2.2.5 User Manual V1.0: Time Descriptions 2017/6/6 Initial V1.0Mariano Gomez BidondoNo ratings yet
- Trans LineDocument102 pagesTrans LineprashantNo ratings yet
- Total Station Interface ManualDocument13 pagesTotal Station Interface ManualvirajNo ratings yet
- As ISO IEC 17040-2005 Conformity Assessment - General Requirements For Peer Assessment of Conformity AssessmeDocument10 pagesAs ISO IEC 17040-2005 Conformity Assessment - General Requirements For Peer Assessment of Conformity AssessmeSAI Global - APACNo ratings yet
- How To CrackDocument369 pagesHow To CrackNaveen ManiNo ratings yet
- Lab 4Document21 pagesLab 4Malak Al-AshiNo ratings yet
- SelectaDocument304 pagesSelectaRah%No ratings yet
- A Review of Electromechanical Actuation System ForDocument9 pagesA Review of Electromechanical Actuation System ForHassanNo ratings yet
- Putri Iona - Survey StatusDocument28 pagesPutri Iona - Survey StatusDiana Triswasti KumariNo ratings yet
- Ockham: Fap/Faf I-Gg 8.6Document1 pageOckham: Fap/Faf I-Gg 8.6Mark McKinsnkeyNo ratings yet
- Xanthan MSDSDocument5 pagesXanthan MSDShuythai2011No ratings yet
- Speciality Performance Packings PDFDocument16 pagesSpeciality Performance Packings PDFHEMANTKHERANo ratings yet
- PLC Lab ManualDocument64 pagesPLC Lab ManualNaveen Kumar100% (4)
- Science 10 Biology Unit Assessment PlanDocument10 pagesScience 10 Biology Unit Assessment Planapi-359145589No ratings yet
- Behind The Scenes (USA 1994, Asia Carrera, Barbar 3Document1 pageBehind The Scenes (USA 1994, Asia Carrera, Barbar 3vierjsNo ratings yet
- Sensorworx - Section 26 09 23 - 01 - 10 - 2022Document9 pagesSensorworx - Section 26 09 23 - 01 - 10 - 2022Christopher CunninghamNo ratings yet
- Electric Traction RailwaysDocument34 pagesElectric Traction Railwayssaurabh8435100% (1)
- Paes 407Document10 pagesPaes 407Denver LangahinNo ratings yet
- FORM TP 2017182: Caribbean Examinations CouncilDocument4 pagesFORM TP 2017182: Caribbean Examinations Councildnitehawk qNo ratings yet
- Design Spec For TopsideDocument32 pagesDesign Spec For Topsideshadab521100% (2)