You might also like
- Repair and Rehabilitation of Cracks in Concrete StructuresDocument33 pagesRepair and Rehabilitation of Cracks in Concrete StructuresebinVettuchirayil77% (13)
- Costly Failures in Propulsion Machinery DesignDocument71 pagesCostly Failures in Propulsion Machinery DesignKyriakos Lamprinakis100% (1)
- CSWIP 3.1U RevisionDocument12 pagesCSWIP 3.1U Revisionayman coreNo ratings yet
- Tech Spec of Grinding Ball Based On CC OS SpecDocument17 pagesTech Spec of Grinding Ball Based On CC OS SpecAmitava PalNo ratings yet
- Aci 201.1-08 PDFDocument15 pagesAci 201.1-08 PDFManotapaBhaumikNo ratings yet
- Painting InspectionDocument62 pagesPainting InspectionbezzelNo ratings yet
- Agma 1010 E95 Appearance of Gear Teeth Terminology of Wear and FailureDocument49 pagesAgma 1010 E95 Appearance of Gear Teeth Terminology of Wear and FailureMara González100% (6)
- Pipeline Defects BookDocument180 pagesPipeline Defects Bookjosedeviana100% (19)
- 3.0 Mechanical SealsDocument20 pages3.0 Mechanical SealsMuneeswaran NarayananNo ratings yet
- O&M Manual XRP 1003Document169 pagesO&M Manual XRP 1003Amitava Pal100% (1)
- What Do You Mean by Formwork?: Formwork Is The Term Given To Either Temporary or PermanentDocument7 pagesWhat Do You Mean by Formwork?: Formwork Is The Term Given To Either Temporary or PermanentJoel MathewNo ratings yet
- Marine Coatings Training Modules 2009Document83 pagesMarine Coatings Training Modules 2009Dejan Vuksan75% (4)
- Gearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsDocument18 pagesGearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsRICARDO OLIVERONo ratings yet
- Hydro Test Procedure - REV 02Document14 pagesHydro Test Procedure - REV 02Amitava Pal100% (1)
- Condenser Cladding InfoDocument37 pagesCondenser Cladding Infoabhishe_reenaNo ratings yet
- Types of WearDocument38 pagesTypes of WearTushar SharmaNo ratings yet
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldFrom EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldRating: 3 out of 5 stars3/5 (2)
- Plant Maintenance Department To Be & As IsDocument29 pagesPlant Maintenance Department To Be & As IsAmitava PalNo ratings yet
- Advance NDE TrainingDocument112 pagesAdvance NDE TrainingAmitava Pal100% (1)
- Idler Selection ProceduresDocument20 pagesIdler Selection ProceduresSrini KumarNo ratings yet
- A Rehabilitation of RCC - PSC BridgesDocument77 pagesA Rehabilitation of RCC - PSC BridgesOneTech ManNo ratings yet
- Ball and Tube Mill OpnDocument5 pagesBall and Tube Mill OpnDevendra PrasadNo ratings yet
- Paper 4 Dynamic Operating Regimes of Ball and Tube MillDocument28 pagesPaper 4 Dynamic Operating Regimes of Ball and Tube MillAmitava Pal100% (1)
- Master Flo Choke Valve CatalogueDocument28 pagesMaster Flo Choke Valve Cataloguegladwyn_hallatu100% (2)
- Corrosion Control of Marine StructuresDocument35 pagesCorrosion Control of Marine StructuresCong-OanhNguyenNo ratings yet
- QPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Document2 pagesQPQ (Salt Bath Ferritic Nitrocarburizing 5898 - BNA Melonite Rev 1 - 0Mark JohnsonNo ratings yet
- Coll. - Tableting Specification Manual-APhA (2001) PDFDocument136 pagesColl. - Tableting Specification Manual-APhA (2001) PDFMuhammad Aviv Addin80% (5)
- Coating Presentation TP Bangkok - 23 Jan 2014Document54 pagesCoating Presentation TP Bangkok - 23 Jan 2014thongchai_007100% (1)
- Centrifugal Slurry Pump RangeDocument16 pagesCentrifugal Slurry Pump Rangecitramuara100% (4)
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Document4 pagesMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89No ratings yet
- Coating Presentation TP Bangkok 23 Jan 2014Document54 pagesCoating Presentation TP Bangkok 23 Jan 2014Zadeh NormanNo ratings yet
- Materials For Automobiles8Document48 pagesMaterials For Automobiles8dadasdasdasdsNo ratings yet
- Abrasion ResistanceDocument37 pagesAbrasion ResistanceNabeel WasimNo ratings yet
- Paslanmaz Borularda Yüzey DurumuDocument12 pagesPaslanmaz Borularda Yüzey DurumuwenigmaNo ratings yet
- Mod 3 Lec 8Document16 pagesMod 3 Lec 8The Layman TheoryNo ratings yet
- Concrete in Aggressive Environments PaperDocument9 pagesConcrete in Aggressive Environments PaperthulasicivillllNo ratings yet
- Repair of Corrosion Affected Reinforced Concrete Struc: TuresDocument30 pagesRepair of Corrosion Affected Reinforced Concrete Struc: TuresAkash RangkameNo ratings yet
- Electroless PlatingDocument4 pagesElectroless PlatingFeer PowersNo ratings yet
- Surface EngineeringDocument43 pagesSurface Engineering10rajNo ratings yet
- Surface Treatments and CoatingsDocument4 pagesSurface Treatments and Coatingsmightym85No ratings yet
- NAME 345 Lecture-15 Surface PreparationDocument29 pagesNAME 345 Lecture-15 Surface PreparationBob SteinerNo ratings yet
- Comparison Between CPCC FBEC CRSDDocument5 pagesComparison Between CPCC FBEC CRSDAravindanNo ratings yet
- Chapter 4 Surface Treatment & CoatingDocument30 pagesChapter 4 Surface Treatment & CoatingmuhamadsaidiNo ratings yet
- STLE - Basic of WearDocument17 pagesSTLE - Basic of WearGerson NevesNo ratings yet
- Aeroflex Airflyte: Basic Slip Ring Design GuideDocument6 pagesAeroflex Airflyte: Basic Slip Ring Design GuideSaran CoolNo ratings yet
- Maintenance Products 1. Wear Abrasion Resistant Products: Salient FeaturesDocument12 pagesMaintenance Products 1. Wear Abrasion Resistant Products: Salient FeaturesjohnNo ratings yet
- Fluoropolymer Coating BenefitsDocument8 pagesFluoropolymer Coating Benefitslamia97No ratings yet
- Thermal Spray Coating For Steel ProcessingDocument5 pagesThermal Spray Coating For Steel ProcessingRamkiyengarNo ratings yet
- Selecting The Proper Coating/Lining System: Kevin Morris Market Director Water & Wastewater Sherwin-WilliamsDocument47 pagesSelecting The Proper Coating/Lining System: Kevin Morris Market Director Water & Wastewater Sherwin-WilliamsVapaVapaNo ratings yet
- Electro PlatingDocument4 pagesElectro PlatingSreedhar Patnaik.MNo ratings yet
- Comparison Between CPCC FBEC Amp CRSDDocument6 pagesComparison Between CPCC FBEC Amp CRSDSrikanth SrikantiNo ratings yet
- Lecture 16Document38 pagesLecture 16ThenarasumohanveluNo ratings yet
- Two Days Short Course On: Pakistan Engineering CouncilDocument52 pagesTwo Days Short Course On: Pakistan Engineering Councilatac101No ratings yet
- Lecture 4 - Types of RebarsDocument51 pagesLecture 4 - Types of RebarsJagannathan KNo ratings yet
- Insocoat: - Electrically Insulated Rolling BearingsDocument12 pagesInsocoat: - Electrically Insulated Rolling Bearingsiyilmaz1No ratings yet
- Painting Inspection NotesDocument86 pagesPainting Inspection Notessandip singhNo ratings yet
- Novel Technologies For Wear Protection and Monitoring in DredgingDocument23 pagesNovel Technologies For Wear Protection and Monitoring in DredgingRASHEED YUSUFNo ratings yet
- Insocoat: - Electrically Insulated Rolling BearingsDocument12 pagesInsocoat: - Electrically Insulated Rolling Bearingsmsb42No ratings yet
- Basement Waterproofing Methods and MaterialsDocument49 pagesBasement Waterproofing Methods and MaterialsManasa DasariNo ratings yet
- Bu Mat OPT7S CBCPreventMaintConcDecksDocument42 pagesBu Mat OPT7S CBCPreventMaintConcDecksRooja BajracharyaNo ratings yet
- B-Gas-Question & Answer PaparsDocument62 pagesB-Gas-Question & Answer PaparsSreedhar Patnaik.MNo ratings yet
- Part Preparation Processes and Equipment 23: RON HosphateDocument2 pagesPart Preparation Processes and Equipment 23: RON Hosphatebmittal30No ratings yet
- Part Preparation Processes and Equipment 23: RON HosphateDocument2 pagesPart Preparation Processes and Equipment 23: RON Hosphatebmittal30No ratings yet
- Surface Treatments & Coatings Ref: S. KalpakjianDocument22 pagesSurface Treatments & Coatings Ref: S. KalpakjianjojoNo ratings yet
- Vdocuments - MX Thermal SprayDocument32 pagesVdocuments - MX Thermal SprayUlviyye ElesgerovaNo ratings yet
- Corrosion Control in Industry - ReferenceDocument5 pagesCorrosion Control in Industry - ReferenceCorrosion FactoryNo ratings yet
- Surface EngineringDocument23 pagesSurface EngineringPoorna SravanNo ratings yet
- Updated GeneralDocument24 pagesUpdated GeneralMOHAMMED HANEEFNo ratings yet
- Corrosion Control of Reinforcement Bars (Rebars)Document7 pagesCorrosion Control of Reinforcement Bars (Rebars)Lan LavistoNo ratings yet
- Sea Water ApplicationDocument2 pagesSea Water ApplicationsrbsubbuNo ratings yet
- 19 DWC MDocument6 pages19 DWC MNikita KadamNo ratings yet
- P14+ +Mufid+Al+Samerai+ +presentation - UnlockedDocument123 pagesP14+ +Mufid+Al+Samerai+ +presentation - UnlockedRufus ChengNo ratings yet
- Concrete PatologyDocument29 pagesConcrete PatologyArie Febry Fardheny, MTNo ratings yet
- Fans SoftDocument291 pagesFans SoftAmitava PalNo ratings yet
- Detail Technical Specification of Grinding BallsDocument17 pagesDetail Technical Specification of Grinding BallsAmitava PalNo ratings yet
- Algebra Word Problems Worksheet 2Document6 pagesAlgebra Word Problems Worksheet 2Amitava PalNo ratings yet
- Nox Modification WorkDocument6 pagesNox Modification WorkAmitava PalNo ratings yet
- DVC Combustion Modification Package August 2019Document31 pagesDVC Combustion Modification Package August 2019Amitava PalNo ratings yet
- CASE STUDIES ON NDT BASED DEFECT DETECTION-Cource Material-160817Document12 pagesCASE STUDIES ON NDT BASED DEFECT DETECTION-Cource Material-160817Amitava PalNo ratings yet
- Instruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationDocument19 pagesInstruction Manual For Speed Reduction Gearbox: 2250 KW, 989 / 119.99 RPM M/S. DVC Mejia Thermal Power StationAmitava PalNo ratings yet
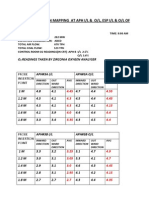
- Report of Oxygen Mapping at Aph I/L & O/L, Esp I/L & O/L of U #3, MTPS, DVCDocument3 pagesReport of Oxygen Mapping at Aph I/L & O/L, Esp I/L & O/L of U #3, MTPS, DVCAmitava PalNo ratings yet
- SKF Shaft Alignment ToolsDocument8 pagesSKF Shaft Alignment ToolsAmitava PalNo ratings yet
- E149-205 Engineered Class SprocketsDocument57 pagesE149-205 Engineered Class SprocketsRichard VachonNo ratings yet
- Laboratory Tests For The Drillability of Rock: Goodrich Test: Sievers J-ValueDocument2 pagesLaboratory Tests For The Drillability of Rock: Goodrich Test: Sievers J-ValueVelina MilevaNo ratings yet
- Wall Colmonoy Surfacing Alloys Selector ChartDocument3 pagesWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNo ratings yet
- Astm D2882Document8 pagesAstm D2882Lucobit LuNo ratings yet
- Compacted Graphite Iron - Mechanical and Physical Properties For Engine DesignDocument22 pagesCompacted Graphite Iron - Mechanical and Physical Properties For Engine DesignThanhluan NguyenNo ratings yet
- EDM-107855-0814 Cooper Vs GraphiteDocument8 pagesEDM-107855-0814 Cooper Vs GraphiteAh MagdyNo ratings yet
- JN3950 Report Taber TestDocument6 pagesJN3950 Report Taber TestFairmont Ind Quality DivisionNo ratings yet
- Abrasion (Mechanical) : in Stone ShapingDocument4 pagesAbrasion (Mechanical) : in Stone ShapingMarvin Berrenstein100% (1)
- Ps-Sb-5510-Eng 05Document23 pagesPs-Sb-5510-Eng 05himubuetNo ratings yet
- Engineering Plastic Properties and Processing GuidelinesDocument28 pagesEngineering Plastic Properties and Processing GuidelinesSamuel Berger VeltenNo ratings yet
- Refractory Materials For Metallurgical Uses: JOM, Vol. 70, No. 11, 2018Document2 pagesRefractory Materials For Metallurgical Uses: JOM, Vol. 70, No. 11, 2018neo 87No ratings yet
- PEDJ0193-04 FINAL - Low ResDocument16 pagesPEDJ0193-04 FINAL - Low ResCarlos Indigoyen LimaymantaNo ratings yet
- Construction Materials and TestingDocument5 pagesConstruction Materials and TestingKamilleNo ratings yet
- Ulman Part 1Document1,000 pagesUlman Part 1Yana RahmadaniNo ratings yet
- Global DHD 1Document15 pagesGlobal DHD 1sanbao72No ratings yet
- 3m Masking and Surface Protection ProductsDocument60 pages3m Masking and Surface Protection ProductsvivesinjefeNo ratings yet
- GGB DB Self Lubricating Bronze Bearings CatalogDocument32 pagesGGB DB Self Lubricating Bronze Bearings Catalogramesh gondilNo ratings yet
- SH180LC-6 Hydraulic ExcavatorDocument14 pagesSH180LC-6 Hydraulic ExcavatorVladimir Machado MachadoNo ratings yet
- Welding Alloys Cement-BrochureDocument11 pagesWelding Alloys Cement-Brochureengr kazamNo ratings yet
- GET Wear SystemsDocument19 pagesGET Wear SystemsIvanNo ratings yet
- SEBF8834 - Brake Clutch Discs and Plates Using Extended Life FrictionDocument16 pagesSEBF8834 - Brake Clutch Discs and Plates Using Extended Life FrictionAnderson Oliveira SilvaNo ratings yet