You might also like
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- GrindingDocument12 pagesGrindingsravanNo ratings yet
- SURFACE FINISHING GRINDINGDocument39 pagesSURFACE FINISHING GRINDINGAniket KharpateNo ratings yet
- SURFACE FINISHING PROCESSDocument37 pagesSURFACE FINISHING PROCESSramadanNo ratings yet
- Design Mini Abrasive Vertical Belt Grinding MachineDocument6 pagesDesign Mini Abrasive Vertical Belt Grinding MachineVenkatesh ChallaNo ratings yet
- Differences Between Jigs, Fixtures, Broaching, Grinding and Lapping ProcessesDocument12 pagesDifferences Between Jigs, Fixtures, Broaching, Grinding and Lapping ProcessesVirinchi BoddunaNo ratings yet
- Lecture 5Document39 pagesLecture 5Ishtiaq AhmedNo ratings yet
- A Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Document21 pagesA Seminar Report ON Grinding: Submitted by Rajshree B. Tech (Mechanical Engineering) Third Year Roll No: 160180104039Raj ShreeNo ratings yet
- 1.1 From Craft To ScienceDocument7 pages1.1 From Craft To ScienceMarkChristianFajardoNo ratings yet
- Design of Mini Abrasive Vertical Belt Grinding MachineDocument6 pagesDesign of Mini Abrasive Vertical Belt Grinding Machine1DS19ME136-Shivam KumarNo ratings yet
- U-4 Surface Finishing ProcessDocument38 pagesU-4 Surface Finishing Processapi-271354682100% (1)
- Reconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingDocument7 pagesReconfigurable Machine Tool: CNC Machine For Milling, Grinding and PolishingArif NurhasanNo ratings yet
- Advance Abrasive Finishing TechniquesDocument37 pagesAdvance Abrasive Finishing TechniquesAnkett LahaseNo ratings yet
- 4b. Self Study - MEC 501 - Surface Finishing ProcessesDocument6 pages4b. Self Study - MEC 501 - Surface Finishing ProcessesShovan KarmakarNo ratings yet
- Pneumatic Circit For Cylinder IiDocument12 pagesPneumatic Circit For Cylinder IiAjay NishadNo ratings yet
- Mini Belt Grinder Project Jounal 4Document3 pagesMini Belt Grinder Project Jounal 41DS19ME136-Shivam KumarNo ratings yet
- Machining Parameters in Turning ProcessDocument78 pagesMachining Parameters in Turning Processnastaeenbaig1100% (1)
- Multi-Purpose Machine Performs Drilling, Cutting & GrindingDocument6 pagesMulti-Purpose Machine Performs Drilling, Cutting & GrindingAnonymous IK1nsqBqSNo ratings yet
- Lab 5 Fareez (Grinding Operation)Document12 pagesLab 5 Fareez (Grinding Operation)s231311024No ratings yet
- Abrassive Jet Machining Main FileDocument34 pagesAbrassive Jet Machining Main FilearjunNo ratings yet
- Machining Process - IDocument30 pagesMachining Process - INajshhsNo ratings yet
- Abrasive Flow Machining Using Abrasive Paste With Oiticica OilDocument6 pagesAbrasive Flow Machining Using Abrasive Paste With Oiticica OilIJAERS JOURNALNo ratings yet
- GrindingDocument6 pagesGrindingVatsal UpadhyayNo ratings yet
- ABRASIVE MACHINING PROCESSESDocument13 pagesABRASIVE MACHINING PROCESSESAbdulRehman Ahmed SoomroNo ratings yet
- A Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisDocument10 pagesA Review On Optimization of Turningparameter For Aisi 4140 by Grey Relation AnalysisRavi TiwariNo ratings yet
- Chapter 3 PDFDocument17 pagesChapter 3 PDFAprameya TNo ratings yet
- Production Engineering: (Fundamental of Metal Cutting)Document12 pagesProduction Engineering: (Fundamental of Metal Cutting)Anmol MalgotraNo ratings yet
- 5 1510045603 - 07-11-2017 PDFDocument9 pages5 1510045603 - 07-11-2017 PDFAnonymous lPvvgiQjRNo ratings yet
- Metal Finishing ProcessesDocument5 pagesMetal Finishing ProcessesR HNo ratings yet
- Finishing Operations GuideDocument27 pagesFinishing Operations GuideAnnieMalik100% (1)
- Nano World Journal TemplateDocument10 pagesNano World Journal TemplatejabbarbookeditorNo ratings yet
- A N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchineDocument8 pagesA N A F I C F U D A F F M: Ovel Pproach For Inishing Nternal Omplex Eatures Sing Eveloped Brasive LOW Inishing AchinePramendra7No ratings yet
- LatheDocument8 pagesLathevinothkumarNo ratings yet
- 1 PDFDocument11 pages1 PDFmahendraNo ratings yet
- Traditional Machining ProcessesDocument54 pagesTraditional Machining ProcessesYonas Chaka50% (2)
- Introduction of Wafer Surface Grinding Machine Model GCG300Document6 pagesIntroduction of Wafer Surface Grinding Machine Model GCG300DanielRaoNo ratings yet
- Optimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsDocument9 pagesOptimal Selection of Machining Parameters in CNC Turning Process of EN-31 Using Intelligent Hybrid Decision Making ToolsrupalvyasaNo ratings yet
- MP Unit 4 GrindingDocument25 pagesMP Unit 4 GrindingJ S VAISHNAVNo ratings yet
- Machining Process - Definition, Types, Advantages, Disadvantages & Applications (PDF)Document6 pagesMachining Process - Definition, Types, Advantages, Disadvantages & Applications (PDF)Azeez AdebayoNo ratings yet
- Machining Basics and Cutting Tool FundamentalsDocument33 pagesMachining Basics and Cutting Tool Fundamentalsyaman saddikNo ratings yet
- Advanced Surface Finishing Processes: A Comprehensive Review & Future Research DirectionsDocument44 pagesAdvanced Surface Finishing Processes: A Comprehensive Review & Future Research DirectionsKaran PatelNo ratings yet
- Review of Dressing and Truing Operations For Grinding WheelsDocument12 pagesReview of Dressing and Truing Operations For Grinding WheelsHYPER SAMUELNo ratings yet
- CH-1 MachiningDocument29 pagesCH-1 MachiningAbreham DerejeNo ratings yet
- Case StudyDocument8 pagesCase StudyAmit SinghNo ratings yet
- Rugozitatea SuprafetelorDocument7 pagesRugozitatea SuprafetelorcristinaNo ratings yet
- 826-Article Text-1570-1-10-20210130Document13 pages826-Article Text-1570-1-10-20210130Dr. Pavana KumaraNo ratings yet
- 3 Machining ProcessDocument21 pages3 Machining ProcessIrfan DanialNo ratings yet
- Grinding Process OverviewDocument8 pagesGrinding Process OverviewhainerajaramanNo ratings yet
- Grinding and Other Abrasive ProcessesDocument8 pagesGrinding and Other Abrasive ProcessesQazi Muhammed FayyazNo ratings yet
- Investigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelDocument6 pagesInvestigation of Nanofluids As Potential Cutting Fluids in Gear Hobbing Processes of AISI 4118 SteelminhtuanngoNo ratings yet
- Predicting Surface Roughness of Haynes 242 Using Water-Based CoolantDocument15 pagesPredicting Surface Roughness of Haynes 242 Using Water-Based CoolantafindeNo ratings yet
- 2.1 Operational Data For Cylindrical GrindingDocument32 pages2.1 Operational Data For Cylindrical GrindingPallerla Vishu ChariiNo ratings yet
- Advance Finishing ProcessDocument7 pagesAdvance Finishing ProcessSAMIM ALAMNo ratings yet
- The International Journal of Engineering and Science (The IJES)Document6 pagesThe International Journal of Engineering and Science (The IJES)theijesNo ratings yet
- Investigation of Surface Textured Cutting Tools For Sustainable MachiningDocument7 pagesInvestigation of Surface Textured Cutting Tools For Sustainable MachiningnarenNo ratings yet
- Chapter 1Document68 pagesChapter 1gashawletaNo ratings yet
- Optimization of CNC MachiningDocument3 pagesOptimization of CNC MachiningVIVA-TECH IJRINo ratings yet
- Mce516 Lecture Note 5Document31 pagesMce516 Lecture Note 5Edward JNo ratings yet
- Review of Hard Turning and Hard Milling: ArticleDocument7 pagesReview of Hard Turning and Hard Milling: ArticleĐạt Phan ThànhNo ratings yet
- U 4 Surface Finishing Process PDFDocument37 pagesU 4 Surface Finishing Process PDFSubhadip MaliNo ratings yet
- WPS GTAW pipe welding procedureDocument2 pagesWPS GTAW pipe welding procedureRichard PeriyanayagamNo ratings yet
- Subject: Work at Height: Unit: Maihar Cement WorksDocument3 pagesSubject: Work at Height: Unit: Maihar Cement Workskaka100% (1)
- Industrial Training ReportDocument19 pagesIndustrial Training ReportRam PandeyNo ratings yet
- PIC Basic CourseDocument57 pagesPIC Basic Coursetermicas100% (3)
- ESA322 Dynamic Vibration Absorber ProjectDocument15 pagesESA322 Dynamic Vibration Absorber ProjectAhmad ShaqeerNo ratings yet
- EE 499, Lecture 03 Frequency ReuseDocument6 pagesEE 499, Lecture 03 Frequency ReuselakshmiNo ratings yet
- ARJ for Win32 IntroductionDocument9 pagesARJ for Win32 IntroductionJohn SmithNo ratings yet
- Implementing Selinux As Linux Security Module ReportDocument58 pagesImplementing Selinux As Linux Security Module ReportpamukumarNo ratings yet
- Hot Tap Check ListDocument4 pagesHot Tap Check Listborisortiz100% (1)
- 6EP13322BA20 Datasheet enDocument4 pages6EP13322BA20 Datasheet enLucas Vinícius CostaNo ratings yet
- EPRI PMBD Gap Analysis TemplateDocument4 pagesEPRI PMBD Gap Analysis TemplatedanishaslNo ratings yet
- SOP Periodic Balance Check Eccentricity - e - 11793058Document4 pagesSOP Periodic Balance Check Eccentricity - e - 11793058Marcos PerezNo ratings yet
- Problem Set Mock Exam - CHE PDFDocument11 pagesProblem Set Mock Exam - CHE PDFBenzene100% (1)
- DTVault Privacy User's ManualDocument20 pagesDTVault Privacy User's Manualmk777No ratings yet
- Belapur HousingDocument17 pagesBelapur HousingSandhya Mahendren0% (1)
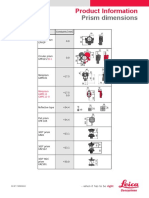
- Leica Prism Constants PDFDocument1 pageLeica Prism Constants PDFAntonio JelacicNo ratings yet
- Grasso 12 Series Industrial Refrigeration CompressorsDocument2 pagesGrasso 12 Series Industrial Refrigeration CompressorsDUONG DONo ratings yet
- TDS Turbonycoil TN600 1E19Document2 pagesTDS Turbonycoil TN600 1E19Emad The EnthusiastNo ratings yet
- Engineering Workshop Manual Fitting ToolsDocument14 pagesEngineering Workshop Manual Fitting ToolsWilliams A.Subanth Assistant ProfessorNo ratings yet
- Hydr. System / Hydraulsystem: Fig. 1 of 2Document15 pagesHydr. System / Hydraulsystem: Fig. 1 of 2PABLONo ratings yet
- EFFICIENT CALCULATION OF CLEBSCH-GORDAN COEFFICIENTSDocument5 pagesEFFICIENT CALCULATION OF CLEBSCH-GORDAN COEFFICIENTSweylguyNo ratings yet
- Man 031956 Dionex Suppressors Man031956 enDocument92 pagesMan 031956 Dionex Suppressors Man031956 enMiguelNo ratings yet
- C.B.S.E Study Material 2 (Unit-1)Document71 pagesC.B.S.E Study Material 2 (Unit-1)vikramkhatri4100% (2)
- yamaha me432 part1Document4 pagesyamaha me432 part1Leonardo QuintanilhaNo ratings yet
- Performance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sDocument16 pagesPerformance Comparison: Dell Latitude E5430 vs. HP ProBook 4440sPrincipled TechnologiesNo ratings yet
- Vietnam - Introduce Tekla Open APIDocument34 pagesVietnam - Introduce Tekla Open API김성곤No ratings yet
- Husqvarna/Viking Designer Topaz Sewing Machine Instruction ManualDocument80 pagesHusqvarna/Viking Designer Topaz Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- Statics Solved ProblemsDocument4 pagesStatics Solved ProblemsRomeoNo ratings yet
- Facility Condition Assessment Checklist Feb 2017Document27 pagesFacility Condition Assessment Checklist Feb 2017Ghina Febriani Khairunnisa100% (1)
- EurokinDocument14 pagesEurokinapitbhuNo ratings yet
- Crossings: How Road Ecology Is Shaping the Future of Our PlanetFrom EverandCrossings: How Road Ecology Is Shaping the Future of Our PlanetRating: 4.5 out of 5 stars4.5/5 (10)
- The Great Bridge: The Epic Story of the Building of the Brooklyn BridgeFrom EverandThe Great Bridge: The Epic Story of the Building of the Brooklyn BridgeRating: 4.5 out of 5 stars4.5/5 (59)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Cable Supported Bridges: Concept and DesignFrom EverandCable Supported Bridges: Concept and DesignRating: 5 out of 5 stars5/5 (1)
- Summary of Neil Postman's Amusing Ourselves to DeathFrom EverandSummary of Neil Postman's Amusing Ourselves to DeathRating: 4 out of 5 stars4/5 (2)
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansRating: 4.5 out of 5 stars4.5/5 (21)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Methodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaFrom EverandMethodology for Estimating Carbon Footprint of Road Projects: Case Study: IndiaNo ratings yet
- The Finite Element Method: Linear Static and Dynamic Finite Element AnalysisFrom EverandThe Finite Element Method: Linear Static and Dynamic Finite Element AnalysisRating: 5 out of 5 stars5/5 (3)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Safety and Intelligent Transport Systems Development in the People’s Republic of ChinaFrom EverandSafety and Intelligent Transport Systems Development in the People’s Republic of ChinaNo ratings yet
- Water 4.0: The Past, Present, and Future of the World's Most Vital ResourceFrom EverandWater 4.0: The Past, Present, and Future of the World's Most Vital ResourceRating: 3.5 out of 5 stars3.5/5 (9)
- Transportation Decision Making: Principles of Project Evaluation and ProgrammingFrom EverandTransportation Decision Making: Principles of Project Evaluation and ProgrammingNo ratings yet
- Professional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionFrom EverandProfessional Surveyors and Real Property Descriptions: Composition, Construction, and ComprehensionNo ratings yet
- Principles of Forensic Engineering Applied to Industrial AccidentsFrom EverandPrinciples of Forensic Engineering Applied to Industrial AccidentsNo ratings yet