0% found this document useful (0 votes)
1K views2 pagesWelding Procedure Specification WPS QC/WPS/07
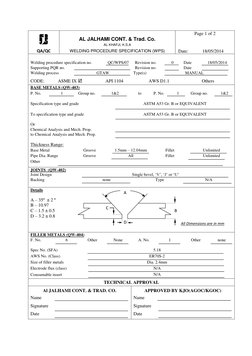
This document provides a welding procedure specification for gas tungsten arc welding (GTAW) of ASTM A53 Grade B steel with ER70S-2 filler metal. It specifies parameters for the root, hot, fill, and cap passes including current, voltage, travel speed ranges, and filler metal diameter. Welds can be made in all positions on pipe with diameters from 1.5mm to unlimited. Preheat is required from 10°C with an interpass temperature maximum of 250°C. Shielding gas is 99.9% argon.
Uploaded by
Richard PeriyanayagamCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
1K views2 pagesWelding Procedure Specification WPS QC/WPS/07
This document provides a welding procedure specification for gas tungsten arc welding (GTAW) of ASTM A53 Grade B steel with ER70S-2 filler metal. It specifies parameters for the root, hot, fill, and cap passes including current, voltage, travel speed ranges, and filler metal diameter. Welds can be made in all positions on pipe with diameters from 1.5mm to unlimited. Preheat is required from 10°C with an interpass temperature maximum of 250°C. Shielding gas is 99.9% argon.
Uploaded by
Richard PeriyanayagamCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as DOCX, PDF, TXT or read online on Scribd
- Welding Procedure Specification
- Additional Procedure Details