You might also like
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- Welding Procedure Specification FormatDocument3 pagesWelding Procedure Specification FormatAnonymous 4e7GNjzGW100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weigh Systems Pvt. LTDHussein MohamedNo ratings yet
- Smaw Wps FinalDocument3 pagesSmaw Wps FinalsheikmoinNo ratings yet
- Welding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONDocument3 pagesWelding Procedure Specification (WPS) : As Per Asme Sec - Ix 2004 EDITIONJennifer French100% (2)
- Joint Detail (Qw-402)Document2 pagesJoint Detail (Qw-402)Nitesh Patel100% (3)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- WPS and PQRDocument4 pagesWPS and PQRdandiar1No ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Ae6007 FafDocument3 pagesAe6007 FafYokesvaran K100% (1)
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshNo ratings yet
- WPS-035 - (Pno.15e To Pno.7) - 2Document2 pagesWPS-035 - (Pno.15e To Pno.7) - 2Allahyar YekkalamNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
- Toaz - Info Welding Procedure Specification Format PRDocument3 pagesToaz - Info Welding Procedure Specification Format PRKarim ZahranNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- According To ASME IX: Welding Procedure Specification (W.P.S)Document4 pagesAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- (Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2Document2 pages(Applicable Code: ASME Section IX Edition 2019) : Page 1 of 2amit singh100% (2)
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Document2 pagesWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Wps & PQR For Valve Installation - XLSX Fix TerbaruDocument20 pagesWps & PQR For Valve Installation - XLSX Fix TerbarufebriNo ratings yet
- Final WPS - ItdcDocument2 pagesFinal WPS - ItdcsarancivilrajNo ratings yet
- WPS GmawDocument2 pagesWPS GmawBasel MohammadNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Procedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Document2 pagesProcedure Qualification Records (PQR) : KAL.f.009 REV:01 01.07.2002Walid BdeirNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- WPS 360-1 Rev0 PDFDocument14 pagesWPS 360-1 Rev0 PDFAhmed GomaaNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- Welding Procedure Specification Pipe 6G PDFDocument3 pagesWelding Procedure Specification Pipe 6G PDFchepurthiNo ratings yet
- Request For Welding Procedure ApprovalDocument18 pagesRequest For Welding Procedure Approvalecsuperal100% (1)
- PWPS 001Document2 pagesPWPS 001Mehrdad RezaeiNo ratings yet
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Document2 pagesWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionDocument1 pagePt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RNo ratings yet
- Revised PWPS 001Document2 pagesRevised PWPS 001stdshopNo ratings yet
- 19403955-WPS M.S. Is 2062Document10 pages19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- Welding Procedure Specification (W.P.S) : Alstom India LimitedDocument2 pagesWelding Procedure Specification (W.P.S) : Alstom India LimitedAhmed saberNo ratings yet
- 1SBL137001R1310-af09-30-10-13Document7 pages1SBL137001R1310-af09-30-10-13kikokiko KarimNo ratings yet
- BDV_ENDocument2 pagesBDV_ENkikokiko KarimNo ratings yet
- Fulton-Work-Instruction_WRK-2022-02_Fulton-Boiler-Blowdown-ProcessDocument2 pagesFulton-Work-Instruction_WRK-2022-02_Fulton-Boiler-Blowdown-Processkikokiko KarimNo ratings yet
- NOL-G100-125-150MANUAL(3)Document42 pagesNOL-G100-125-150MANUAL(3)kikokiko KarimNo ratings yet
- SizesDocument1 pageSizeskikokiko KarimNo ratings yet
- 2CDS211001R0104-sh201-c10Document4 pages2CDS211001R0104-sh201-c10kikokiko KarimNo ratings yet
- SLD_mergedDocument14 pagesSLD_mergedkikokiko KarimNo ratings yet
- 1SAM350000R1011-ms132-16Document8 pages1SAM350000R1011-ms132-16kikokiko KarimNo ratings yet
- 6-RPU-RPTDocument1 page6-RPU-RPTkikokiko KarimNo ratings yet
- 2CDS253001R0404-s203-c40 (1)Document7 pages2CDS253001R0404-s203-c40 (1)kikokiko KarimNo ratings yet
- Target SectorsDocument4 pagesTarget Sectorskikokiko KarimNo ratings yet
- Three Way ValveDocument3 pagesThree Way Valvekikokiko KarimNo ratings yet
- Mechanical System BOQDocument11 pagesMechanical System BOQkikokiko KarimNo ratings yet
- Pressure Drop For Storage Calofier Model BV1KDocument1 pagePressure Drop For Storage Calofier Model BV1Kkikokiko KarimNo ratings yet
- CRHY4 : Consolidated Statement of Accounts Consolidated Statement of AccountsDocument3 pagesCRHY4 : Consolidated Statement of Accounts Consolidated Statement of Accountskikokiko KarimNo ratings yet
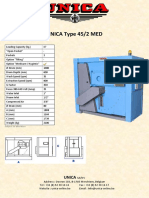
- UNICA Type 45/2 MEDDocument13 pagesUNICA Type 45/2 MEDkikokiko KarimNo ratings yet
- Fig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150Document1 pageFig. 980 ANSI Ductile Iron Fully Lugged Butterfly Valve Class 150kikokiko KarimNo ratings yet
- Water Specialist WS1TT Drawings and Service Manual: 2nd Tank Connection PortDocument36 pagesWater Specialist WS1TT Drawings and Service Manual: 2nd Tank Connection Portkikokiko KarimNo ratings yet
- Operation and Installation Manual: Prds - Prs - DSH SystemsDocument125 pagesOperation and Installation Manual: Prds - Prs - DSH Systemskikokiko Karim100% (2)
- Simpro - Task 2-1 - : Guide Rail Optimization by IsightDocument24 pagesSimpro - Task 2-1 - : Guide Rail Optimization by Isightkikokiko KarimNo ratings yet
- Wiring DiagramDocument21 pagesWiring Diagramkikokiko KarimNo ratings yet
- Stress Analysis of Guide Rails of Elevators: Hayder F. Neamah Wisam H. AliDocument13 pagesStress Analysis of Guide Rails of Elevators: Hayder F. Neamah Wisam H. Alikikokiko KarimNo ratings yet
- Forming V1Document32 pagesForming V1Walid DamoniNo ratings yet
- Mineral Processing and Coal PreparationDocument190 pagesMineral Processing and Coal PreparationKroya Hun100% (3)
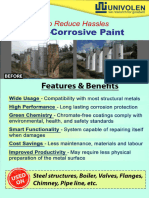
- Univolen LiteratureDocument8 pagesUnivolen Literatureyerrisiddappa KNo ratings yet
- Ac 800 Series BrochureDocument12 pagesAc 800 Series BrochureAnung PriyantoNo ratings yet
- On Sylomer TSS Resilient Strips: Common Applications For Lewis Dovetailed SheetingDocument2 pagesOn Sylomer TSS Resilient Strips: Common Applications For Lewis Dovetailed SheetingVengatesh NJNo ratings yet
- Assigment 2-Urban MiningDocument4 pagesAssigment 2-Urban MiningAlba MaquedaNo ratings yet
- 4 Volume-IIDocument31 pages4 Volume-IIChirag SharmaNo ratings yet
- List EP COR PDFDocument3 pagesList EP COR PDFCesarNo ratings yet
- Rock Forming Minerals Catalogue 2013Document8 pagesRock Forming Minerals Catalogue 2013Tata TataNo ratings yet
- Cube TestDocument4 pagesCube TestKrunal JoshiNo ratings yet
- Powder Metallurgy Processes and Making Metal Powder: October 2020Document4 pagesPowder Metallurgy Processes and Making Metal Powder: October 2020mmNo ratings yet
- Experiment 5: Determination of The Solubility Product Constant of Calcium HydroxideDocument3 pagesExperiment 5: Determination of The Solubility Product Constant of Calcium HydroxideCamille GrefaldiaNo ratings yet
- NA XX Mobil DTE 20 Ultra SeriesDocument4 pagesNA XX Mobil DTE 20 Ultra SeriesJuanDavidSerratoNo ratings yet
- Review QuestionsDocument40 pagesReview QuestionsHyumi DarthNo ratings yet
- Nitocote ET402: Constructive SolutionsDocument3 pagesNitocote ET402: Constructive SolutionsGavriel Ng100% (1)
- Chapter 2 RRLDocument8 pagesChapter 2 RRLtristan calaraNo ratings yet
- Material Safety Data Sheet: Loctite 401 Prism Instant AdhesiveDocument4 pagesMaterial Safety Data Sheet: Loctite 401 Prism Instant AdhesiveehsanNo ratings yet
- Static Indentation Hardness Testing of Concrete A Long Established MethodDocument8 pagesStatic Indentation Hardness Testing of Concrete A Long Established MethodamarNo ratings yet
- D-Block Elements & F-Block Elements - Theory, Solved Ex. Module-3-2Document26 pagesD-Block Elements & F-Block Elements - Theory, Solved Ex. Module-3-2Raju SinghNo ratings yet
- An 2005 03 Short Circuit Behaviour of IGBT3 600 V 042-05Document5 pagesAn 2005 03 Short Circuit Behaviour of IGBT3 600 V 042-059588400913No ratings yet
- Us5098778 PDFDocument7 pagesUs5098778 PDFAl Saraaf MohammedNo ratings yet
- CE Board Nov 2022 - Geotechnical Engineering - Set 3Document2 pagesCE Board Nov 2022 - Geotechnical Engineering - Set 3Dens DensNo ratings yet
- Specification Powder Coating Plant Document - UjjainDocument9 pagesSpecification Powder Coating Plant Document - UjjainSundaresan SabanayagamNo ratings yet
- MCQ For Class-Viii - Science - ADocument21 pagesMCQ For Class-Viii - Science - AmohilNo ratings yet
- Wps Vosl-Pl-1 Pipeline Rev.2 XDocument11 pagesWps Vosl-Pl-1 Pipeline Rev.2 XVijo Jose100% (1)
- Iso 4624-2002Document19 pagesIso 4624-2002Hakim Sidali DjeddiNo ratings yet
- Five Day - Biochemical Oxygen DemandDocument21 pagesFive Day - Biochemical Oxygen DemandAG-Metal /Tretman Otpadnih Voda/Wastewater TreatmentNo ratings yet
- Composolite - GEF IncDocument4 pagesComposolite - GEF Incyohanes ongNo ratings yet
- Ce 312 PDFDocument110 pagesCe 312 PDFMd RubelNo ratings yet