You might also like
- Tools Automotive Body RepairDocument78 pagesTools Automotive Body RepairOtto H. SubiantoroNo ratings yet
- O'Bannon Well Servicing Tools-1Document28 pagesO'Bannon Well Servicing Tools-1Praveen ChoudharyNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Mpi Pipe Rack PR 03-1.Document1 pageMpi Pipe Rack PR 03-1.Khalil ChabbouhNo ratings yet
- Juta Bumi Kapital Sdn. BHD: Doc. No. Revision NoDocument2 pagesJuta Bumi Kapital Sdn. BHD: Doc. No. Revision NoSong Kiet ChooNo ratings yet
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- Welder Qualification Test Record for NDBDocument1 pageWelder Qualification Test Record for NDBAli HammoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Fcaw 16 THKDocument5 pagesFcaw 16 THKparesh2387No ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- Welding Consumables Handling Procedure.Document5 pagesWelding Consumables Handling Procedure.Mohammed Kamal78% (23)
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Sembcorp Marine Integrated Yard PteDocument3 pagesSembcorp Marine Integrated Yard PteMd. Mizanur Rahaman100% (1)
- Welder Monitoring SheetDocument1 pageWelder Monitoring SheetQC apollohx100% (1)
- WPS ISO 15614-1 WeldNote MetricDocument1 pageWPS ISO 15614-1 WeldNote MetricVirgil SorcaruNo ratings yet
- Aws 001Document1 pageAws 001akshay sarfareNo ratings yet
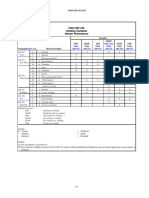
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Q4 IA EIM 11 Week3Document4 pagesQ4 IA EIM 11 Week3Harold Vernon Martinez50% (2)
- Welding Procedure SpecificationDocument2 pagesWelding Procedure SpecificationWaranya Musika100% (1)
- WPS Format For Asme Ix - Wps - Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- WPQT FormatDocument176 pagesWPQT FormatRafiqKu50% (2)
- Welding Report For Tank 1Document1 pageWelding Report For Tank 1Rifki HasyaNo ratings yet
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocument2 pagesWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- P 11 CNDT JP41 Ut-Aws D1.1 Rev 07Document22 pagesP 11 CNDT JP41 Ut-Aws D1.1 Rev 07Vimal MenonNo ratings yet
- ADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...Document22 pagesADCO Amendments 30-99-12-3207 Rev.1 To DEP 31.38.01.31 Steel Piping 2013...aymanNo ratings yet
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Document2 pagesLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNo ratings yet
- Welding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesWelding Procedure Qualification Records (WPQR) : (Section IX, ASME Boiler and Pressure Vessel Code)ngonphanhoangNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- AccreditationDocument40 pagesAccreditationWalid BdeirNo ratings yet
- WPS FGPDocument1 pageWPS FGPShabbir HussainNo ratings yet
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- Tanstia Industry Members - Msme1Document258 pagesTanstia Industry Members - Msme1Devasyruc100% (2)
- Welding Procedure Specification (WPS) : Page: 1/1Document5 pagesWelding Procedure Specification (WPS) : Page: 1/1Walid BdeirNo ratings yet
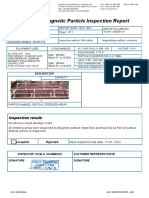
- Magnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Document2 pagesMagnetic Particle Inspection Report: TEM INSPECTED: Assembly (X Over 2",pipes 2",elbows)Khalil ChabbouhNo ratings yet
- Lot Inspection Report For LPG New CylindersDocument3 pagesLot Inspection Report For LPG New CylindersJagannath MajhiNo ratings yet
- Dokumen - Tips Wqt-FormatDocument2 pagesDokumen - Tips Wqt-FormatMr Pie100% (1)
- Procedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherDocument2 pagesProcedure Qualification Record (PQR) Pipeline: Metal Nonfusing Metal Nonmetallic OtherPanneer SelvamNo ratings yet
- B H e L Limited RTDocument13 pagesB H e L Limited RTbhavin17850% (2)
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- Dayang Enterprise Inspection and Test PlanDocument3 pagesDayang Enterprise Inspection and Test PlanAmyNo ratings yet
- Welding Procedure Specification For GTAW & GMAWDocument4 pagesWelding Procedure Specification For GTAW & GMAWanh thoNo ratings yet
- Ronald C. Longakit ResumeDocument2 pagesRonald C. Longakit ResumeRonald Longakit100% (1)
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- WPS PQR PDFDocument23 pagesWPS PQR PDFAhmad Daniel100% (1)
- Method of Statement PDFDocument7 pagesMethod of Statement PDFSakib AyubNo ratings yet
- Welding Procedure Specification (WPS) : in The Outer TubeDocument1 pageWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- P. WpsDocument14 pagesP. WpsIsmiArdyNo ratings yet
- Document Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Document1 pageDocument Title: Welding Procedure Specification: Champion West Phase Iii Dev. Project C030005/ESP MSE BSP (ESP/2)Ed FangNo ratings yet
- INSPECTION REPORT TITLEDocument7 pagesINSPECTION REPORT TITLEABEC Trombay siteNo ratings yet
- Job Safety Analysis For Internal Corrosion Monitoring PDFDocument2 pagesJob Safety Analysis For Internal Corrosion Monitoring PDFVineet AgrawalNo ratings yet
- Fit Up Welding Visual Inspection ReportDocument2 pagesFit Up Welding Visual Inspection Reportgst ajah100% (1)
- Mr-85 en Sds AerosolDocument11 pagesMr-85 en Sds AerosolBala KrishnanNo ratings yet
- Wps Mig PDF FreeDocument3 pagesWps Mig PDF Freehanz bermejoNo ratings yet
- Result of Inspection: ConclusionDocument5 pagesResult of Inspection: ConclusionBayu Aringga putraNo ratings yet
- 2G +5GDocument1 page2G +5GRahul Moottolikandy0% (1)
- Safe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallDocument1 pageSafe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallHarun AkkayaNo ratings yet
- Sample WPS 1Document13 pagesSample WPS 1waqas pirachaNo ratings yet
- 5FPipe to plate welding procedureDocument2 pages5FPipe to plate welding procedureTrudie0% (1)
- AMRITA ENGINEERING WORKS PQRDocument3 pagesAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- API Spec 5Document1 pageAPI Spec 5Walid BdeirNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- STS Profile Rev-04Document19 pagesSTS Profile Rev-04Walid BdeirNo ratings yet
- Flydubai Important InformationDocument3 pagesFlydubai Important InformationRaju LamaNo ratings yet
- Silver DetailsDocument6 pagesSilver DetailsWalid BdeirNo ratings yet
- STS Profile Rev-04Document19 pagesSTS Profile Rev-04Walid BdeirNo ratings yet
- Repair Welding of The Massive castvol17AFE2 2017pp5 8Document5 pagesRepair Welding of The Massive castvol17AFE2 2017pp5 8Walid BdeirNo ratings yet
- STS ProfileDocument13 pagesSTS ProfileWalid BdeirNo ratings yet
- 1.1 ISO CertificatesDocument4 pages1.1 ISO CertificatesWalid BdeirNo ratings yet
- Anthony Baber Uvjd2pDocument2 pagesAnthony Baber Uvjd2pWalid BdeirNo ratings yet
- Silver Villa Safety Pin Bow Shackle Test CertificateDocument1 pageSilver Villa Safety Pin Bow Shackle Test Certificatebash bashNo ratings yet
- Fitting List NPT 1Document3 pagesFitting List NPT 1Walid BdeirNo ratings yet
- Safety Induction: Operational Excellence One Team, One Goal, Incident-Free Operations (IFO)Document9 pagesSafety Induction: Operational Excellence One Team, One Goal, Incident-Free Operations (IFO)Walid BdeirNo ratings yet
- Silver Villa Safety Pin Bow Shackle Test CertificateDocument1 pageSilver Villa Safety Pin Bow Shackle Test Certificatebash bashNo ratings yet
- AZI-IMSP-05 REV 2management ReviewDocument6 pagesAZI-IMSP-05 REV 2management ReviewWalid BdeirNo ratings yet
- AZI-IMSP-26 Safety InductionDocument8 pagesAZI-IMSP-26 Safety InductionWalid BdeirNo ratings yet
- Fitting List HP 1Document1 pageFitting List HP 1Walid BdeirNo ratings yet
- HSE PolicyDocument1 pageHSE PolicyWalid BdeirNo ratings yet
- AZI-IMSP-07 Environmental ImpactDocument6 pagesAZI-IMSP-07 Environmental ImpactWalid BdeirNo ratings yet
- Driving Policy Standard: Driver Training and QualificationDocument1 pageDriving Policy Standard: Driver Training and QualificationWalid BdeirNo ratings yet
- Conflict of Interest PolicyDocument2 pagesConflict of Interest PolicyWalid BdeirNo ratings yet
- Procurement PolicyDocument1 pageProcurement PolicyWalid BdeirNo ratings yet
- AZI-IMSP-05 REV 2management ReviewDocument6 pagesAZI-IMSP-05 REV 2management ReviewWalid BdeirNo ratings yet
- Drugs and Alcohol Policy SummaryDocument2 pagesDrugs and Alcohol Policy SummaryWalid BdeirNo ratings yet
- Local Hiring PolicyDocument1 pageLocal Hiring PolicyWalid BdeirNo ratings yet
- Procurement PolicyDocument1 pageProcurement PolicyWalid BdeirNo ratings yet
- Djf21012 - Foundry Workshop: Worksheet ReportDocument11 pagesDjf21012 - Foundry Workshop: Worksheet ReportSakinah KamalNo ratings yet
- Introduction to Power Screws and Welded JointsDocument23 pagesIntroduction to Power Screws and Welded JointssathiaNo ratings yet
- DVS GradesDocument1 pageDVS GradesDev ShahNo ratings yet
- Oib Technical Spec 21,22,23Document586 pagesOib Technical Spec 21,22,23kali highNo ratings yet
- GXT Mobile Shear Shear Jaw Armor™: Field Installation ManualDocument24 pagesGXT Mobile Shear Shear Jaw Armor™: Field Installation ManualPrudzNo ratings yet
- Write Up On Crusher HouseDocument3 pagesWrite Up On Crusher HouseKumaraswamyNo ratings yet
- 07 Rawlbolts Plugs AnchorsDocument1 page07 Rawlbolts Plugs AnchorsLincolnNo ratings yet
- Mould TechnologyDocument71 pagesMould TechnologyS Karthick KeyanNo ratings yet
- AWS Certified Welder ApplicationDocument2 pagesAWS Certified Welder Applicationhanz bermejoNo ratings yet
- Chinese Aluminium Price Stays FirmDocument8 pagesChinese Aluminium Price Stays FirmAnver AkperovNo ratings yet
- 'Identifying Basic Hand Tools and Test Equipment: General ClassificationDocument15 pages'Identifying Basic Hand Tools and Test Equipment: General ClassificationGaming AmbinNo ratings yet
- PLP SA VARI-GRIP DEAD-END Installation Instruction 26112013Document9 pagesPLP SA VARI-GRIP DEAD-END Installation Instruction 26112013Carlos SatoNo ratings yet
- P-193 - Pipeline Pump Station and Terminal Valves in Crude Oil Service (API 6D Valves)Document34 pagesP-193 - Pipeline Pump Station and Terminal Valves in Crude Oil Service (API 6D Valves)MatteoNo ratings yet
- Tubeandpipejournal202106 DLDocument58 pagesTubeandpipejournal202106 DLLeo CarrascoNo ratings yet
- ELECRODE STORAGeDocument4 pagesELECRODE STORAGeGuruchell ChellguruNo ratings yet
- Theory of Lathe MachinesDocument12 pagesTheory of Lathe MachinesAman KumarNo ratings yet
- SHOP THEORY-Drilling ProcessesDocument28 pagesSHOP THEORY-Drilling ProcessesDaxNo ratings yet
- Inspecting Hand Tools for Safety and DefectsDocument11 pagesInspecting Hand Tools for Safety and DefectsGen GonNo ratings yet
- Submitted BY: Jatin Arora Mohit Gupta Mukul GuptaDocument38 pagesSubmitted BY: Jatin Arora Mohit Gupta Mukul GuptaJatin AroraNo ratings yet
- Guide To Sspc-Vis 3: SSPC: The Society For Protective CoatingsDocument4 pagesGuide To Sspc-Vis 3: SSPC: The Society For Protective CoatingsTeymur RegenmaisterNo ratings yet
- Item Rate Boq: Without MaterialsDocument8 pagesItem Rate Boq: Without Materialssuresh gNo ratings yet
- Die Casting ProcessDocument23 pagesDie Casting ProcessshayarigurunitinNo ratings yet
- TCEWDocument14 pagesTCEWJose AquinoNo ratings yet
- Ksa MorDocument10 pagesKsa MorSadik ShaikhNo ratings yet