You might also like
- RT Procedure 10.09.16Document9 pagesRT Procedure 10.09.16mukeshsingh6No ratings yet
- Cswip 3.0 ReportingDocument32 pagesCswip 3.0 ReportingAvijit DebnathNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Pt. Astar Testing & InspectionDocument2 pagesPt. Astar Testing & InspectionSASINo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- ET NDT Sample Test Report FormatDocument1 pageET NDT Sample Test Report Formatanas dwiNo ratings yet
- NDT Level 2Document4 pagesNDT Level 2sateeshNo ratings yet
- Welder Qualification ReportDocument2 pagesWelder Qualification ReportSyed Mahmud Habibur RahmanNo ratings yet
- E428Document6 pagesE428valentinNo ratings yet
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- LPT As Per Asme & IsoDocument2 pagesLPT As Per Asme & IsosbmmlaNo ratings yet
- Form PAUTDocument2 pagesForm PAUTLuong Ho Vu100% (1)
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- Procedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesDocument10 pagesProcedimiento IT-ET - UT-014 Rev 02 API 1104 - 2013 InglesJonathan Espinoza MejiaNo ratings yet
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaNo ratings yet
- MT ReportDocument1 pageMT ReportBauyrzhanNo ratings yet
- Paut 16Document4 pagesPaut 16maroof mNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- 4#600 Body RSSDocument1 page4#600 Body RSSRavi patelNo ratings yet
- Demo SUMDocument27 pagesDemo SUMRudolph RednoseNo ratings yet
- Acceptance Standards UtDocument3 pagesAcceptance Standards UtAhmed GomaaNo ratings yet
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- Liquid Penetrant (Lev1el-I-level - II''Document100 pagesLiquid Penetrant (Lev1el-I-level - II''Chandresh100% (1)
- Liquid Penetrant Examination Procedure For Asme CodeDocument15 pagesLiquid Penetrant Examination Procedure For Asme Codeshabbir626No ratings yet
- Flaw Manufacturing TechnologyDocument31 pagesFlaw Manufacturing Technologyツ ツNo ratings yet
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigNo ratings yet
- OK-UT-04 - Ultrasonic Technique SheetDocument1 pageOK-UT-04 - Ultrasonic Technique SheetMike Boyes100% (1)
- Report - Form - MT - PT - RT - Ut - Cal - 2015Document9 pagesReport - Form - MT - PT - RT - Ut - Cal - 2015YuwantoniAlNo ratings yet
- WPS for Groove Welds in ASTM A36 SteelDocument2 pagesWPS for Groove Welds in ASTM A36 SteelNuril VS theWorldNo ratings yet
- As 1816.1-2007 Metallic Materials - Brinell Hardness Test Test Method (ISO 6506-1-2005 MOD)Document3 pagesAs 1816.1-2007 Metallic Materials - Brinell Hardness Test Test Method (ISO 6506-1-2005 MOD)SAI Global - APACNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw Fcaw GmawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw Fcaw GmawThe Welding Inspections CommunityNo ratings yet
- Internal RT Procedure Spread IIDocument4 pagesInternal RT Procedure Spread IIravi00098100% (1)
- Digital Radiography ReportDocument7 pagesDigital Radiography ReportadityaromasNo ratings yet
- Magnetic Particle Inspection Report DetailsDocument1 pageMagnetic Particle Inspection Report DetailsJindarat Kasemsooksakul100% (1)
- UT Formula SheetDocument2 pagesUT Formula SheetOktayKulNo ratings yet
- Weld DiscontinuityDocument61 pagesWeld DiscontinuityEKKACHAI PRABNAKORN0% (1)
- Hardness Test Report: Test Details Machine DetailsDocument1 pageHardness Test Report: Test Details Machine DetailsESHWAR CHARYNo ratings yet
- PREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSDocument2 pagesPREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSNuril VS theWorldNo ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- ASNT Level-II Visual & Optical Testing ProcedureDocument5 pagesASNT Level-II Visual & Optical Testing ProcedureFadil WimalaNo ratings yet
- Manual Ultrasonic Testing Procedure for 26Document12 pagesManual Ultrasonic Testing Procedure for 26Rohit Kumar Mishra100% (1)
- Procedure for Radiographic Testing of Welded Steel JointsDocument30 pagesProcedure for Radiographic Testing of Welded Steel JointsG_ARVALIS8470No ratings yet
- Updated Asnt-Ndt Level - II in RT Ut MT PTDocument4 pagesUpdated Asnt-Ndt Level - II in RT Ut MT PTJason RogersNo ratings yet
- Engineering Specifications - Inspection: Rev. FDocument17 pagesEngineering Specifications - Inspection: Rev. Fstephen lewellen100% (1)
- Acceptance Standards RTDocument1 pageAcceptance Standards RTRaju TiwaryNo ratings yet
- Welding Qualification As Per AWS D1.1Document19 pagesWelding Qualification As Per AWS D1.1Ouni AchrefNo ratings yet
- A L F I: Cceptance Imit OR MperfectionsDocument29 pagesA L F I: Cceptance Imit OR MperfectionsDavid MacatangayNo ratings yet
- Ultrasonic Methods API 941 Annex E Draft 3 CleanDocument5 pagesUltrasonic Methods API 941 Annex E Draft 3 CleanRupam BaruahNo ratings yet
- Ultrasonic ProcedureDocument12 pagesUltrasonic ProceduremnmsingamNo ratings yet
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- RT Procedure for Egyptian Gas Pipeline ProjectDocument14 pagesRT Procedure for Egyptian Gas Pipeline ProjectaravindanNo ratings yet
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- 625 CRO - SAW Study - Final Report PDFDocument21 pages625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNo ratings yet
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- Asme Sec V A-15-2006Document4 pagesAsme Sec V A-15-2006Muhammed Abo-FandoodNo ratings yet
- Ultrasonic Test Report: Before AfterDocument7 pagesUltrasonic Test Report: Before AfterMenad SalahNo ratings yet
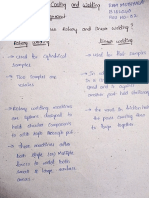
- Melal Courq and odih RAM MUTHYALA Welding Processes ComparisonDocument9 pagesMelal Courq and odih RAM MUTHYALA Welding Processes Comparisonanurag danielNo ratings yet
- Reformulated SoR For The Year 2012-13Document295 pagesReformulated SoR For The Year 2012-13D V BHASKARNo ratings yet
- Sem 8Document18 pagesSem 8Rahul DasNo ratings yet
- A Practical Design Guide For Welded Connections Analysis and Design of Welded ConnectionsDocument22 pagesA Practical Design Guide For Welded Connections Analysis and Design of Welded Connectionssherif ashrafNo ratings yet
- FMEA Arc WeldingDocument4 pagesFMEA Arc WeldingGODHOT_69No ratings yet
- Eew Longitudinally Welded Double Seam Lwds Pipes PDFDocument4 pagesEew Longitudinally Welded Double Seam Lwds Pipes PDFktsnlNo ratings yet
- C-60 Data Sheet for High Carbon 35Cr-45Ni-1Nb Alloy Welding ProductsDocument2 pagesC-60 Data Sheet for High Carbon 35Cr-45Ni-1Nb Alloy Welding ProductsSaravanan Pitchandi100% (1)
- 2005-05 - WPS & PQR C5Document6 pages2005-05 - WPS & PQR C5misthahNo ratings yet
- Design and fabrication of energy generation system for electric vehiclesDocument45 pagesDesign and fabrication of energy generation system for electric vehiclesHemprakash PrasannaNo ratings yet
- IP-10!01!01 Centrifugal PumpsDocument9 pagesIP-10!01!01 Centrifugal PumpsOrlando E Cabrera Rojas100% (1)
- En 13371Document11 pagesEn 13371med4jonok100% (1)
- MT Alexia - SpecificatieDocument18 pagesMT Alexia - SpecificatiecpîndaruNo ratings yet
- Ur W28rev2Document25 pagesUr W28rev2Karla JTNo ratings yet
- Industrial List of Pithampur (MP) CompaniesDocument68 pagesIndustrial List of Pithampur (MP) CompaniesUday kumar100% (1)
- B 898 - 99 - Qjg5oaDocument6 pagesB 898 - 99 - Qjg5oaPoovelan ViswanathanNo ratings yet
- Packaging: A Few Specialists Mastered by OnlyDocument12 pagesPackaging: A Few Specialists Mastered by OnlyJeremy NorthNo ratings yet
- InterpretationsDocument705 pagesInterpretationsAxe ProneNo ratings yet
- Dgms Circular 2004Document16 pagesDgms Circular 2004Ajeet KumarNo ratings yet
- QapDocument11 pagesQapSoumitra GuptaNo ratings yet
- 04 Electrode BakingDocument2 pages04 Electrode BakingirfanNo ratings yet
- ASTM .A497.1979Document8 pagesASTM .A497.1979Rommel UparelaNo ratings yet
- The Development of Arc Stud Welding: January 2019Document13 pagesThe Development of Arc Stud Welding: January 2019Prince SharmaNo ratings yet
- Seam Tracking For High Precision Laser WeldingDocument13 pagesSeam Tracking For High Precision Laser WeldinglkveigaNo ratings yet
- Housekeeping MasteralDocument27 pagesHousekeeping MasteralSul TanNo ratings yet
- GTL-81-01 Rev 03 Protective CoatingsDocument36 pagesGTL-81-01 Rev 03 Protective CoatingsPurush Purush100% (1)
- Deck Opt C10Document38 pagesDeck Opt C10hanspatrick.quinquitoNo ratings yet
- Cal Guard Anti Spatter SprayDocument2 pagesCal Guard Anti Spatter SprayMarhadi AdiNo ratings yet
- Lubricants 09 00072 v2Document15 pagesLubricants 09 00072 v2Byron EncinasNo ratings yet
- BS en 10025-3Document28 pagesBS en 10025-3yasser awadallhNo ratings yet
- Bs 534Document26 pagesBs 534Lucian Chitu75% (4)