You might also like
- SAE J1926 SAE Straight Thread O-Ring PortDocument1 pageSAE J1926 SAE Straight Thread O-Ring PortRicardo Valle0% (1)
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Basf Masterrheobuild 858 TdsDocument2 pagesBasf Masterrheobuild 858 TdsHassan SyedNo ratings yet
- 8g Materials and Their PropertiesDocument30 pages8g Materials and Their PropertiesTheo Thomas100% (1)
- ISO/FDIS 8434-1:2018 (E) : Figure 10 - Weld On Nipple (WDNP)Document2 pagesISO/FDIS 8434-1:2018 (E) : Figure 10 - Weld On Nipple (WDNP)Enzo Fantoni100% (1)
- Sandvik Saf 2205Document4 pagesSandvik Saf 2205Matias Garcia LabrañaNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesDocument8 pagesWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195No ratings yet
- Data Sheet VDM Alloy 22 PDFDocument13 pagesData Sheet VDM Alloy 22 PDFAlberto LazzarettiNo ratings yet
- Type VBL 153 IndustrialDocument2 pagesType VBL 153 Industrialpouya alizadehNo ratings yet
- 16625750-Kip 700m Parts Manual-Kip 700m Parts ManualDocument45 pages16625750-Kip 700m Parts Manual-Kip 700m Parts Manualjorge erazoNo ratings yet
- Tightening Torques For Screw JointsDocument6 pagesTightening Torques For Screw JointsTháiSơnTrầnNo ratings yet
- Bolt Tightening Sequences 140D601AB, 140D602AB, 140V603Document3 pagesBolt Tightening Sequences 140D601AB, 140D602AB, 140V603andreas widodoNo ratings yet
- N° Carga P (KW) P (HP) #Fases V (V) FDPDocument12 pagesN° Carga P (KW) P (HP) #Fases V (V) FDPAntony FloresNo ratings yet
- Ware House 20-70-8 Crane 10 Ton Structural ReportDocument34 pagesWare House 20-70-8 Crane 10 Ton Structural ReportHayman AhmedNo ratings yet
- Radiaflex: DescriptionDocument4 pagesRadiaflex: DescriptionNawazNo ratings yet
- EXPORTDocument530 pagesEXPORTJan LhesterNo ratings yet
- Ga7050 Esmeril AngularDocument88 pagesGa7050 Esmeril AngularJorgeNo ratings yet
- Bd50f High Start Electronic Unit 101n0230!12!24vdc 08-2011 Dehcei100i602Document2 pagesBd50f High Start Electronic Unit 101n0230!12!24vdc 08-2011 Dehcei100i602msfsilverNo ratings yet
- DIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Document3 pagesDIN 2353 - 2013non-Soldering Compression Fittings With Cutting Ring For Screwed Connections With Tapered Screw-In Spigot Form C According To DIN 3852-1 and DIN 3852-2Er.Amritpal SinghNo ratings yet
- Cable ELEXOR BT-MTDocument4 pagesCable ELEXOR BT-MTespiripitiberto espiripitiflauticoNo ratings yet
- CNC Final Project-Ramiro AcostaDocument7 pagesCNC Final Project-Ramiro AcostaRamiro Acosta CepedaNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- German Elect1Document3 pagesGerman Elect1Carlos FerrufinoNo ratings yet
- Modul Elektroniczny Secop Do bd35f I bd50fDocument2 pagesModul Elektroniczny Secop Do bd35f I bd50fОлександр СасаNo ratings yet
- A51 A52 CylinderDocument6 pagesA51 A52 CylinderBiswanath LenkaNo ratings yet
- FX 541Document3 pagesFX 541Ferran MunyósNo ratings yet
- CLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)Document4 pagesCLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)PeterWayNo ratings yet
- Cable Gland: Type VBL 453 FlameproofDocument2 pagesCable Gland: Type VBL 453 FlameproofLucas ElliottNo ratings yet
- Beams & Columns & Slabs According To ECPDocument15 pagesBeams & Columns & Slabs According To ECPmahmoud mahmoudNo ratings yet
- Cantherm mf73t1Document4 pagesCantherm mf73t1ariasaldemarNo ratings yet
- Control Cables: PVC Insulated, PVC Sheathed Multicore Cables For Fixed Wiring, 0.6/1 KVDocument2 pagesControl Cables: PVC Insulated, PVC Sheathed Multicore Cables For Fixed Wiring, 0.6/1 KVJoseph PoplingerNo ratings yet
- Termistor NTC Mf73t-1Document4 pagesTermistor NTC Mf73t-1Tatys SoleNo ratings yet
- George Taylor & Co Lifting Gear (Midlands) LTD: Grade 8 Clevis Shortening ClutchesDocument1 pageGeorge Taylor & Co Lifting Gear (Midlands) LTD: Grade 8 Clevis Shortening ClutchesEduardo SolanoNo ratings yet
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesDocument10 pagesWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilNo ratings yet
- VDM Nickel 200 VDM Nickel 201Document14 pagesVDM Nickel 200 VDM Nickel 201ivanoliveira3261No ratings yet
- Appendix MBDocument37 pagesAppendix MBSudip ShresthaNo ratings yet
- Narrow V Belt Pulleys Din 2211Document1 pageNarrow V Belt Pulleys Din 2211TudorNo ratings yet
- 4350FCTDocument52 pages4350FCTbimbam bamNo ratings yet
- GB - T 3746 - 200824° Cone Connectors - Union CrossDocument3 pagesGB - T 3746 - 200824° Cone Connectors - Union CrossEr.Amritpal SinghNo ratings yet
- For K 0.156, Compression Steel Required.: Structures & Tall Buildings (CON4338) Data Page 1Document12 pagesFor K 0.156, Compression Steel Required.: Structures & Tall Buildings (CON4338) Data Page 1Ho JamesNo ratings yet
- A320 V2500 Idle IndicationDocument3 pagesA320 V2500 Idle IndicationcwzjhonNo ratings yet
- ER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BDocument10 pagesER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BdavicocasteNo ratings yet
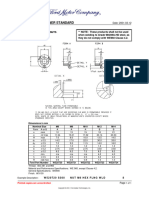
- Worldwide Fastener StandardDocument1 pageWorldwide Fastener StandardGustavo FelipeNo ratings yet
- CB2 BucklingDocument2 pagesCB2 Bucklingbranka0savicNo ratings yet
- CB1 Member 444Document2 pagesCB1 Member 444branka0savicNo ratings yet
- A51 A52 Cylinder..Document6 pagesA51 A52 Cylinder..Naveenraj SNo ratings yet
- HP2070Document40 pagesHP2070Hugo Manuel Sánchez MartínezNo ratings yet
- P-Clips Datasheet PDFDocument2 pagesP-Clips Datasheet PDFBaburam SeshayeeNo ratings yet
- Data FLPK-010Document10 pagesData FLPK-010Yenni Komala SariNo ratings yet
- NIC Components NRM-S SeriesDocument1 pageNIC Components NRM-S SeriesNICCompNo ratings yet
- DIN DIN Groove Profile Groove ProfileDocument1 pageDIN DIN Groove Profile Groove ProfileDiego RodriguezNo ratings yet
- Lab 2Document18 pagesLab 2Dodiya NikunjNo ratings yet
- Cálculo SPTDocument5 pagesCálculo SPTMaximiliano Torrejón VergaraNo ratings yet
- 6491 B - Enhanced Fire Safety Wiring Cable: Standard: Voltage RatingDocument1 page6491 B - Enhanced Fire Safety Wiring Cable: Standard: Voltage Ratingkennethr24No ratings yet
- Ebook Mofu Como Implantar Un Proceso de Ventas para Ingenieros y TecnicosDocument116 pagesEbook Mofu Como Implantar Un Proceso de Ventas para Ingenieros y TecnicosDeyris Palencia MéndezNo ratings yet
- ReinforcementDocument34 pagesReinforcementKristle Jane VidadNo ratings yet
- 2300JKVDocument44 pages2300JKVapi-3756260100% (1)
- Metric Schnorr Lock Washer SpecDocument3 pagesMetric Schnorr Lock Washer SpecGatito FelinoNo ratings yet
- Government Publications: Key PapersFrom EverandGovernment Publications: Key PapersBernard M. FryNo ratings yet
- Design Guidelines for Surface Mount TechnologyFrom EverandDesign Guidelines for Surface Mount TechnologyRating: 5 out of 5 stars5/5 (1)
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionRating: 5 out of 5 stars5/5 (1)
- Polyprime SB TRDocument2 pagesPolyprime SB TRDaniel MartinezNo ratings yet
- Ads Pdo MC PR 0010 - 0 Method Statement SP 1246, Pcs 02aDocument15 pagesAds Pdo MC PR 0010 - 0 Method Statement SP 1246, Pcs 02aDaniel MartinezNo ratings yet
- Azm - Sih-T-17 - 10110 Sih-Azm-t-17-10111 Method Statement For GroutingDocument3 pagesAzm - Sih-T-17 - 10110 Sih-Azm-t-17-10111 Method Statement For GroutingDaniel MartinezNo ratings yet
- Bituboard 3.2mm TRDocument8 pagesBituboard 3.2mm TRDaniel MartinezNo ratings yet
- Azm-Sih-17-10172 - Method Statement For Installation of Gypsum Ceiling and Pipes Chase For Villas and MosqesDocument7 pagesAzm-Sih-17-10172 - Method Statement For Installation of Gypsum Ceiling and Pipes Chase For Villas and MosqesDaniel MartinezNo ratings yet
- GeoCell Fixing DetailsDocument1 pageGeoCell Fixing DetailsDaniel MartinezNo ratings yet
- Method Statement Cast in Situ Curb StoneDocument8 pagesMethod Statement Cast in Situ Curb StoneDaniel MartinezNo ratings yet
- Bolt Torquing and - TensioningDocument22 pagesBolt Torquing and - TensioningDaniel Martinez100% (1)
- Itp For Site Preparation & Earth WorksDocument17 pagesItp For Site Preparation & Earth WorksDaniel Martinez100% (1)
- Method Statement Cast in Situ Curb StoneDocument9 pagesMethod Statement Cast in Situ Curb StoneDaniel MartinezNo ratings yet
- Coating Method StatementDocument9 pagesCoating Method StatementDaniel Martinez100% (2)
- Method Statement First Flush Interceptor Leak Test-2Document10 pagesMethod Statement First Flush Interceptor Leak Test-2Daniel MartinezNo ratings yet
- Inspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Document5 pagesInspection & Test Plan FOR Wrapping / Coating of External Metal Surface (C.S Fire Hydrant Spools)Daniel Martinez50% (2)
- Checkliste Schuetzzug enDocument2 pagesCheckliste Schuetzzug enNaw AzNo ratings yet
- Procedure For Pressure Guage and Relief Valve CalibrationDocument9 pagesProcedure For Pressure Guage and Relief Valve CalibrationDaniel MartinezNo ratings yet
- BA - BH-160-250-315 - KPL 0714Document24 pagesBA - BH-160-250-315 - KPL 0714Daniel MartinezNo ratings yet
- Welding and Hot-Dip Galvanizing PDFDocument8 pagesWelding and Hot-Dip Galvanizing PDFSivaNo ratings yet
- Quality Compaign WeekDocument1 pageQuality Compaign WeekDaniel MartinezNo ratings yet
- Installation Guidelines - Geocell Over HDPE LinerDocument3 pagesInstallation Guidelines - Geocell Over HDPE LinerDaniel MartinezNo ratings yet
- Quality Compaign WeekDocument1 pageQuality Compaign WeekDaniel MartinezNo ratings yet
- TBM Report SheetDocument2 pagesTBM Report SheetDaniel MartinezNo ratings yet
- Construction Check Sheet: Carbon Steel / Cs-Pe / Dss Pipeline PL-201ADocument3 pagesConstruction Check Sheet: Carbon Steel / Cs-Pe / Dss Pipeline PL-201ADaniel MartinezNo ratings yet
- DRP001 Ouf Pro Q 000 515 O1Document15 pagesDRP001 Ouf Pro Q 000 515 O1Daniel MartinezNo ratings yet
- DRP001-OUF-SPE-Q-000-512 B1 Pipeline Weld Numbering ProcedureDocument11 pagesDRP001-OUF-SPE-Q-000-512 B1 Pipeline Weld Numbering ProcedureDaniel Martinez100% (1)
- DRP001-OUF-PRO-U-000-008-A1 Doc Control ProcedureDocument27 pagesDRP001-OUF-PRO-U-000-008-A1 Doc Control ProcedureDaniel Martinez100% (1)
- DRP001-OUF-SPE-W-000-017-B1 Material Certification RequirementsDocument11 pagesDRP001-OUF-SPE-W-000-017-B1 Material Certification RequirementsDaniel MartinezNo ratings yet
- DRP001-OUF-PRO-Q-000-501 Rev B1 Quality Audit Procedure PDFDocument22 pagesDRP001-OUF-PRO-Q-000-501 Rev B1 Quality Audit Procedure PDFDaniel Martinez100% (1)
- DRP001-OUF-PRO-Q-000-503 B1 NCR ProcedureDocument13 pagesDRP001-OUF-PRO-Q-000-503 B1 NCR ProcedureDaniel Martinez50% (2)
- DRP001 Ouf Pro Q 000 515 O1Document15 pagesDRP001 Ouf Pro Q 000 515 O1Daniel MartinezNo ratings yet
- DRP001-OUF-PRO-L-000-003 Rev O1 Construction Quality Plan PDFDocument43 pagesDRP001-OUF-PRO-L-000-003 Rev O1 Construction Quality Plan PDFDaniel Martinez100% (1)
- 2011 A Novel Punch Design Approach With ProgressiveDocument9 pages2011 A Novel Punch Design Approach With ProgressivesudhakarNo ratings yet
- Corrosion of Steel in Concrete 2Document14 pagesCorrosion of Steel in Concrete 2Irvebry Ayu WulandaryNo ratings yet
- ASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfDocument7 pagesASTM G 102 - 89 RA 1999 - Corrosion-Rate-CalculationpdfMetal deptNo ratings yet
- HERITAGE WORKS Canal and River TrustDocument60 pagesHERITAGE WORKS Canal and River TruststevemwilliamsNo ratings yet
- Weld & Shear CapacityDocument3 pagesWeld & Shear CapacityHanmant OulkarNo ratings yet
- Ash in Fatty Quaternary Ammonium Chlorides: Standard Test Method ForDocument1 pageAsh in Fatty Quaternary Ammonium Chlorides: Standard Test Method ForShaker QaidiNo ratings yet
- ŠAVNE CEVI 2 Cola - pdf-2021-6mDocument1 pageŠAVNE CEVI 2 Cola - pdf-2021-6mdario_791473996No ratings yet
- VLSI Fabrication and CharacterizationDocument40 pagesVLSI Fabrication and CharacterizationKarthik RamasamyNo ratings yet
- Coagulation and FlocculationDocument70 pagesCoagulation and Flocculationahmed samy100% (5)
- Pressure Responses and Phase Transitions During The Release of High Pressure CO From A Large-Scale PipelineDocument35 pagesPressure Responses and Phase Transitions During The Release of High Pressure CO From A Large-Scale PipelinealiNo ratings yet
- Jr.C-120 - Jee-Adv - WTA-06 - Question PaperDocument15 pagesJr.C-120 - Jee-Adv - WTA-06 - Question PaperMurari MarupuNo ratings yet
- Mai and Kantzas - 2002 - An Evaluation of The Application of Low Field NMR in The Characterization of Carbonate ReservoirsDocument9 pagesMai and Kantzas - 2002 - An Evaluation of The Application of Low Field NMR in The Characterization of Carbonate ReservoirsLorena Pastana MartinsNo ratings yet
- Sewer Pipe & Chamber Systems: Pipelife Jet Stream IncDocument4 pagesSewer Pipe & Chamber Systems: Pipelife Jet Stream IncParthiban KandhasamyNo ratings yet
- Quakebond J333Sr: The Infrastructure InnovatorsDocument2 pagesQuakebond J333Sr: The Infrastructure Innovatorskhoirul ramadhanNo ratings yet
- Revision 1.: IB Questionbank Chemistry 1Document21 pagesRevision 1.: IB Questionbank Chemistry 1rudywahudiNo ratings yet
- NBC 205 - 2071-02-05Document52 pagesNBC 205 - 2071-02-05Sudish Amatya90% (20)
- Cox - 1975 - Overhead-Line PracticeDocument9 pagesCox - 1975 - Overhead-Line PracticePoleomanNo ratings yet
- Thermodynamic Processes: Analysis of Thermodynamic Processes by Applying 1 & 2 Law of ThermodynamicsDocument10 pagesThermodynamic Processes: Analysis of Thermodynamic Processes by Applying 1 & 2 Law of Thermodynamicsmohdmehrajanwar1860No ratings yet
- 27 - 1 - Engineering Ceramics For ApplicationsDocument9 pages27 - 1 - Engineering Ceramics For ApplicationsMd. Rafiqul IslamNo ratings yet
- P-413 Technical Data SheetDocument5 pagesP-413 Technical Data SheetdennisjuntakNo ratings yet
- FIRSTDocument2 pagesFIRSTRose QuitilenNo ratings yet
- Changing Markets Dirty Fashion Report Spread WebDocument35 pagesChanging Markets Dirty Fashion Report Spread WebLubabun Ni'amNo ratings yet
- Percentage Composition of A Compound: What Is It?: Science 9Document8 pagesPercentage Composition of A Compound: What Is It?: Science 9Shee Lebios BeringuelNo ratings yet
- Mark Scheme Depth in ChemistryDocument19 pagesMark Scheme Depth in ChemistryAddan AddanNo ratings yet
- Equipment Design HW01Document4 pagesEquipment Design HW01Grin NikiforovNo ratings yet
- Main Postulates of Dalton's Atomic TheoryDocument24 pagesMain Postulates of Dalton's Atomic TheoryDebayanbasu.juNo ratings yet
- Sikaflex® Precast: Product Data SheetDocument4 pagesSikaflex® Precast: Product Data SheetRoyce MarchaNo ratings yet
- Id LubeDocument1 pageId LubeWael El EssawyNo ratings yet