You might also like
- Endüstriyel Boya - TRDocument7 pagesEndüstriyel Boya - TRwenigmaNo ratings yet
- Malzeme Ders 8 Mühendislik Metal Ve AlasimlariDocument158 pagesMalzeme Ders 8 Mühendislik Metal Ve Alasimlarisekoayd4923No ratings yet
- Celik Yapilarin Tasarim Hesap Ve Yapim Esaslarina Dair Yonetmelik-Uygulama Kilavuzu-Cevre Ve Sehircilik BakanligiDocument464 pagesCelik Yapilarin Tasarim Hesap Ve Yapim Esaslarina Dair Yonetmelik-Uygulama Kilavuzu-Cevre Ve Sehircilik Bakanligidarth_78No ratings yet
- TS Iso 9194Document16 pagesTS Iso 9194Arda Turegun100% (1)
- Çelik Kaliteleri - Steel Grades TS en 10025-2 2006Document1 pageÇelik Kaliteleri - Steel Grades TS en 10025-2 2006XNo ratings yet
- TS en 1993 1 1 PDFDocument101 pagesTS en 1993 1 1 PDFeran_yNo ratings yet
- Hilti Keygen Aci 318Document42 pagesHilti Keygen Aci 318Mustafa UzyardoğanNo ratings yet
- Çelik 7.hafta-1Document337 pagesÇelik 7.hafta-1Deniz BakırNo ratings yet
- TBDY 2018 Anlamaya Çalışmak KÜTAHYADocument29 pagesTBDY 2018 Anlamaya Çalışmak KÜTAHYAErkan EymurNo ratings yet
- Precast Systems 02Document40 pagesPrecast Systems 02Umit OzkanNo ratings yet
- Betonarme 1 5Document16 pagesBetonarme 1 5turusan94256No ratings yet
- Poligon Direk Sartnamesi-REV01Document6 pagesPoligon Direk Sartnamesi-REV01diambar17No ratings yet
- Petek Kirislerin Davranislari Ve Tasarim Esaslari Behaviours of Castellated Beams and Desing FactorsDocument202 pagesPetek Kirislerin Davranislari Ve Tasarim Esaslari Behaviours of Castellated Beams and Desing FactorsÖzer KarabulutNo ratings yet
- Celik CizimlerDocument87 pagesCelik Cizimlerbekir aslan100% (2)
- Celik Yapilar Yonetmeligi 7-5-22822-EkDocument243 pagesCelik Yapilar Yonetmeligi 7-5-22822-Ekdarth_78No ratings yet
- 2004508030-Osman Arda GöçmenDocument56 pages2004508030-Osman Arda Göçmenmankurt13561356No ratings yet
- Pi Makina Beton Santrali Ve Beton PompasiDocument36 pagesPi Makina Beton Santrali Ve Beton PompasiGokhanNo ratings yet
- Teknik Şartname AbalıoğlıDocument33 pagesTeknik Şartname Abalıoğlıemresefer alanNo ratings yet
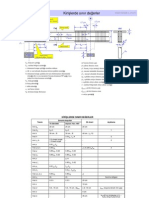
- Aşık HesabıDocument2 pagesAşık Hesabıkabardey46No ratings yet
- Kopru Modelleme Sunumu İMO PDFDocument71 pagesKopru Modelleme Sunumu İMO PDFaokankNo ratings yet
- ÇELİK YAPILAR I - Week1Document21 pagesÇELİK YAPILAR I - Week1Adem YılmazNo ratings yet
- TS EN 1990 Yapı Tasarım Esasları TS EN 1991 Yapılar Üzerindeki EtkilerDocument94 pagesTS EN 1990 Yapı Tasarım Esasları TS EN 1991 Yapılar Üzerindeki EtkilerMehmet Emin EraslanNo ratings yet
- Mkina Proje Hareketli Vinç TasarımıDocument11 pagesMkina Proje Hareketli Vinç TasarımıAli Türkücü100% (1)
- Oyal MetalDocument1 pageOyal MetalUfuk KıvançNo ratings yet
- Betonarme Projesi Haziran 2020Document169 pagesBetonarme Projesi Haziran 2020SUAT KAPLANNo ratings yet
- Betonarme 1 4Document50 pagesBetonarme 1 4turusan94256No ratings yet
- Çelik KonstrüsyonuDocument11 pagesÇelik KonstrüsyonuÜstün Onur BaktırNo ratings yet
- Profil Kesit KataloğuDocument46 pagesProfil Kesit KataloğuuguraydemirNo ratings yet
- ideCAD Ile Kompozit Kiris Hesabi PDFDocument17 pagesideCAD Ile Kompozit Kiris Hesabi PDFGazi DemirNo ratings yet
- Kriko Citava HesaplarıDocument24 pagesKriko Citava HesaplarıYalçın EminçeNo ratings yet
- Tse 825-Binalarda Isi Yalitim KurallariDocument80 pagesTse 825-Binalarda Isi Yalitim Kurallarimotaba7No ratings yet
- Saha BetonlarıDocument70 pagesSaha Betonlarıonur gunesNo ratings yet
- Ts en 206 1 Ile Ts 500 Ve Ts 11222 Standartlarinin Beton Acisindan DegerlendirilmesiDocument10 pagesTs en 206 1 Ile Ts 500 Ve Ts 11222 Standartlarinin Beton Acisindan DegerlendirilmesiAli ArslanNo ratings yet
- 8-Temeller 2019Document15 pages8-Temeller 2019Yüksel KayaNo ratings yet
- ITU BetonarmeDocument19 pagesITU BetonarmeSeyfi BarutNo ratings yet
- 05 Çekme Deneyi, TS 138 EN 10002-1, 2004 PDFDocument49 pages05 Çekme Deneyi, TS 138 EN 10002-1, 2004 PDFyigitefe_03100% (5)
- Tse 648-Çeli̇k Yapilarin Hesap Ve Yapim KurallariDocument51 pagesTse 648-Çeli̇k Yapilarin Hesap Ve Yapim KurallariHakan YamanoğluNo ratings yet
- Fup TRDocument7 pagesFup TRdiraztolNo ratings yet
- Genel Boya BilgileriDocument37 pagesGenel Boya BilgileriAzer AküzümNo ratings yet
- Jota n10Document5 pagesJota n10Ekber TamamNo ratings yet
- Genel Boya BilgileriDocument37 pagesGenel Boya BilgileriUğur ElibüyükNo ratings yet
- TDS 34642 Jotatemp 1000 Ceramic TR-TR TRDocument5 pagesTDS 34642 Jotatemp 1000 Ceramic TR-TR TRFatih AydoğanNo ratings yet
- Po Market İnşaat İşleri̇ Tekni̇k Şartnamesi̇ 20200530Document18 pagesPo Market İnşaat İşleri̇ Tekni̇k Şartnamesi̇ 20200530cemre kentNo ratings yet
- Jotun Barrier 80-PDSDocument5 pagesJotun Barrier 80-PDSnestroyersNo ratings yet
- TDS-Penguard Express CFDocument5 pagesTDS-Penguard Express CFMustafa BolatNo ratings yet
- TDS 2920 Penguard Express ZP TR-TR TRDocument5 pagesTDS 2920 Penguard Express ZP TR-TR TRnatig samedovNo ratings yet
- Jotun Hardtop AX-PDSDocument6 pagesJotun Hardtop AX-PDSnestroyersNo ratings yet
- CLB Boya TestleriDocument11 pagesCLB Boya TestleripcstorecenterNo ratings yet
- ADMİRAL TEKNİK BİLGİ NOTU - İnorganik Çinko Etil Silikat BoyalarDocument2 pagesADMİRAL TEKNİK BİLGİ NOTU - İnorganik Çinko Etil Silikat BoyalardiraztolNo ratings yet
- TDS 22180 Tankguard Plus TR-TR TRDocument5 pagesTDS 22180 Tankguard Plus TR-TR TRFatih GökbuaNo ratings yet
- Jota Prime 500Document5 pagesJota Prime 500Ekber TamamNo ratings yet
- TDS-Penguard HSP-TR-Turkish-ProtectiveDocument5 pagesTDS-Penguard HSP-TR-Turkish-ProtectiveMustafa BolatNo ratings yet
- Iso Brochure-TrDocument21 pagesIso Brochure-TrhknysrNo ratings yet
- Carboline Carbothane 131 HS PDSDocument4 pagesCarboline Carbothane 131 HS PDShakkianilNo ratings yet
- Izel Kimya Urun Katalog TR - 19082022144509 2 - 17112023165220 2Document46 pagesIzel Kimya Urun Katalog TR - 19082022144509 2 - 17112023165220 2Onur DNo ratings yet
- ANA KONSTRÜKSÜYON İŞLERİ İÇİN BOYA PROSEDÜRÜ Rev02Document17 pagesANA KONSTRÜKSÜYON İŞLERİ İÇİN BOYA PROSEDÜRÜ Rev02Çağrı TansuğNo ratings yet
- 05 - Boya Uret M 20200103075113Document21 pages05 - Boya Uret M 20200103075113Cenk ErdincNo ratings yet
- Ti̇cari̇leşmeye Yöneli̇k Anali̇zler-Fi̇zi̇bi̇li̇te RaporuDocument7 pagesTi̇cari̇leşmeye Yöneli̇k Anali̇zler-Fi̇zi̇bi̇li̇te RaporuCEMRE YAŞLINo ratings yet
- 13 HaftaDocument22 pages13 HaftaYakup TasalıNo ratings yet
- 6 HaftaDocument22 pages6 HaftaYakup TasalıNo ratings yet
- HaftaDocument20 pagesHaftaYakup TasalıNo ratings yet
- 14 HaftaDocument18 pages14 HaftaYakup TasalıNo ratings yet
- 5 HaftaDocument17 pages5 HaftaYakup TasalıNo ratings yet
- HaftaDocument20 pagesHaftaYakup TasalıNo ratings yet
- 02 ToleranslarDocument57 pages02 ToleranslarahmetcinNo ratings yet
- KV Değeri̇ HesaplamaDocument2 pagesKV Değeri̇ HesaplamaYakup Tasalı0% (1)
- 3 HaftaDocument12 pages3 HaftaYakup TasalıNo ratings yet
- Dünya Sac NormlariDocument4 pagesDünya Sac NormlariYakup TasalıNo ratings yet
- Borularda Isi KaybiDocument1 pageBorularda Isi KaybiYakup TasalıNo ratings yet
- Yds Di̇şli̇Document108 pagesYds Di̇şli̇EPAN17No ratings yet
- En Büyük Çevre Projesinin Ihalesi TamamlandıDocument3 pagesEn Büyük Çevre Projesinin Ihalesi TamamlandıYakup TasalıNo ratings yet
- Zeytin Karasu-Prina-Tübitak PDFDocument335 pagesZeytin Karasu-Prina-Tübitak PDFYakup Tasalı0% (1)
- 02 ToleranslarDocument57 pages02 ToleranslarahmetcinNo ratings yet
- Dünya Sürdürülebi̇li̇r Atik Yöneti̇mi̇Document1 pageDünya Sürdürülebi̇li̇r Atik Yöneti̇mi̇Yakup TasalıNo ratings yet
- 01 StandartlarDocument31 pages01 StandartlarbladdeeNo ratings yet
- İstanbul Büyükşehir Belediyesi Atık Yakma Ve Enerji Üretimi Tesisi - BelediyeDenizDocument1 pageİstanbul Büyükşehir Belediyesi Atık Yakma Ve Enerji Üretimi Tesisi - BelediyeDenizYakup TasalıNo ratings yet
- En Büyük Çevre Projesinin Ihalesi TamamlandıDocument3 pagesEn Büyük Çevre Projesinin Ihalesi TamamlandıYakup TasalıNo ratings yet
- İsveç Enerji Için Çöp Ithal Ediyor - Ekonomi HaberleriDocument4 pagesİsveç Enerji Için Çöp Ithal Ediyor - Ekonomi HaberleriYakup TasalıNo ratings yet
- TR Orman AgaclariDocument61 pagesTR Orman AgaclariYakup TasalıNo ratings yet
- Alanya'Nın Çöpünü Altına Çevirecek Proje - Antalya - İhlas Haber AjansıDocument6 pagesAlanya'Nın Çöpünü Altına Çevirecek Proje - Antalya - İhlas Haber AjansıYakup TasalıNo ratings yet
- Kraliçeye Komşu Çöplük - Ekonomi HaberleriDocument5 pagesKraliçeye Komşu Çöplük - Ekonomi HaberleriYakup TasalıNo ratings yet
- 21 Yıllık Sorun Çözüldü - Ege HaberleriDocument2 pages21 Yıllık Sorun Çözüldü - Ege HaberleriYakup TasalıNo ratings yet
- Belediyelere Sorduk Sizinki Niye Pahalı..Document4 pagesBelediyelere Sorduk Sizinki Niye Pahalı..Yakup TasalıNo ratings yet
- Çöpünü Dahi Boşa Harcamayan Ülke - DanimarkaDocument5 pagesÇöpünü Dahi Boşa Harcamayan Ülke - DanimarkaYakup TasalıNo ratings yet
- Akışkanlar Mekaniği-MEGEPDocument92 pagesAkışkanlar Mekaniği-MEGEPYakup TasalıNo ratings yet
- Erkoç - Katı Atık Tesisi Için 20 Milyon Euro Ödenek AktarıldıDocument2 pagesErkoç - Katı Atık Tesisi Için 20 Milyon Euro Ödenek AktarıldıYakup TasalıNo ratings yet
- Antalya Büyükşehir'de Dolu Dolu Enerji' - Akdeniz HaberleriDocument4 pagesAntalya Büyükşehir'de Dolu Dolu Enerji' - Akdeniz HaberleriYakup TasalıNo ratings yet