You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fouling in Heat Exchangers - PRDDocument47 pagesFouling in Heat Exchangers - PRDPradyumna DhamangaonkarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Sugar Plant Energy ConservationDocument24 pagesSugar Plant Energy ConservationShivam walaskarNo ratings yet
- Phase Conjugate WavesDocument6 pagesPhase Conjugate WavesalexanderjfernandesNo ratings yet
- Coolant Diesel EngineDocument2 pagesCoolant Diesel Enginemuhammad arifNo ratings yet
- Evaporator HandbookDocument68 pagesEvaporator Handbookche_abdo100% (3)
- Production of Formaldehyde From MethanolDocument200 pagesProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- NPTEL Chemical Engineering Design Module on Evaporator Types and CalculationsDocument31 pagesNPTEL Chemical Engineering Design Module on Evaporator Types and Calculationstpcho100% (5)
- Heat RecoveryDocument2 pagesHeat RecoveryRohmat SetiawanNo ratings yet
- Design Principles for Robert EvaporatorsDocument16 pagesDesign Principles for Robert EvaporatorsHede HödöNo ratings yet
- Lesson Plan Acid N BaseDocument3 pagesLesson Plan Acid N BasedediyanNo ratings yet
- Iyon Değiştirici PDFDocument16 pagesIyon Değiştirici PDFHede HödöNo ratings yet
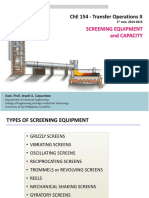
- Vibrasyonlu Sarsak Elek PDFDocument34 pagesVibrasyonlu Sarsak Elek PDFHede HödöNo ratings yet
- Evaporationinthesugarindustry 180219180039Document12 pagesEvaporationinthesugarindustry 180219180039Hede HödöNo ratings yet
- The MolassesDocument131 pagesThe MolassesArthur Yanez100% (2)
- Retrofit Buharlaştırıcı Uygulaması PDFDocument12 pagesRetrofit Buharlaştırıcı Uygulaması PDFHede HödöNo ratings yet
- Carbonation ProcessDocument4 pagesCarbonation ProcessFindi DiansariNo ratings yet
- 01front Chapters1 3Document76 pages01front Chapters1 3Hede HödöNo ratings yet
- Retrofit Buharlaştırıcı Uygulaması PDFDocument12 pagesRetrofit Buharlaştırıcı Uygulaması PDFHede HödöNo ratings yet
- 1997EngineersToolbox PDFDocument10 pages1997EngineersToolbox PDFHede HödöNo ratings yet
- Full Text 01Document59 pagesFull Text 01Hede HödöNo ratings yet
- Şeker TaşlaşmasıDocument65 pagesŞeker TaşlaşmasıHede HödöNo ratings yet
- ChemicalDocument340 pagesChemicalHede HödöNo ratings yet
- BMADocument19 pagesBMAHede Hödö100% (1)
- K Value DepriesterDocument4 pagesK Value DepriesterHede HödöNo ratings yet
- Hempelmannppt (Kurutma)Document22 pagesHempelmannppt (Kurutma)Hede HödöNo ratings yet
- The MolassesDocument131 pagesThe MolassesArthur Yanez100% (2)
- ION CHROMATOGRAPHIC DETERMINATION OF CATIONS IN SUGAR BEET PROCESS SAMPLESDocument7 pagesION CHROMATOGRAPHIC DETERMINATION OF CATIONS IN SUGAR BEET PROCESS SAMPLESHede HödöNo ratings yet
- The Putsch System of Juice purification: Experiences from two sugar factoriesDocument27 pagesThe Putsch System of Juice purification: Experiences from two sugar factoriesHede HödöNo ratings yet
- Enzymes 11Document29 pagesEnzymes 11Hede HödöNo ratings yet
- Transport Processes and Unit Operations-GeankoplisDocument937 pagesTransport Processes and Unit Operations-GeankoplisJuliana Gume100% (11)
- FM Sol Chap02-001Document41 pagesFM Sol Chap02-001drifter712No ratings yet
- Modelling and Simulation of Distributed Processes: Diffusers in The Sugar IndustryDocument10 pagesModelling and Simulation of Distributed Processes: Diffusers in The Sugar IndustryHede HödöNo ratings yet
- Vocabulary 1Document30 pagesVocabulary 1makbuletuzunerNo ratings yet
- Transparent Plastics: A Spirit of PartnershipDocument20 pagesTransparent Plastics: A Spirit of PartnershipCharles FernandesNo ratings yet
- Testing of Gas Condensate ReservoirsDocument17 pagesTesting of Gas Condensate ReservoirsSarbast H. Saeed100% (1)
- Orbital Magnetic Moment of An AtomDocument10 pagesOrbital Magnetic Moment of An Atomrohitau88No ratings yet
- Teks Eksplanasi HujanDocument4 pagesTeks Eksplanasi HujanBella SwanNo ratings yet
- Python Cheat SheetDocument30 pagesPython Cheat Sheetk TiwaryNo ratings yet
- Phase Diagrams ExplainedDocument131 pagesPhase Diagrams Explainedkshitiz kumarNo ratings yet
- PCBR - Volume 3 - Issue 3 - Pages 202-220Document19 pagesPCBR - Volume 3 - Issue 3 - Pages 202-220Syarifah NabilaNo ratings yet
- Atomic Theory and States of Matter in 40 CharactersDocument65 pagesAtomic Theory and States of Matter in 40 CharactersCarmelagrace De Luna BagtasNo ratings yet
- Worksheet of Class Nine 7Document2 pagesWorksheet of Class Nine 7Badass PolapainNo ratings yet
- Me 303 CH9Document72 pagesMe 303 CH9Osman KutluNo ratings yet
- Thermo Mock SolutionsDocument14 pagesThermo Mock Solutionsmanjeet gajbhiyeNo ratings yet
- Cobalt ComplexDocument11 pagesCobalt ComplexFhazzira Ajah100% (1)
- Prycegas LPG Personnel (Trainee)Document2 pagesPrycegas LPG Personnel (Trainee)Марк Артём Лимот АпаллаNo ratings yet
- Y12 Unit 1 Test 3 on Bonding and Molecular ShapesDocument7 pagesY12 Unit 1 Test 3 on Bonding and Molecular ShapesAlvin HanNo ratings yet
- Martianperiodicactivity 1Document2 pagesMartianperiodicactivity 1api-356360575No ratings yet
- STED Microscopy AbberiorDocument23 pagesSTED Microscopy AbberiorOskar SzelestNo ratings yet
- E 96 - e 96M - 15Document13 pagesE 96 - e 96M - 15ruben carcamoNo ratings yet
- SiO2 Heat of FormationDocument2 pagesSiO2 Heat of FormationaydinjalaliNo ratings yet
- Act 3 (PHY LAB)Document4 pagesAct 3 (PHY LAB)Camille MagnoNo ratings yet
- Novel Polymer Systems for Controlled Drug DeliveryDocument33 pagesNovel Polymer Systems for Controlled Drug DeliveryYuzak GuntoroNo ratings yet
- Pressure MeasurementDocument19 pagesPressure Measurementdevarshikumar vaidya100% (1)
- Potassium Chloride: Alkali Metals Production (Li, Na, K)Document15 pagesPotassium Chloride: Alkali Metals Production (Li, Na, K)Nurul RamadhaniNo ratings yet
- Buffers KeyDocument5 pagesBuffers KeyHasantha PereraNo ratings yet
- Valency and Chemical Bond ValencyDocument2 pagesValency and Chemical Bond ValencyKanjariya AjayNo ratings yet
- 11 Chemistry Exemplar Chapter 13Document10 pages11 Chemistry Exemplar Chapter 13FloraNo ratings yet