You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Complete EDM Handbook - 1 PDFDocument8 pagesComplete EDM Handbook - 1 PDFmohd nazri salimNo ratings yet
- Vocology For The Singing Voice PDFDocument120 pagesVocology For The Singing Voice PDFNathalia Parra Garza100% (2)
- Bike Share ReportDocument16 pagesBike Share Reportsanjay975100% (1)
- Iso 2768 1Document7 pagesIso 2768 1Gary Ren100% (2)
- Ch13 1 PolymerMelt&ExtrusionDocument32 pagesCh13 1 PolymerMelt&ExtrusionPrabhu MechNo ratings yet
- Corrosion Prevention and Control PDFDocument308 pagesCorrosion Prevention and Control PDFfeni4kaNo ratings yet
- Metal Casting DefectsDocument32 pagesMetal Casting Defectsfeni4kaNo ratings yet
- Fit Selection BasicDocument1 pageFit Selection Basicfeni4kaNo ratings yet
- 06 PDFDocument8 pages06 PDFMarish KannanNo ratings yet
- Field Balancing Large Rotating MachineryDocument26 pagesField Balancing Large Rotating MachineryShantanu SamajdarNo ratings yet
- Mil DTL 16232GDocument17 pagesMil DTL 16232GPatrick StanleyNo ratings yet
- Casting Quality ControlDocument62 pagesCasting Quality ControlusharajendranNo ratings yet
- 9.ijaest Vol No 6 Issue No 1 Effect of Wedm Conditions On Surface Roughness A Prapmetric Ion Using Taguchi Method 041 048Document8 pages9.ijaest Vol No 6 Issue No 1 Effect of Wedm Conditions On Surface Roughness A Prapmetric Ion Using Taguchi Method 041 048iserpNo ratings yet
- How To Get-Your Idea Turned Into A PrototypeDocument15 pagesHow To Get-Your Idea Turned Into A Prototypefeni4kaNo ratings yet
- Quality Control of Sand Inclusion DefectsDocument22 pagesQuality Control of Sand Inclusion DefectsSathiyaPrakashNo ratings yet
- Tribology BasicsDocument70 pagesTribology Basicsfeni4kaNo ratings yet
- Recent Trends in Surface Metrology:, P. Pawlus, M. WieczorowskiDocument15 pagesRecent Trends in Surface Metrology:, P. Pawlus, M. Wieczorowskifeni4kaNo ratings yet
- Balancing OverviewDocument18 pagesBalancing Overviewfeni4kaNo ratings yet
- Balancing TolerancesDocument7 pagesBalancing TolerancesAnonymous 7aN0oYUm7v100% (2)
- Casting Aluminum Alloys PDFDocument14 pagesCasting Aluminum Alloys PDFfeni4kaNo ratings yet
- A Review On Grease Lubrication in Rolling BearingsDocument12 pagesA Review On Grease Lubrication in Rolling Bearingsfeni4kaNo ratings yet
- Lubrication and Wear Modelling of Artificial Hip Joints: A ReviewDocument18 pagesLubrication and Wear Modelling of Artificial Hip Joints: A Reviewfeni4kaNo ratings yet
- ASME B46.1 2009 Standard: Introduction To ASME B46.1-2009 Donald K. Cohen, Ph.D. 3/17/2011Document16 pagesASME B46.1 2009 Standard: Introduction To ASME B46.1-2009 Donald K. Cohen, Ph.D. 3/17/2011Sowmen ChakrobortyNo ratings yet
- EHD LubricationDocument28 pagesEHD Lubricationfeni4kaNo ratings yet
- Thomas RoughSurfacesDocument41 pagesThomas RoughSurfacesfeni4kaNo ratings yet
- Balancing ProcedureDocument8 pagesBalancing Procedurefeni4kaNo ratings yet
- Corrotect Tpi67 de enDocument6 pagesCorrotect Tpi67 de enfeni4kaNo ratings yet
- NSK Cat E728g 4Document12 pagesNSK Cat E728g 4André CarvalhoNo ratings yet
- Webinar Acceptance Sampling 2010-12-13 Final PDFDocument49 pagesWebinar Acceptance Sampling 2010-12-13 Final PDFfeni4kaNo ratings yet
- Webinar Acceptance Sampling 2010-12-13 Final PDFDocument49 pagesWebinar Acceptance Sampling 2010-12-13 Final PDFfeni4kaNo ratings yet
- Attributes Acceptance Sampling Understanding How It WorksDocument72 pagesAttributes Acceptance Sampling Understanding How It WorksdhtrungNo ratings yet
- HVS Hotel Cost Estimating Guide 2021Document124 pagesHVS Hotel Cost Estimating Guide 2021pascal rosasNo ratings yet
- Original Research PapersDocument13 pagesOriginal Research Papersrikaseo rikaNo ratings yet
- SCM 2011 PDFDocument4 pagesSCM 2011 PDFAakash KumarNo ratings yet
- Online Preboard Math PDFDocument4 pagesOnline Preboard Math PDFmarkos0% (1)
- Permeability Estimation PDFDocument10 pagesPermeability Estimation PDFEdison Javier Acevedo ArismendiNo ratings yet
- PP in Ii 001Document15 pagesPP in Ii 001Dav EipNo ratings yet
- Engine Torque Settings and Spec's 3.0L V6 SCDocument4 pagesEngine Torque Settings and Spec's 3.0L V6 SCMario MaravillaNo ratings yet
- Viva 15jun2008Document347 pagesViva 15jun2008garth.whitakerNo ratings yet
- Chapter 2 Ag - EconDocument7 pagesChapter 2 Ag - EconJay Kenneth Bajar Cernal100% (1)
- History of Computer ReviewerDocument10 pagesHistory of Computer ReviewerNeil Andrew Aliazas78% (9)
- Miracle Mills 300 Series Hammer MillsDocument2 pagesMiracle Mills 300 Series Hammer MillsSNo ratings yet
- NC Error PropagationDocument12 pagesNC Error PropagationSalman KhanNo ratings yet
- Avinash Uttareshwar MeherDocument6 pagesAvinash Uttareshwar MeheravinashNo ratings yet
- Cooling and Sealing Air System: Gas Turbine Training ManualDocument2 pagesCooling and Sealing Air System: Gas Turbine Training ManualVignesh SvNo ratings yet
- Advanced Office Add-In DevelopmentDocument40 pagesAdvanced Office Add-In DevelopmentReadoneNo ratings yet
- One Plan Student 1Document7 pagesOne Plan Student 1api-465826207No ratings yet
- 07 Endodontic RetreatmentDocument64 pages07 Endodontic RetreatmentGayathriNo ratings yet
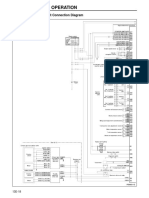
- Structure and Operation: 3. Electronic Control Unit Connection DiagramDocument16 pagesStructure and Operation: 3. Electronic Control Unit Connection DiagramAung Hlaing Min MyanmarNo ratings yet
- Malraux Anti-MemoiresDocument9 pagesMalraux Anti-MemoiresNevenaRistićNo ratings yet
- Palmiye Leaflet 2015 enDocument4 pagesPalmiye Leaflet 2015 ensaraju_felixNo ratings yet
- Strategic Cost AnalysisDocument24 pagesStrategic Cost AnalysisBusiness Expert Press100% (10)
- SPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESDocument17 pagesSPECIFIC ENERGY, ENERGY DENSITY OF FUELS and PRIMARY ENERGY SOURCESPranavBalarajuNo ratings yet
- Travel Advertisement RubricDocument2 pagesTravel Advertisement Rubricapi-316353024No ratings yet
- List of Tyre Pyrolysis Oil Companies in IndiaDocument2 pagesList of Tyre Pyrolysis Oil Companies in IndiaHaneesh ReddyNo ratings yet
- Post War TheatreDocument11 pagesPost War TheatrePaulPogba77No ratings yet
- COCCIMORPHDocument13 pagesCOCCIMORPHmiminNo ratings yet
- Wakit, Nico P.Document5 pagesWakit, Nico P.yeng botzNo ratings yet
- MLAB 3 - BoilerDocument3 pagesMLAB 3 - BoilerReden LopezNo ratings yet