You might also like
- Oisd 161Document20 pagesOisd 161Arvind BharadwajNo ratings yet
- Fas 13Document6 pagesFas 13LPG Equipment Consulting and ServicesNo ratings yet
- Oisd 161Document37 pagesOisd 161poojaupesNo ratings yet
- Sick Tanker Unloading PumpDocument3 pagesSick Tanker Unloading PumpSumantrra ChattopadhyayNo ratings yet
- Tender Document PT 051 PDFDocument148 pagesTender Document PT 051 PDFMadhav PurohitNo ratings yet
- Fuel Oil Road Tanker Unloading Pump DatasheetDocument4 pagesFuel Oil Road Tanker Unloading Pump DatasheetGop MangukiyaNo ratings yet
- Third Party Inspection of UGFSTsDocument9 pagesThird Party Inspection of UGFSTskhanz88_rulz1039No ratings yet
- Application Format For Seeking Certified CopiesDocument1 pageApplication Format For Seeking Certified CopiessinghcybercafeNo ratings yet
- Carbon Black Content Tester Operator's ManualDocument16 pagesCarbon Black Content Tester Operator's ManualsreeNo ratings yet
- Vol III Rate Schedule For Chimney-BhelDocument18 pagesVol III Rate Schedule For Chimney-BhelMallinatha PNNo ratings yet
- Is 8451Document30 pagesIs 8451Ramakrishnan AmbiSubbiahNo ratings yet
- DOCDocument207 pagesDOCdhaktodesatyajitNo ratings yet
- TLF GantryDocument13 pagesTLF GantryAr Anshul Chandrakar100% (1)
- API 5L Line Pipe Chemical Composition & Mechanical PropertiesDocument4 pagesAPI 5L Line Pipe Chemical Composition & Mechanical Propertiesamir_hayfaNo ratings yet
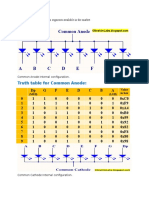
- Truth Table For Common AnodeDocument3 pagesTruth Table For Common AnodeSisay ADNo ratings yet
- Cryogenic Valve Test Procedure - PDF - Valve - Flow MeasurementDocument10 pagesCryogenic Valve Test Procedure - PDF - Valve - Flow MeasurementvikramNo ratings yet
- Inspection of Compressors: OISD-120 Amended EditionDocument20 pagesInspection of Compressors: OISD-120 Amended EditionNanu PatelNo ratings yet
- Retail Outlet Inspection Report for M/S Raghavendra Filling StationDocument6 pagesRetail Outlet Inspection Report for M/S Raghavendra Filling StationSairam Prasad EeturiNo ratings yet
- TE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.BDocument13 pagesTE-419888-001 - 869-U-1004 - ANTIFOAM INJECTION PACKAGE - Rev.Brizwan.zamanNo ratings yet
- SMP For Silica Hach 5500scDocument7 pagesSMP For Silica Hach 5500scPrince MaheshNo ratings yet
- HPCL Mundra-Delhi P/L PRJ Mundra - Delhi 16/71: Piping Material Specification 6544-00-16-71-SP-02 Rev 0Document7 pagesHPCL Mundra-Delhi P/L PRJ Mundra - Delhi 16/71: Piping Material Specification 6544-00-16-71-SP-02 Rev 0Gaurav TripathiNo ratings yet
- Material Requisition (MR) : 1.: CascadeDocument7 pagesMaterial Requisition (MR) : 1.: CascadesubudhiprasannaNo ratings yet
- D.06 - Hot Work Permit FormDocument1 pageD.06 - Hot Work Permit FormBenedito Cossa FelicianoNo ratings yet
- Cascade Data Sheet PDFDocument28 pagesCascade Data Sheet PDFvisutsiNo ratings yet
- How Many Questions Can Be Asked in One RTI ApplicationDocument6 pagesHow Many Questions Can Be Asked in One RTI ApplicationGANESH KUNJAPPA POOJARINo ratings yet
- Air Eliminator DatasheetDocument2 pagesAir Eliminator DatasheetbecpavanNo ratings yet
- HRSG Equipment ListDocument20 pagesHRSG Equipment ListManuel Jesus Perez MelgarNo ratings yet
- Pol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationDocument28 pagesPol Tanklorry Design & Safety: OISD - RP-167 For Restricted CirculationKiran KumarNo ratings yet
- FlowmeterDocument22 pagesFlowmeterAnandNo ratings yet
- Cost Estimate Form for 3D Modelling ProjectDocument1 pageCost Estimate Form for 3D Modelling ProjectMohamadSyahmiNo ratings yet
- Painampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PDocument6 pagesPainampuram, Muthukurmandal, S.P.S.R. Nellore District, A.PShanjiNo ratings yet
- Asme Sec XDocument1 pageAsme Sec XSARSAN NDTNo ratings yet
- BPCL Market DisciplaneDocument70 pagesBPCL Market DisciplanerajatNo ratings yet
- Skid Weight Calculation HHI-RAR-SD-SCAL-004. REV.CDocument8 pagesSkid Weight Calculation HHI-RAR-SD-SCAL-004. REV.CAgus MarpaungNo ratings yet
- Indian Minerals Yearbook 2019: 58 EditionDocument33 pagesIndian Minerals Yearbook 2019: 58 EditionmodoyioNo ratings yet
- Oisd192 PDFDocument68 pagesOisd192 PDFpmcmbharat264No ratings yet
- AAI SpecificationDocument799 pagesAAI SpecificationAditya VuthaNo ratings yet
- Eil GCC PDFDocument47 pagesEil GCC PDFRaveendran ParamasivanNo ratings yet
- Data SheetDocument7 pagesData Sheetahmed sanirNo ratings yet
- Commissioning Procedure - LPG Liquid ReceivingDocument5 pagesCommissioning Procedure - LPG Liquid ReceivingAba ShahrilNo ratings yet
- Method Statement For Repair Deethanizer Reflux Pump - CommentsDocument5 pagesMethod Statement For Repair Deethanizer Reflux Pump - CommentsRahmat HidayatNo ratings yet
- Asme B31.8Document8 pagesAsme B31.8deepndeepsi100% (1)
- Port Operations Manual 2002Document67 pagesPort Operations Manual 2002markie supieNo ratings yet
- HCL Fuel Tank SpecsDocument62 pagesHCL Fuel Tank SpecsM.Sreeram SanjayNo ratings yet
- Declaration in Case of Transferor Initiated CallDocument1 pageDeclaration in Case of Transferor Initiated CallYASHASWINI PNo ratings yet
- Work Permit RequirementsDocument1 pageWork Permit RequirementsBenedito Cossa FelicianoNo ratings yet
- ABO Ball ValveDocument6 pagesABO Ball ValveSunil BajpaiNo ratings yet
- OISD RP - 126: Maintenance of Rotating EquipmentDocument17 pagesOISD RP - 126: Maintenance of Rotating EquipmentSujeet PrasadNo ratings yet
- Form-15 Letter of IndemnityDocument1 pageForm-15 Letter of IndemnitySankar Nath Chakraborty0% (1)
- BTPGLN WagonDocument14 pagesBTPGLN WagonSuman MukherjeeNo ratings yet
- MP Jal Nigam tender for Mardanpur water supply schemeDocument287 pagesMP Jal Nigam tender for Mardanpur water supply schemedeyprasenNo ratings yet
- Technical Volume PDFDocument14 pagesTechnical Volume PDFindramaniNo ratings yet
- Inq - 610 - RF Gate Valves - 0.5 Inch To 1 Inch - SsDocument1 pageInq - 610 - RF Gate Valves - 0.5 Inch To 1 Inch - Ssnaveen_86No ratings yet
- Level Gauge Data Sheet for UOPSL Flowstation ProjectDocument4 pagesLevel Gauge Data Sheet for UOPSL Flowstation ProjectBABILIN VNo ratings yet
- Counterman's B-Series Catalog Section 3 (Debris Tank)Document29 pagesCounterman's B-Series Catalog Section 3 (Debris Tank)lalonusanNo ratings yet
- Equipment and Specifications for Tugboat ProjectsDocument15 pagesEquipment and Specifications for Tugboat Projectstri engineering100% (1)
- Industrial Gas Generator Illustrated Parts CatalogueDocument24 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- Industrial Gas Generator Illustrated Parts CatalogueDocument5 pagesIndustrial Gas Generator Illustrated Parts CataloguejuanaNo ratings yet
- Service Instruction 1037KDocument8 pagesService Instruction 1037KLuis AmayaNo ratings yet
- MEO Class 2 Misc Info PDFDocument17 pagesMEO Class 2 Misc Info PDFrajishrrrNo ratings yet
- Heikin Ashi 4 Metastock V1.0: User ManualDocument10 pagesHeikin Ashi 4 Metastock V1.0: User ManualAggelos KotsokolosNo ratings yet
- Calculation of Power Required by Air Compressor and PowerDocument3 pagesCalculation of Power Required by Air Compressor and Powerrenger20150303No ratings yet
- OISD Tank Farm Rules The Piping Engineering WorldDocument1 pageOISD Tank Farm Rules The Piping Engineering Worldrenger20150303No ratings yet
- Design of Storage Tanks For EthanolDocument36 pagesDesign of Storage Tanks For EthanolSACHIN CHAVAN0% (1)
- Ethanol Production From GrainDocument21 pagesEthanol Production From Grainrenger20150303No ratings yet
- In The Pipes - Tricks and Settings For Pipe Bends in Plant 3DDocument1 pageIn The Pipes - Tricks and Settings For Pipe Bends in Plant 3Drenger20150303No ratings yet
- Heikin-Ashi Algorithms OptimizeDocument6 pagesHeikin-Ashi Algorithms Optimizerenger20150303No ratings yet
- How To Read PIDDocument4 pagesHow To Read PIDlennisavilaNo ratings yet
- C. Specifications For Cone Roof TKDocument21 pagesC. Specifications For Cone Roof TKFajar Sidiq AliwiyonoNo ratings yet
- Piping Olets: Branching Fittings GuideDocument3 pagesPiping Olets: Branching Fittings Guiderenger20150303100% (1)
- Design of Steam Pipe Layout and Hanger SupportDocument5 pagesDesign of Steam Pipe Layout and Hanger Supportrenger20150303No ratings yet
- Efficient Fire Services: Anand GadekarDocument14 pagesEfficient Fire Services: Anand Gadekarrenger20150303No ratings yet
- 12 Mar 2019 162146807ULX2MK6XBriefsummaryofJaipurTRUDocument3 pages12 Mar 2019 162146807ULX2MK6XBriefsummaryofJaipurTRUrenger20150303No ratings yet
- TD JP GoI 03112021Document49 pagesTD JP GoI 03112021renger20150303No ratings yet
- Fdocuments - in - Chapter 3 Fire Protection Engineering 31 Fire Protection Chapter 3 FireDocument88 pagesFdocuments - in - Chapter 3 Fire Protection Engineering 31 Fire Protection Chapter 3 Firerenger20150303No ratings yet
- Pump Types and SuppliersDocument12 pagesPump Types and Suppliersrenger20150303No ratings yet
- Designing Sawdust Collection Systems | Spiral ManufacturingDocument3 pagesDesigning Sawdust Collection Systems | Spiral Manufacturingrenger20150303No ratings yet
- TN 54936 01-18-10 Public Scoping Comment From Don DeckerDocument9 pagesTN 54936 01-18-10 Public Scoping Comment From Don Deckerrenger20150303No ratings yet
- Simulation of Technical Indicators For Better Profits in The Indian Stock MarketDocument8 pagesSimulation of Technical Indicators For Better Profits in The Indian Stock Marketrenger20150303No ratings yet
- Is 910-Hydrant-Hydrant-Cover-And-Lower-ValveDocument10 pagesIs 910-Hydrant-Hydrant-Cover-And-Lower-Valverenger20150303No ratings yet
- Fire FIghting in Cable Galery and Rised Floor - Electric Power & Transmission & Distribution - Eng-TipsDocument1 pageFire FIghting in Cable Galery and Rised Floor - Electric Power & Transmission & Distribution - Eng-Tipsrenger20150303No ratings yet
- PMC Projects (India) Pvt. LTD.: Adani Mormugao Port Terminal (P) LTDDocument31 pagesPMC Projects (India) Pvt. LTD.: Adani Mormugao Port Terminal (P) LTDrenger20150303No ratings yet
- The Effect of Operating Conditions On Resistance PDocument9 pagesThe Effect of Operating Conditions On Resistance Prenger20150303No ratings yet
- Motor Winding Copper Wire at Rs 535 - kilogram - ताम्बे की तार - PR Products, Delhi - ID - 14715722955Document7 pagesMotor Winding Copper Wire at Rs 535 - kilogram - ताम्बे की तार - PR Products, Delhi - ID - 14715722955renger20150303No ratings yet
- A New Pressure Vessel Design by Analysis Method Avoiding Stress CategorizationDocument6 pagesA New Pressure Vessel Design by Analysis Method Avoiding Stress Categorizationrenger20150303No ratings yet
- Continuous Monitoring of The Calorific Value of Mixed Gaseous FuelsDocument4 pagesContinuous Monitoring of The Calorific Value of Mixed Gaseous FuelsJean RisquezNo ratings yet
- SPI ConfigureUsersGuide PDFDocument84 pagesSPI ConfigureUsersGuide PDFSARFRASNo ratings yet
- 05 TP Arizona Rev3Document75 pages05 TP Arizona Rev3renger20150303No ratings yet
- Car and Bus ScheduleDocument8 pagesCar and Bus Schedulerenger20150303No ratings yet
- Treatment For Non-Alcoholic Fatty Liver With Different Doses of Vitamin E - Full Text View - ClinicalTrials - GovDocument6 pagesTreatment For Non-Alcoholic Fatty Liver With Different Doses of Vitamin E - Full Text View - ClinicalTrials - Govrenger20150303No ratings yet
- H2O2 vs. KIkinetics PracticalDocument3 pagesH2O2 vs. KIkinetics PracticalMehul KhimaniNo ratings yet
- Gme Analysis MethodDocument78 pagesGme Analysis MethodMehmet DumanNo ratings yet
- Cambridge Lower Secondary Checkpoint: ChemistryDocument8 pagesCambridge Lower Secondary Checkpoint: ChemistrySeptian Eka Trueno100% (1)
- SNC 2D0 Naming Acids and Writing Formulae AnswersDocument2 pagesSNC 2D0 Naming Acids and Writing Formulae AnswersAL - 10CC 702545 Meadowvale SSNo ratings yet
- 100 Chemistry Questions On PH Scale by Justified (JBC)Document27 pages100 Chemistry Questions On PH Scale by Justified (JBC)Godsown okiehorNo ratings yet
- Dictionar Tehnic Roman-Englez (A-I)Document798 pagesDictionar Tehnic Roman-Englez (A-I)Dana Lepadatu100% (5)
- Lewatit-S-1668-L RESIN PDFDocument5 pagesLewatit-S-1668-L RESIN PDFcelina podetti100% (1)
- Huakeyi Silica Manual Book PDFDocument44 pagesHuakeyi Silica Manual Book PDFdhitanandaNo ratings yet
- PDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochDocument7 pagesPDD, MSDS, Battery, Leoch, 2015-01, Lead Acid Battery - Huse2015 - Aaen - Msds Battery - LeochMarco Antonio Valdez RojasNo ratings yet
- Solution Manual For Matrix Analysis of Structures 2nd Edition by KassimaliDocument36 pagesSolution Manual For Matrix Analysis of Structures 2nd Edition by Kassimalisecrecy.tetradic.0s46al100% (45)
- High Throw Bright Acid Copper and Through-Hole Plating of Printed Circuit BoardsDocument5 pagesHigh Throw Bright Acid Copper and Through-Hole Plating of Printed Circuit BoardsUsman ali CheemaNo ratings yet
- Bce - H2so4 Filter Guide - Mist Eliminator TroubleshootingDocument5 pagesBce - H2so4 Filter Guide - Mist Eliminator TroubleshootingDũng LêNo ratings yet
- CCHS 2019 Chem Prelim 6092 P1Document22 pagesCCHS 2019 Chem Prelim 6092 P1Timothy HandokoNo ratings yet
- Week 2Document15 pagesWeek 2ALPHEAUS-MBA AwajibenejiNo ratings yet
- Lloyd N. Ferguson - The Synthesis of Aromatic AldehydesDocument28 pagesLloyd N. Ferguson - The Synthesis of Aromatic AldehydesRoundSTICNo ratings yet
- معايرة حامض الهيدروكلوريك انكليزيDocument17 pagesمعايرة حامض الهيدروكلوريك انكليزيأحمد غالب مهدي - مسائي C-1No ratings yet
- 0620 w09 QP 6Document12 pages0620 w09 QP 6monahamdi2004No ratings yet
- ICSE Class 10 CHEMISTRY Previous Year Question Paper 2011Document8 pagesICSE Class 10 CHEMISTRY Previous Year Question Paper 2011Madhu SudanNo ratings yet
- Oxidations With Cerium Sulphate SolutionsDocument4 pagesOxidations With Cerium Sulphate Solutionsliz_hobbs79No ratings yet
- E439-10 Standard Test Methods For Chemical Analysis of BerylliumDocument8 pagesE439-10 Standard Test Methods For Chemical Analysis of Berylliumjavier perezNo ratings yet
- ICSE Class 10 Chemistry Previous Year Question Paper 2019: A ReviewDocument9 pagesICSE Class 10 Chemistry Previous Year Question Paper 2019: A ReviewHotam singh100% (1)
- The Elements of the Carbon Family Group 4ADocument41 pagesThe Elements of the Carbon Family Group 4AgodraaNo ratings yet
- Igcse Model Paper 4 2021Document10 pagesIgcse Model Paper 4 2021Khadija mNo ratings yet
- Total Sulfur in Fuel Gases by Combustion and Barium Chloride TitrationDocument6 pagesTotal Sulfur in Fuel Gases by Combustion and Barium Chloride Titrationdavid dawoudNo ratings yet
- Analyse Salt for Acidic and Basic RadicalsDocument4 pagesAnalyse Salt for Acidic and Basic RadicalsRahul ChouhanNo ratings yet
- 4 - Watkinson - Coke Formation - F - FoulingDocument8 pages4 - Watkinson - Coke Formation - F - Foulingeragorn100% (1)
- Rising Demand for Sulfuric AcidDocument41 pagesRising Demand for Sulfuric Acidnurulsyahida123No ratings yet
- Experiment 2 457Document7 pagesExperiment 2 457Sarah HannisNo ratings yet
- 2017 NSS Convention Trip Report - Ted & Cheryl KayesDocument8 pages2017 NSS Convention Trip Report - Ted & Cheryl KayesrasswebmasterNo ratings yet
- Installation Manual - TP5700Document148 pagesInstallation Manual - TP5700israrNo ratings yet