You might also like
- Polyethylene Terephthalate (PET) : Ihs ChemicalDocument9 pagesPolyethylene Terephthalate (PET) : Ihs ChemicalMOHAMMADSAJJAD PATELNo ratings yet
- Polypropylene Resins - Chemical Economics Handbook (CEH) - IHS MarkitDocument8 pagesPolypropylene Resins - Chemical Economics Handbook (CEH) - IHS MarkitarmanNo ratings yet
- Propylene Process Summary: Ihs ChemicalDocument6 pagesPropylene Process Summary: Ihs ChemicalRishi SaxenaNo ratings yet
- Natural Gas Liquids Separation and Recovery Process Economics Program Review 2016-05Document126 pagesNatural Gas Liquids Separation and Recovery Process Economics Program Review 2016-05Olusegun Oyebanji100% (2)
- Bimodal HDPE: Ihs ChemicalDocument9 pagesBimodal HDPE: Ihs ChemicalGI2015No ratings yet
- Aromatics Upgrading Technologies: Ihs ChemicalDocument9 pagesAromatics Upgrading Technologies: Ihs ChemicalLêĐứcTiếnNo ratings yet
- Hydrocracking by Slurry ProcessDocument9 pagesHydrocracking by Slurry ProcessVikas KumarNo ratings yet
- RP267B Toc PDFDocument7 pagesRP267B Toc PDFManasNo ratings yet
- ETIP Bioenergy - 2020!11!11 - P. Corvo - Bringing Commercial Cellulosic Ethanol Production To The MarketDocument23 pagesETIP Bioenergy - 2020!11!11 - P. Corvo - Bringing Commercial Cellulosic Ethanol Production To The MarkethzulqadadarNo ratings yet
- Polypropylene Impact Copolymer: Ihs ChemicalDocument11 pagesPolypropylene Impact Copolymer: Ihs ChemicalGhasem BashiriNo ratings yet
- PEP Report On Small Scale CO2 Utilization Plants 1701072912Document10 pagesPEP Report On Small Scale CO2 Utilization Plants 1701072912fatih.goekceNo ratings yet
- RP153E Toc PDFDocument12 pagesRP153E Toc PDFAshwani KumarNo ratings yet
- RHP Corporate Presentation November 2018 PDFDocument12 pagesRHP Corporate Presentation November 2018 PDFAsbar AmriNo ratings yet
- 1H-2021 Company Update: PT Medco Energi Internasional TBK (IDX Ticker: MEDC) Jakarta, 4 November 2021Document24 pages1H-2021 Company Update: PT Medco Energi Internasional TBK (IDX Ticker: MEDC) Jakarta, 4 November 2021Bisri MustofaNo ratings yet
- Polybutadiene ElastomersDocument63 pagesPolybutadiene Elastomerstotojul1No ratings yet
- Evolution of The CDM: Toward 2012 and BeyondDocument13 pagesEvolution of The CDM: Toward 2012 and BeyondSaurav GuptaNo ratings yet
- Aston Martin Lagonda 2022 Sustainability ReportDocument96 pagesAston Martin Lagonda 2022 Sustainability ReportlamolalpNo ratings yet
- 16-02 GTP PresentationDocument20 pages16-02 GTP PresentationHamed MolaviNo ratings yet
- Isoprene by Isopentane Dehydrogenation: Ihs ChemicalDocument5 pagesIsoprene by Isopentane Dehydrogenation: Ihs ChemicalMary Grace VelitarioNo ratings yet
- RPT 22 18Document266 pagesRPT 22 18Paco MorenoNo ratings yet
- Report Hari Ini CSRDocument37 pagesReport Hari Ini CSRRezaNugrahaNo ratings yet
- Snapshotof Indias Oiland Gasdata March 2022 UploadDocument38 pagesSnapshotof Indias Oiland Gasdata March 2022 UploadRonaldo DmelloNo ratings yet
- 180.070 SG3 GlobalExcelDocument16 pages180.070 SG3 GlobalExcelMechanical PowerNo ratings yet
- World Energy ResourcesDocument11 pagesWorld Energy ResourcesDjamel BoulfelfelNo ratings yet
- Clariant Brochure Methanol Synthesis 201711 ENDocument16 pagesClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNo ratings yet
- Sep 2021 (A)Document38 pagesSep 2021 (A)Woody MarcNo ratings yet
- Design of A Plant For The Production of 16,000 Metric Tonnes of Bio-Methanol Per Annum From WoodDocument13 pagesDesign of A Plant For The Production of 16,000 Metric Tonnes of Bio-Methanol Per Annum From WoodInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- 17 SongkriertDocument57 pages17 Songkriertapi-3714517No ratings yet
- Demonstrating Large Scale CCU For A Methanol Plant (5000TPD) Foster Wheeler 2016 - Technoeconomic StudyDocument17 pagesDemonstrating Large Scale CCU For A Methanol Plant (5000TPD) Foster Wheeler 2016 - Technoeconomic Studydaraj darajNo ratings yet
- Methanol ProjectDocument14 pagesMethanol ProjectcocoNo ratings yet
- Business Project Plan: BangladeshDocument45 pagesBusiness Project Plan: BangladeshWinfred John Black PembaNo ratings yet
- Letter of OfferDocument36 pagesLetter of OfferSamirHashimNo ratings yet
- Climate Smart Process Design For Current and Future Methanol ProductionDocument14 pagesClimate Smart Process Design For Current and Future Methanol ProductionAlejandro SifuentesNo ratings yet
- Tatva Chintan IC A Breath of Fresh AirDocument29 pagesTatva Chintan IC A Breath of Fresh AirSandeep WandreNo ratings yet
- Snapshot of India's Oil & Gas Data May 2023 Upload (1)Document39 pagesSnapshot of India's Oil & Gas Data May 2023 Upload (1)Amrit IyerNo ratings yet
- Mitigating Carbon EmissionsDocument55 pagesMitigating Carbon Emissionseuro.rep7117No ratings yet
- General Brochure - Johnson ControlsDocument4 pagesGeneral Brochure - Johnson Controlst_i_f_anoNo ratings yet
- economics-of-ccs-in-refining-singapore-case-studyDocument33 pageseconomics-of-ccs-in-refining-singapore-case-studyJarodNo ratings yet
- Petrochemical Projects in Indonesia in The Pipeline - Fluid Handling MagazineDocument1 pagePetrochemical Projects in Indonesia in The Pipeline - Fluid Handling MagazineDennis Koay GMNo ratings yet
- West-East Gas Pipeline ChinaDocument22 pagesWest-East Gas Pipeline ChinaMohsinishakNo ratings yet
- AP's Presentation To Chem Conf Re Electronics 11-01Document25 pagesAP's Presentation To Chem Conf Re Electronics 11-01Van SotNo ratings yet
- Cot C Brochure PepDocument8 pagesCot C Brochure Pepswaggeroni yololo100% (1)
- Replace Glycol Dehydration Units with Methanol Injection (PRO No. 205Document2 pagesReplace Glycol Dehydration Units with Methanol Injection (PRO No. 205Ahmed El batalNo ratings yet
- Snapshot of India S Oil Gas Data Apr 2023 UploadDocument39 pagesSnapshot of India S Oil Gas Data Apr 2023 UploadAyush SharmaNo ratings yet
- Biodiesel Magazine SepDocument28 pagesBiodiesel Magazine Sepluz laraNo ratings yet
- Alquitran de Hulla Articulo - InglesDocument11 pagesAlquitran de Hulla Articulo - InglesGeorge Esteban Obeso PeñaNo ratings yet
- France's Biomethane Development and Regional IssuesDocument22 pagesFrance's Biomethane Development and Regional IssuesAli TreeshNo ratings yet
- Project Proposal For LPG in Eth PDFDocument28 pagesProject Proposal For LPG in Eth PDFMuaz100% (26)
- CMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Document14 pagesCMGPP FD PR BOD 0001 - Process Basis of Design - Rev.0Văn HoàngNo ratings yet
- Optimization and Retrofit Studies For Naphthalene Production ProcessDocument9 pagesOptimization and Retrofit Studies For Naphthalene Production ProcessAbhinav KrishnaNo ratings yet
- GHG Footprinting Logistic ChainsDocument42 pagesGHG Footprinting Logistic Chainssebas barbsoaNo ratings yet
- Gop Uty 01B (GT)Document97 pagesGop Uty 01B (GT)Warda YousafNo ratings yet
- Overview and Introduction Dina BacovskyDocument11 pagesOverview and Introduction Dina BacovskyAA GGNo ratings yet
- Topic 5 Petrochemicals From Methane-Singles1 PDFDocument89 pagesTopic 5 Petrochemicals From Methane-Singles1 PDFCHOON CHEAK YOKNo ratings yet
- Libro de GasesDocument201 pagesLibro de GasesMiguel MoralesNo ratings yet
- Path To Decarbonization: Eni For 2018Document40 pagesPath To Decarbonization: Eni For 2018Long NguyenNo ratings yet
- European Spot Gas Markets-14-Jan-2021 PDFDocument20 pagesEuropean Spot Gas Markets-14-Jan-2021 PDFTihomir RoščićNo ratings yet
- Topsoe MethanolDocument14 pagesTopsoe Methanolk_selv321100% (2)
- Financing Solutions to Reduce Natural Gas Flaring and Methane EmissionsFrom EverandFinancing Solutions to Reduce Natural Gas Flaring and Methane EmissionsRating: 5 out of 5 stars5/5 (1)
- HE Paraxylene Feature July 2015Document4 pagesHE Paraxylene Feature July 2015Maria de los AngelesNo ratings yet
- Xylene Market Size, Share, Trends - Global Industry Report, 2020Document2 pagesXylene Market Size, Share, Trends - Global Industry Report, 2020Akshata DalviNo ratings yet
- ReliancepxDocument42 pagesReliancepxAkshata DalviNo ratings yet
- Tentang XyleneDocument196 pagesTentang XyleneWidyaRachmasariNo ratings yet
- Us7381858 PDFDocument15 pagesUs7381858 PDFAkshata DalviNo ratings yet
- Us7381858 PDFDocument15 pagesUs7381858 PDFAkshata DalviNo ratings yet
- AxenDocument8 pagesAxenAkshata DalviNo ratings yet
- BP FPDocument8 pagesBP FPAkshata DalviNo ratings yet
- Paraxylene Crystallization Technology: Process Features Process BenefitsDocument2 pagesParaxylene Crystallization Technology: Process Features Process BenefitsyckimNo ratings yet
- Rand Mg358Document154 pagesRand Mg358Akshata DalviNo ratings yet
- Nicholas Kinnis CBIDocument11 pagesNicholas Kinnis CBIAkshata DalviNo ratings yet
- Axen ExxonDocument8 pagesAxen ExxonAkshata DalviNo ratings yet
- Free SWOT Analysis TemplateDocument1 pageFree SWOT Analysis Templatereza tavayefNo ratings yet
- HS454 AssignmentDocument4 pagesHS454 AssignmentAkshata DalviNo ratings yet
- Singapore's Water Policy SuccessDocument8 pagesSingapore's Water Policy SuccessAkshata DalviNo ratings yet
- Insights Bullish Near Term OutlookDocument62 pagesInsights Bullish Near Term OutlookHandy HarisNo ratings yet
- GSP2012 Exercise 1Document4 pagesGSP2012 Exercise 1Mohamed KamalNo ratings yet
- Oil and gas fields in Norway industrial heritage planDocument11 pagesOil and gas fields in Norway industrial heritage planKooroshNo ratings yet
- Coal MiningDocument4 pagesCoal MiningLara CharisseNo ratings yet
- Training Petroleum Engineering For Non Petroleum EngineerDocument6 pagesTraining Petroleum Engineering For Non Petroleum EngineerBemby DirgantNo ratings yet
- 2018 - 05 - 25-12-49-44 - Watermarked HM 50Document32 pages2018 - 05 - 25-12-49-44 - Watermarked HM 50Prashant SharmaNo ratings yet
- Dividing Wall Technology in Distillation ColumnsDocument5 pagesDividing Wall Technology in Distillation ColumnsAmda AmdaNo ratings yet
- Amna Crude Oil PDFDocument22 pagesAmna Crude Oil PDFMosaddekNo ratings yet
- MDSO831D Petro Retailing Business - WordDocument266 pagesMDSO831D Petro Retailing Business - WordKhan SaudNo ratings yet
- How To Estimate Product YieldsDocument12 pagesHow To Estimate Product Yieldssaleh4060No ratings yet
- Lower Explosive Limits of Combustible GasesDocument1 pageLower Explosive Limits of Combustible GasesSandro ChiliquingaNo ratings yet
- AlkenesDocument31 pagesAlkenesjesslynNo ratings yet
- LNG Terminals in IndiaDocument20 pagesLNG Terminals in IndiaJyotishko BanerjeeNo ratings yet
- RIL 4Q FY18 Analyst Presentation 27apr18 PDFDocument110 pagesRIL 4Q FY18 Analyst Presentation 27apr18 PDFneethuNo ratings yet
- Fundamental of Exploration and ProductionDocument34 pagesFundamental of Exploration and ProductionVelya Galyani Pasila Galla100% (1)
- Management Science - Lecture 2Document9 pagesManagement Science - Lecture 2Nicole SallanNo ratings yet
- LNG & LPG Shipping Fundamentals PDFDocument15 pagesLNG & LPG Shipping Fundamentals PDFRafi Algawi100% (1)
- Oil and Gas Incremental Project AnalysisDocument16 pagesOil and Gas Incremental Project AnalysisediwskiNo ratings yet
- 2012 Internation Pet Refining Journal India Lube Paper-TECHNOLOGY UOP Oct12Document10 pages2012 Internation Pet Refining Journal India Lube Paper-TECHNOLOGY UOP Oct12Chatt JrNo ratings yet
- Reservior Drive Mechanism.: Okoh Oluchi IdamDocument22 pagesReservior Drive Mechanism.: Okoh Oluchi IdamOko Id100% (1)
- Question of Aspen HysysDocument2 pagesQuestion of Aspen HysysRiazNo ratings yet
- The Vegetable Oil Industry in Pakistan: August 2005Document3 pagesThe Vegetable Oil Industry in Pakistan: August 2005Nguyễn ChinhNo ratings yet
- History ONGCDocument5 pagesHistory ONGCManojKumarNo ratings yet
- Alkylation, Isomerisation and PolymerisationDocument27 pagesAlkylation, Isomerisation and PolymerisationSudarshan GopalNo ratings yet
- Al Sabil Doors O&g ExpDocument2 pagesAl Sabil Doors O&g ExpRajasekarNo ratings yet
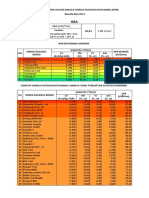
- Harga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) BULAN Mei 2017Document4 pagesHarga Batubara Acuan (Hba) & Harga Patokan Batubara (HPB) BULAN Mei 2017Dans RohmanNo ratings yet
- Energy September 2023Document41 pagesEnergy September 2023Dalina Maria AndreiNo ratings yet
- Enhanced Oil RecoveryDocument4 pagesEnhanced Oil RecoveryODUMUYIWANo ratings yet
- Initial Screening of Aos Surfactant, Its Performance in Eor To Improve Oil RecoveryDocument7 pagesInitial Screening of Aos Surfactant, Its Performance in Eor To Improve Oil RecoveryReno PratiwiNo ratings yet
- Te ML 06 T Traktory Prevodovky en PDFDocument19 pagesTe ML 06 T Traktory Prevodovky en PDFAttila EngiNo ratings yet