You might also like
- BCUDocument8 pagesBCUJigyesh SharmaNo ratings yet
- SCF CalDocument17 pagesSCF CalGanesh SantoshNo ratings yet
- Section 9Document43 pagesSection 9Yahya AsiriNo ratings yet
- Baranagar-TSS Relay Test ReportDocument75 pagesBaranagar-TSS Relay Test ReportHari haranNo ratings yet
- Type P8n, PQ8n, PN8n: Auxiliary RelayDocument7 pagesType P8n, PQ8n, PN8n: Auxiliary RelayDinesh ThevanNo ratings yet
- OLTC FailureDocument18 pagesOLTC FailurevtpsNo ratings yet
- Selectivity Catalog Domestic 291015Document12 pagesSelectivity Catalog Domestic 291015Samarendu BaulNo ratings yet
- EDOC-Surge Arrester Sizing For SubDocument14 pagesEDOC-Surge Arrester Sizing For SubEl Comedor BenedictNo ratings yet
- Lightning Arresters Sl. No. Description Lightning Arresters: Peak Peak PeakDocument3 pagesLightning Arresters Sl. No. Description Lightning Arresters: Peak Peak PeakAnil MarturiNo ratings yet
- Directional Overcurrent RelayingDocument23 pagesDirectional Overcurrent RelayingTamjid KabirNo ratings yet
- Outdoor Type Three-Phase Transformers Up To and Distribution Including 100 kVA 11 Kv-SpecificationDocument7 pagesOutdoor Type Three-Phase Transformers Up To and Distribution Including 100 kVA 11 Kv-SpecificationGaurav AgarwalNo ratings yet
- JD-132-QA-E41-01 - TUBE SIZING 50 DGRDocument14 pagesJD-132-QA-E41-01 - TUBE SIZING 50 DGRRami The OneNo ratings yet
- 03 Directional OvercurrentDocument10 pages03 Directional OvercurrentM Kumar MarimuthuNo ratings yet
- ADR219 CMDocument133 pagesADR219 CMRajiv ChandranNo ratings yet
- Battery Sizing CalculationDocument3 pagesBattery Sizing CalculationBelos SahajiNo ratings yet
- 110V Battery Sizing - Ni-Cad-Dhunge Shangu SS - Rev-02Document21 pages110V Battery Sizing - Ni-Cad-Dhunge Shangu SS - Rev-02Janmejey BarikNo ratings yet
- VR La Batterie Edited 15Document8 pagesVR La Batterie Edited 15SOMU_61No ratings yet
- Approved - 216 KV LA - GTP & DrgsDocument22 pagesApproved - 216 KV LA - GTP & DrgsGuru MishraNo ratings yet
- 4Document14 pages4Balamurugan ArumugamNo ratings yet
- PVsyst Training Part IDocument96 pagesPVsyst Training Part IBarun BiswasNo ratings yet
- Failure Analysis of A Power Transformer Using Dissolved Gas Analysis - A Case StudyDocument4 pagesFailure Analysis of A Power Transformer Using Dissolved Gas Analysis - A Case StudyInternational Journal of Research in Engineering and Technology100% (1)
- Commissioning of DAVRDocument70 pagesCommissioning of DAVRPMG Bhuswal Project100% (1)
- 33 KV Outdoor VCB Pv1750bDocument4 pages33 KV Outdoor VCB Pv1750bAnoop Kumar PandayNo ratings yet
- Technical Overview of the MiCOM Px4x Protection Relay RangeDocument148 pagesTechnical Overview of the MiCOM Px4x Protection Relay RangeRichard Callo CNo ratings yet
- Technical Data Sheet - 250kva TransformersDocument2 pagesTechnical Data Sheet - 250kva TransformerspavanNo ratings yet
- 110V Battery & Charger Sizing Calculation for PHP SubstationDocument18 pages110V Battery & Charger Sizing Calculation for PHP SubstationarafinNo ratings yet
- GTP 63 Mva - R0 FinalDocument10 pagesGTP 63 Mva - R0 FinalmidhunvarNo ratings yet
- 400kV GIS - 1512101 R6Document36 pages400kV GIS - 1512101 R6waqarNo ratings yet
- CLPS - 11kV GSUT and GEN Protection CT Sizing Calculation Rev ADocument5 pagesCLPS - 11kV GSUT and GEN Protection CT Sizing Calculation Rev ATosikur Rahman100% (1)
- INSTALLATION METHOD OF 220kv CABLE SYSTEMDocument18 pagesINSTALLATION METHOD OF 220kv CABLE SYSTEMAsif EqbalNo ratings yet
- IEEE STD C57.19.00-2004 (CN - EN)Document18 pagesIEEE STD C57.19.00-2004 (CN - EN)pdrich8No ratings yet
- Parchur ClampsDocument2 pagesParchur ClampsPudeti RaghusreenivasNo ratings yet
- DecisionERCCaseNo2012 128RC PDFDocument24 pagesDecisionERCCaseNo2012 128RC PDFFranz Xyrlo Ibarra TobiasNo ratings yet
- 415V Side Relay Setting DataDocument8 pages415V Side Relay Setting DataRenga Ramanujan CNo ratings yet
- Guaranteed Technical Particulars of Vacuum Interrupter Type Vg4-02 Equivalent To V-207 GBDocument3 pagesGuaranteed Technical Particulars of Vacuum Interrupter Type Vg4-02 Equivalent To V-207 GBLalit SoniNo ratings yet
- BHEL 11kV VCB specificationDocument6 pagesBHEL 11kV VCB specificationSHAJAHANNo ratings yet
- 110kV 1250A isolator technical parametersDocument19 pages110kV 1250A isolator technical parametersneerajNo ratings yet
- Sastec2 - Technical Offer - 220kv Gis JSPL - Angul - Rev CDocument18 pagesSastec2 - Technical Offer - 220kv Gis JSPL - Angul - Rev CRakesh Kumar Singh (Phase 1B)No ratings yet
- AAAC Panther (Up)Document1 pageAAAC Panther (Up)sougata mukherjeeNo ratings yet
- CVT Test Report FormatDocument3 pagesCVT Test Report FormatsamarbtechNo ratings yet
- Gas Insulated SwitchGearDocument8 pagesGas Insulated SwitchGearAnkur GoelNo ratings yet
- 33kV HT Panel SpecificationDocument2 pages33kV HT Panel SpecificationSAEL SOLAR100% (1)
- 03HYUNDAI Intelligent Preventative Diagnostic System (HiPDS)Document12 pages03HYUNDAI Intelligent Preventative Diagnostic System (HiPDS)juliancansenNo ratings yet
- ! - 1979 - Drouet, M., & Nadeau, F. - Pressure Waves Due To Arcing Faults in A SubstationDocument4 pages! - 1979 - Drouet, M., & Nadeau, F. - Pressure Waves Due To Arcing Faults in A SubstationMikeNo ratings yet
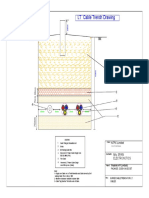
- Cable Trench DrawingDocument1 pageCable Trench DrawingAMIT VIJAYVARGI100% (1)
- 3 66kv630 SQMM 1c Power CableDocument26 pages3 66kv630 SQMM 1c Power CableKeval VelaniNo ratings yet
- Slip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFDocument4 pagesSlip Ring Motor Liquid Resistor Soft Starting System (HV-LRS) PDFLouie FernandezNo ratings yet
- Apgenco Ae 2017 Key PDFDocument2 pagesApgenco Ae 2017 Key PDFkotaNo ratings yet
- Setings Calculation New HavenDocument6 pagesSetings Calculation New HavenWilfred AsonmwonririNo ratings yet
- Abb 11kv Vd4 VCB CatalogueDocument10 pagesAbb 11kv Vd4 VCB CataloguePithoon UngnaparatNo ratings yet
- 220KV Line - 2 P444Document5 pages220KV Line - 2 P444JayamkondanNo ratings yet
- KSH International Enamelled Copper Conductors/Strips BrochureDocument2 pagesKSH International Enamelled Copper Conductors/Strips Brochurekshintl100% (1)
- Circuit Breaker Timing Test ResultsDocument2 pagesCircuit Breaker Timing Test ResultsAhmed FathyNo ratings yet
- Voltage Drop Calculation of 11kV H.V. Motor at Starting: ST STDocument2 pagesVoltage Drop Calculation of 11kV H.V. Motor at Starting: ST STdpkfatnani05No ratings yet
- Condition Monitoring of Instrument Transformers - POWERGRID ExperienceDocument36 pagesCondition Monitoring of Instrument Transformers - POWERGRID ExperiencebcqbaoNo ratings yet
- Pages From Electrical Transmission and Distribution Reference Book of WestinghouseDocument4 pagesPages From Electrical Transmission and Distribution Reference Book of WestinghousesparkCENo ratings yet
- IEC VS ANSI CT Burden Comparision PDFDocument3 pagesIEC VS ANSI CT Burden Comparision PDFflyzalNo ratings yet
- Generator Data Sheet of BHELDocument21 pagesGenerator Data Sheet of BHELbramhanand vermaNo ratings yet
- The Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsFrom EverandThe Technology of Instrument Transformers: Current and Voltage Measurement and Insulation SystemsNo ratings yet
- Ion - 052 AMDocument1 pageIon - 052 AMBagusIrawanSaputraNo ratings yet
- Lightning Protection Guide - Complete - DeHNDocument331 pagesLightning Protection Guide - Complete - DeHNNeilfred Gerona Sio100% (2)
- Lightning Protection Guide - Complete - DeHNDocument331 pagesLightning Protection Guide - Complete - DeHNNeilfred Gerona Sio100% (2)
- Relay IndexDocument20 pagesRelay IndexBagusIrawanSaputraNo ratings yet
- Lightning Design For Substation and IndustrialDocument13 pagesLightning Design For Substation and IndustrialBagusIrawanSaputraNo ratings yet
- Bukit Darah Ar 2014 15Document236 pagesBukit Darah Ar 2014 15BagusIrawanSaputraNo ratings yet
- 2UCD301089-P - L PCS100 SFC PDFDocument4 pages2UCD301089-P - L PCS100 SFC PDFBagusIrawanSaputraNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Etap 16 Install Guide PDFDocument4 pagesEtap 16 Install Guide PDFvrallam007No ratings yet
- System RequirementsDocument1 pageSystem Requirementswill06No ratings yet
- Tugas MEtodologi PenelitianDocument9 pagesTugas MEtodologi PenelitianBagusIrawanSaputraNo ratings yet
- HydroDocument18 pagesHydroBagusIrawanSaputraNo ratings yet
- 2UCD301089-P - L PCS100 SFC PDFDocument4 pages2UCD301089-P - L PCS100 SFC PDFBagusIrawanSaputraNo ratings yet
- Tugas 1Document1 pageTugas 1BagusIrawanSaputraNo ratings yet
- Bagian 2Document173 pagesBagian 2BagusIrawanSaputraNo ratings yet
- Tugas AyuDocument1 pageTugas AyuBagusIrawanSaputraNo ratings yet
- Bagian 1Document146 pagesBagian 1BagusIrawanSaputraNo ratings yet
- Formula Hidrostatika KapalDocument106 pagesFormula Hidrostatika KapalBagusIrawanSaputraNo ratings yet
- Moyen Et Al., 2003, JSGDocument21 pagesMoyen Et Al., 2003, JSGambika senNo ratings yet
- Adjectives Interconversion of The Degrees of Comparison (Worksheet 3-) Rewrite Each Sentence Using The Other Two Degrees of ComparisonDocument2 pagesAdjectives Interconversion of The Degrees of Comparison (Worksheet 3-) Rewrite Each Sentence Using The Other Two Degrees of ComparisonJeanNo ratings yet
- Frankfurt School - Birmingham School Key Theorists and Concepts-PPT-20Document20 pagesFrankfurt School - Birmingham School Key Theorists and Concepts-PPT-20Keith KnightNo ratings yet
- Four Theories of the Press - Libertarian vs AuthoritarianDocument8 pagesFour Theories of the Press - Libertarian vs Authoritarianআলটাফ হুছেইনNo ratings yet
- Question Bank Topic 1 Economic Thinking and Choice in A World of ScarcityDocument19 pagesQuestion Bank Topic 1 Economic Thinking and Choice in A World of ScarcityHide Yasu NakajimaNo ratings yet
- Corporal Punishment Versus Capital PunishmentDocument8 pagesCorporal Punishment Versus Capital PunishmentWac GunarathnaNo ratings yet
- Pem735 D00084 D XxenDocument6 pagesPem735 D00084 D XxenYigit SarıkayaNo ratings yet
- 1888 For Almost DUMMIES - Robert J WielandDocument126 pages1888 For Almost DUMMIES - Robert J Wielandpropovednik100% (1)
- Candombe para JoseDocument1 pageCandombe para JosestatuhominisNo ratings yet
- AQ CHILDHOOD LITERATURE 2 MALAYSIAN FOLKTALES MargaretDocument8 pagesAQ CHILDHOOD LITERATURE 2 MALAYSIAN FOLKTALES MargaretMarcia PattersonNo ratings yet
- The Zwolftonspiel of Josef Matthias Hauer: John RDocument36 pagesThe Zwolftonspiel of Josef Matthias Hauer: John RMax Kühn100% (1)
- GSDocument26 pagesGSkarinadegomaNo ratings yet
- Practice Grammar Part2Document4 pagesPractice Grammar Part2Lightning StrifeNo ratings yet
- Carnatic Music of South IndiaDocument14 pagesCarnatic Music of South IndiaMiriana FaietaNo ratings yet
- Valuation of Intangible AssetsDocument23 pagesValuation of Intangible AssetsGaurav KumarNo ratings yet
- World History & Civilizations IIDocument8 pagesWorld History & Civilizations IIKosta GiakoumisNo ratings yet
- Araling Panlipunan 4Document150 pagesAraling Panlipunan 4Alyce Ajtha100% (2)
- Edu 2012 Spring Fsa BooksDocument6 pagesEdu 2012 Spring Fsa BooksSivi Almanaf Ali ShahabNo ratings yet
- Tort of Negligence Modefied 1Document20 pagesTort of Negligence Modefied 1yulemmoja100% (2)
- Bio205 2015spring Fry 1 - Bio 205 Syllabus Evolution 2015Document4 pagesBio205 2015spring Fry 1 - Bio 205 Syllabus Evolution 2015api-283084607No ratings yet
- Organization Theory and Design Canadian 2Nd Edition Daft Solutions Manual Full Chapter PDFDocument35 pagesOrganization Theory and Design Canadian 2Nd Edition Daft Solutions Manual Full Chapter PDFadeliahuy9m5u97100% (7)
- 04-1101 Motion To RecuseDocument8 pages04-1101 Motion To RecuseSlabbed100% (2)
- Cy and JoyDocument6 pagesCy and JoyAlexander GreatNo ratings yet
- Borang Pemarkahan RIMUP (Dazanak Tavantang)Document11 pagesBorang Pemarkahan RIMUP (Dazanak Tavantang)ELLYE ORNELLA SULIMAN MoeNo ratings yet
- SEAL MIDTERM - EditedDocument6 pagesSEAL MIDTERM - EditedJames SajolNo ratings yet
- Protocol for managing pesticide poisoningDocument6 pagesProtocol for managing pesticide poisoningJesicca SNo ratings yet
- G.R. No. 202976 February 19PEOPLE OF THE PHILIPPINES, Plaintiff - Appellee, MERVIN GAHI, Accused-AppellantDocument13 pagesG.R. No. 202976 February 19PEOPLE OF THE PHILIPPINES, Plaintiff - Appellee, MERVIN GAHI, Accused-AppellantjbandNo ratings yet
- 5th Grade 13-14 Math Common Core Standards by QuarterDocument3 pages5th Grade 13-14 Math Common Core Standards by QuartermrkballNo ratings yet