You might also like
- Hvac For ArchitectureDocument122 pagesHvac For ArchitectureSomnath Somadder0% (1)
- B473Document7 pagesB473djlucho123456No ratings yet
- Corrosion Test For Engine Coolants in GlasswareDocument7 pagesCorrosion Test For Engine Coolants in GlasswareAllan BarencoNo ratings yet
- NCP NewbornDocument2 pagesNCP Newbornsonylynne94% (17)
- Design of Scrubber PDFDocument33 pagesDesign of Scrubber PDFdafteri11No ratings yet
- F18 PDFDocument5 pagesF18 PDFAhmad Zubair RasulyNo ratings yet
- F 18 - 12 PDFDocument5 pagesF 18 - 12 PDFAzize RazamNo ratings yet
- Evaluation of Glass-to-Metal Headers Used in Electron DevicesDocument5 pagesEvaluation of Glass-to-Metal Headers Used in Electron DevicesScott TylerNo ratings yet
- F 18 - 64 R00 - Rje4 PDFDocument5 pagesF 18 - 64 R00 - Rje4 PDFphaindikaNo ratings yet
- G 61 - 86 r98 - Rzyxltg2ujk4Document5 pagesG 61 - 86 r98 - Rzyxltg2ujk4Cordova RaphaelNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundPaulo GalvãoNo ratings yet
- Making and Testing Reference Glass-Metal Bead-Seal: Standard Practice ForDocument4 pagesMaking and Testing Reference Glass-Metal Bead-Seal: Standard Practice ForMohammed KarasnehNo ratings yet
- Making and Testing Reference Glass-Metal Bead-Seal: Standard Practice ForDocument4 pagesMaking and Testing Reference Glass-Metal Bead-Seal: Standard Practice ForSeby MustateaNo ratings yet
- Freezing Points of High-Purity Hydrocarbons: Standard Test Method ForDocument11 pagesFreezing Points of High-Purity Hydrocarbons: Standard Test Method Forpbp2956No ratings yet
- Copper Strip Corrosion by Liquefied Petroleum (LP) Gases: Standard Test Method ForDocument4 pagesCopper Strip Corrosion by Liquefied Petroleum (LP) Gases: Standard Test Method ForDennise ChicaizaNo ratings yet
- Conducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysDocument5 pagesConducting Cyclic Potentiodynamic Polarization Measurements For Localized Corrosion Susceptibility of Iron-, Nickel-, or Cobalt-Based AlloysTeymur Regenmaister100% (1)
- E161-12 Standard Specification For Precision Electroformed Sieves PDFDocument4 pagesE161-12 Standard Specification For Precision Electroformed Sieves PDFAndré BerninzonNo ratings yet
- Shielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundDocument4 pagesShielded Transition Couplings For Use With Dissimilar DWV Pipe and Fittings Above GroundFernando Da RosNo ratings yet
- Saybolt Furol Viscosity of Bituminous Materials at High TemperaturesDocument3 pagesSaybolt Furol Viscosity of Bituminous Materials at High TemperaturesJGD123No ratings yet
- Astm G42 - 11 PDFDocument8 pagesAstm G42 - 11 PDFJavier Celada100% (1)
- Astm C 793-2005Document4 pagesAstm C 793-2005zeqs9100% (1)
- Specification for Seamless Red Brass PipeDocument8 pagesSpecification for Seamless Red Brass PipeVCNo ratings yet
- D 720 - 91 R99 - Rdcymc05mvi5oqDocument5 pagesD 720 - 91 R99 - Rdcymc05mvi5oqCalvinNo ratings yet
- ASTM D 5 - 05 Standard Test Method For Penetration of Bituminous MaterialsDocument4 pagesASTM D 5 - 05 Standard Test Method For Penetration of Bituminous MaterialsEdison QuinapalloNo ratings yet
- Astm C 1025-91 (2000)Document3 pagesAstm C 1025-91 (2000)YAMILETH CAMACHONo ratings yet
- F3 PDFDocument3 pagesF3 PDFdgkmurtiNo ratings yet
- Disbonding Characteristics of Pipeline Coatings by Direct Soil BurialDocument4 pagesDisbonding Characteristics of Pipeline Coatings by Direct Soil BurialduaddmsqvzesqmskcbNo ratings yet
- Toughness and Tenacity of Bituminous Materials: Standard Test Method ForDocument5 pagesToughness and Tenacity of Bituminous Materials: Standard Test Method ForAhmedNo ratings yet
- Half-Cell Potentials of Uncoated Reinforcing Steel in ConcreteDocument6 pagesHalf-Cell Potentials of Uncoated Reinforcing Steel in ConcreteTaísLaraNo ratings yet
- Conducting Drop-Weight Test To Determine Nil-Ductility Transition Temperature of Ferritic SteelsDocument14 pagesConducting Drop-Weight Test To Determine Nil-Ductility Transition Temperature of Ferritic SteelsMaxNo ratings yet
- C876Document7 pagesC876grats_singcoNo ratings yet
- Astm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)Document3 pagesAstm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)aldoking202028No ratings yet
- Vacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsDocument6 pagesVacuum-Treated Alloy Steel Forgings For Turbine Rotor Disks and WheelsgoorguerNo ratings yet
- Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument7 pagesCorrosion Potentials of Uncoated Reinforcing Steel in ConcreteHadi HowaidaNo ratings yet
- C876 1613807-1Document7 pagesC876 1613807-1Ayoseth Chulines DominguezNo ratings yet
- Astm d2519Document4 pagesAstm d2519Anonymous WDTFw8EKNo ratings yet
- C 1460 - 04 - Qze0njaDocument4 pagesC 1460 - 04 - Qze0njaSamuel EduardoNo ratings yet
- ASTM A574-98aDocument7 pagesASTM A574-98aNadhiraNo ratings yet
- PDFsam_B 362 - 91 (2016)Document3 pagesPDFsam_B 362 - 91 (2016)mike.jensen0581No ratings yet
- C 1461 - 00 - Qze0njetukveDocument4 pagesC 1461 - 00 - Qze0njetukveSamuel EduardoNo ratings yet
- Astm e 309Document5 pagesAstm e 309김경은No ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDeen ewNo ratings yet
- Micrometer Bend Test For Ductility of ElectrodepositsDocument2 pagesMicrometer Bend Test For Ductility of ElectrodepositsJohnnyNo ratings yet
- C115 Fineness of Portland Cement by The Turbidimeter1Document8 pagesC115 Fineness of Portland Cement by The Turbidimeter1Jamman Shahid ShiblyNo ratings yet
- E1010 16 PDFDocument4 pagesE1010 16 PDFFrancisco PizarroNo ratings yet
- Seamless Red Brass Pipe, Standard SizesDocument7 pagesSeamless Red Brass Pipe, Standard SizesTien PhamNo ratings yet
- Astm C793 - 05 (2010)Document4 pagesAstm C793 - 05 (2010)minhhuan0101No ratings yet
- Astm E243Document6 pagesAstm E243javierguillermo1983No ratings yet
- D 2149 - 97 - Rdixndktotc - PDFDocument4 pagesD 2149 - 97 - Rdixndktotc - PDFwilliamNo ratings yet
- Astm A574 1998Document7 pagesAstm A574 1998Jesse ChenNo ratings yet
- ASTM A 770X - Z TestDocument5 pagesASTM A 770X - Z Testharsh upadhyayNo ratings yet
- Alloy Steel Socket Button and Flat Countersunk Head Cap ScrewsDocument6 pagesAlloy Steel Socket Button and Flat Countersunk Head Cap ScrewsAlejandro ValdesNo ratings yet
- A 252 Â " 98 QTI1MI05OEUXDocument7 pagesA 252 Â " 98 QTI1MI05OEUXCynthia GutierrezNo ratings yet
- A 252 - 98 Qti1mi05oeux PDFDocument7 pagesA 252 - 98 Qti1mi05oeux PDFHatem MomaniNo ratings yet
- C876-09 Standard Test Method For Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteDocument7 pagesC876-09 Standard Test Method For Corrosion Potentials of Uncoated Reinforcing Steel in ConcreteHussein BeqaiNo ratings yet
- Saybolt Furol Viscosity of Bituminous Materials at High TemperaturesDocument3 pagesSaybolt Furol Viscosity of Bituminous Materials at High TemperaturesEdmundo Jaita CuellarNo ratings yet
- Through-Thickness Tension Testing of Steel Plates For Special ApplicationsDocument5 pagesThrough-Thickness Tension Testing of Steel Plates For Special ApplicationsDarwin DarmawanNo ratings yet
- Detecting Harmful Phases in Duplex SteelDocument9 pagesDetecting Harmful Phases in Duplex SteelutreshwarmiskinNo ratings yet
- Astm F 835 PDFDocument6 pagesAstm F 835 PDFDan Dela Peña100% (1)
- Astm D1384 04Document3 pagesAstm D1384 04fuenmayor.lilibethNo ratings yet
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Density, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated BearingsDocument4 pagesDensity, Oil Content, and Interconnected Porosity of Sintered Metal Structural Parts and Oil-Impregnated Bearingsvuqar0979No ratings yet
- Aluminum Rectangular and Square Wire For Electrical PurposesDocument7 pagesAluminum Rectangular and Square Wire For Electrical Purposesvuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Preparation of Iron Castings For ElectroplatingDocument4 pagesPreparation of Iron Castings For Electroplatingvuqar0979No ratings yet
- Cleaning Metals Prior To Electroplating: Standard Guide ForDocument9 pagesCleaning Metals Prior To Electroplating: Standard Guide Forvuqar0979No ratings yet
- Gypsum: Standard Specification ForDocument2 pagesGypsum: Standard Specification ForJony Gutiérrez AbantoNo ratings yet
- Measuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method ForDocument2 pagesMeasuring The Angle of Repose of Free-Flowing Mold Powders: Standard Test Method Forvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- Master Alloys Used in Making Zinc Die Casting Alloys: Standard Specification ForDocument3 pagesMaster Alloys Used in Making Zinc Die Casting Alloys: Standard Specification Forvuqar0979No ratings yet
- Evaluating Nonmetallic Materials For Oxygen ServiceDocument26 pagesEvaluating Nonmetallic Materials For Oxygen Servicevuqar0979No ratings yet
- ASTM C40-04 Standard Test Method For Organic Impurities in Fine Aggregates For Concrete PDFDocument2 pagesASTM C40-04 Standard Test Method For Organic Impurities in Fine Aggregates For Concrete PDFmakhsmyNo ratings yet
- C12 Installing Vitrified Clay Pipe.Document7 pagesC12 Installing Vitrified Clay Pipe.philipyapNo ratings yet
- General Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingDocument61 pagesGeneral Requirements For Rolled Structural Steel Bars, Plates, Shapes, and Sheet PilingEnver Cem SelviNo ratings yet
- Load Testing Refractory Brick at High Temperatures: Standard Test Method ForDocument5 pagesLoad Testing Refractory Brick at High Temperatures: Standard Test Method Forvuqar0979No ratings yet
- Compressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForDocument5 pagesCompressive Strength of Cylindrical Concrete Specimens: Standard Test Method ForViet DinhHongNo ratings yet
- AOFST - 6 5b 3Document10 pagesAOFST - 6 5b 3Suranto S SurantoNo ratings yet
- Noida JVRS Projects & Engineers, Noida: To, Ami Cooling SystemDocument15 pagesNoida JVRS Projects & Engineers, Noida: To, Ami Cooling SystemPuneet ParasharNo ratings yet
- PCE Lecture 3 2 HeatTransfer TemperatureProfilesDocument16 pagesPCE Lecture 3 2 HeatTransfer TemperatureProfilesDaniel MarkNo ratings yet
- Water-Lithium Bromide Vapor Absorption SystemDocument15 pagesWater-Lithium Bromide Vapor Absorption SystemSagar MoreNo ratings yet
- POM - Delrin Molding Guide-1Document48 pagesPOM - Delrin Molding Guide-1Ana Claudia Machado100% (1)
- ch04 ModifiedDocument46 pagesch04 ModifiedYato SenkaiNo ratings yet
- Carrier - 58pav Install ManualDocument20 pagesCarrier - 58pav Install ManualHippy43100% (1)
- Klotz - The Keys To Heaven Also Open The Gates of Hell - Relativity and E mc2Document19 pagesKlotz - The Keys To Heaven Also Open The Gates of Hell - Relativity and E mc2EstimoNo ratings yet
- Before Installation or Calling ServiceDocument2 pagesBefore Installation or Calling ServiceSMNo ratings yet
- Chapter5 ADocument21 pagesChapter5 ANic BlandoNo ratings yet
- Reformulation of Container Glasses For EnvironmentalDocument9 pagesReformulation of Container Glasses For EnvironmentalCamelia Neagu-CogalniceanuNo ratings yet
- Rotatory Kiln DesignDocument11 pagesRotatory Kiln DesignMiguel Calabozo AlvaroNo ratings yet
- Temperature Control of Reheating Furnace Based On Distributed Model Predictive ControlDocument6 pagesTemperature Control of Reheating Furnace Based On Distributed Model Predictive ControlRodrigo LimaNo ratings yet
- Dwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFDocument36 pagesDwnload Full Operations Management Sustainability and Supply Chain Management 12th Edition Heizer Test Bank PDFardellazusman100% (13)
- Physics QuestionsDocument32 pagesPhysics QuestionsAlyssa ColeNo ratings yet
- Solid State Ionics Volume 8 Issue 2 1983 (Doi 10.1016/0167-2738 (83) 90079-6) D.P. Almond G.K. Duncan A.R. West - The Determination of Hopping Rates and Carrier Concentrations in Ionic ConductoDocument6 pagesSolid State Ionics Volume 8 Issue 2 1983 (Doi 10.1016/0167-2738 (83) 90079-6) D.P. Almond G.K. Duncan A.R. West - The Determination of Hopping Rates and Carrier Concentrations in Ionic ConductoZulhadi RadziNo ratings yet
- Refrigeration Cycle ProjectDocument23 pagesRefrigeration Cycle Projectkenasaa GetachewNo ratings yet
- Choose The Beast Answer From The Given Alternatives: QuestionsDocument3 pagesChoose The Beast Answer From The Given Alternatives: QuestionsÆfęę MœhàmmęďNo ratings yet
- Amtrol Extrol Expantion Tank SpecsDocument8 pagesAmtrol Extrol Expantion Tank SpecsRoozbeh PNo ratings yet
- 4 PhyDocument64 pages4 PhymesfinNo ratings yet
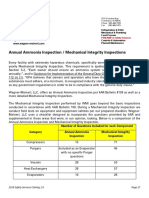
- Annual Ammonia Inspection / Mechanical Integrity InspectionsDocument2 pagesAnnual Ammonia Inspection / Mechanical Integrity InspectionsRASHEED YUSUFNo ratings yet
- 1 Katalog Hicop Heat Pump Type Aw New 2016Document3 pages1 Katalog Hicop Heat Pump Type Aw New 2016Joko SubagyoNo ratings yet
- HVAC System Trainer (SMT-RAC-05) CatalogDocument2 pagesHVAC System Trainer (SMT-RAC-05) CatalogamrehmaniNo ratings yet
- Astm d395 Pdqv6897Document6 pagesAstm d395 Pdqv6897Nayth Andres GalazNo ratings yet
- 5672 RGA Manual TehnicDocument48 pages5672 RGA Manual TehnicOarga CalinNo ratings yet
- Product Design Specifications of A Gas OvenDocument3 pagesProduct Design Specifications of A Gas OvenSyed Hashim Shah Hashmi100% (1)
- Trane - SCVAV - O&M ManualDocument88 pagesTrane - SCVAV - O&M ManualJonalou ArominNo ratings yet