You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Effectiveness of Using High Gas Pressure in A Blast Furnace As A Means of Intensifying The Smelting OperationDocument10 pagesEffectiveness of Using High Gas Pressure in A Blast Furnace As A Means of Intensifying The Smelting Operationchandan kumar100% (1)
- Rs 15 IeDocument108 pagesRs 15 IeRUN GONo ratings yet
- Part 1 Introduction New PDFDocument12 pagesPart 1 Introduction New PDFRanim HishamNo ratings yet
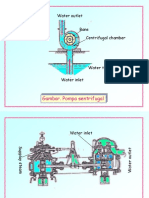
- Gambar. Pompa Sentrifugal: Water OutletDocument20 pagesGambar. Pompa Sentrifugal: Water OutletDangolNo ratings yet
- Chemical Injection TechnologiesDocument2 pagesChemical Injection TechnologiesAl Patrick Dela CalzadaNo ratings yet
- 2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghDocument1 page2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghRosid Ridwan Nur IchsanNo ratings yet
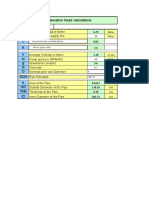
- 5-Acceleration Head Calculation SheetDocument2 pages5-Acceleration Head Calculation SheetAhmed Ayman0% (1)
- Weight (W) Volume (V) : γ = specific weight of liquidDocument10 pagesWeight (W) Volume (V) : γ = specific weight of liquidFrancis Philippe CariñoNo ratings yet
- ASCO CO2 Pressure Reducing ValveDocument2 pagesASCO CO2 Pressure Reducing ValveJosé Ignacio Mendieta CamargoNo ratings yet
- RAR OCP - Uleiuri Motor Marca PRISTA Si VERILA Anexa Pentru Cererea de Recertificare Nr. .......Document3 pagesRAR OCP - Uleiuri Motor Marca PRISTA Si VERILA Anexa Pentru Cererea de Recertificare Nr. .......Svilen VasilevNo ratings yet
- Seminar On Jet Engine: Submitted By: Submitted ToDocument18 pagesSeminar On Jet Engine: Submitted By: Submitted ToAdityaNo ratings yet
- A1. Protego - Venting of Atmospheric and Low-Pressure Storage TanksDocument56 pagesA1. Protego - Venting of Atmospheric and Low-Pressure Storage TanksAnnie De WildeNo ratings yet
- Haber ProcessDocument15 pagesHaber Processncisisthebest100% (1)
- Flow Visualization Wind-Tunnel.: 1 ObjectiveDocument6 pagesFlow Visualization Wind-Tunnel.: 1 ObjectivesusmithaNo ratings yet
- Auto Thermal Reactor:: Secondary ReformerDocument6 pagesAuto Thermal Reactor:: Secondary ReformerAtif MehfoozNo ratings yet
- Mod 9 DRLGDocument22 pagesMod 9 DRLGMin Thant MaungNo ratings yet
- CompressorsDocument98 pagesCompressorsprabhjotbhangal88% (8)
- Instrument Installations (Typical)Document89 pagesInstrument Installations (Typical)ClarkFedele27No ratings yet
- Igcse 52 Solidsliquids&GasesDocument39 pagesIgcse 52 Solidsliquids&GasesHany ElGezawy100% (1)
- ASME Code Section VIII Pressure TestsDocument3 pagesASME Code Section VIII Pressure TestsAngga100% (1)
- Gas Reservoir EngineeringDocument41 pagesGas Reservoir Engineeringxion_mew2100% (2)
- Saunders Perez Wander Tarea5.1Document1 pageSaunders Perez Wander Tarea5.1Francislei Montes LledinNo ratings yet
- BmeDocument36 pagesBmeOmkar ShetyeNo ratings yet
- OrificeDocument5 pagesOrificeVIJAYAKUMAR SNo ratings yet
- Ing Xanab 201 Pa 1200 026 - CDocument26 pagesIng Xanab 201 Pa 1200 026 - Celimon1102No ratings yet
- MP60P70Document28 pagesMP60P70903352No ratings yet
- ENG5617 B757 RB211-535E4 Receipt-Despatch SheetDocument9 pagesENG5617 B757 RB211-535E4 Receipt-Despatch SheetsamyghallabNo ratings yet
- Production Optimization Using Bean-4143Document13 pagesProduction Optimization Using Bean-4143AidanNo ratings yet
- Taping and Chilled Water Pipe InstallationDocument13 pagesTaping and Chilled Water Pipe InstallationProject enghvacNo ratings yet
- 3QGB Screw PumpDocument7 pages3QGB Screw PumpWily WayerNo ratings yet