You might also like
- MG6071 ED Question BankDocument32 pagesMG6071 ED Question BankJayaram R S [MECH]No ratings yet
- Me8451 QB2Document32 pagesMe8451 QB2Jayaram R S [MECH]No ratings yet
- Concept Map: MG6071 - Enterpreneurship DevelopmentDocument1 pageConcept Map: MG6071 - Enterpreneurship DevelopmentJayaram R S [MECH]No ratings yet
- Engineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFDocument2 pagesEngineering Practices Lab Manual (Group A) FINAL VERSION 59 PDFJayaram R S [MECH]No ratings yet
- Me 8451MT Ii MT 5 AnswerDocument4 pagesMe 8451MT Ii MT 5 AnswerJayaram R S [MECH]No ratings yet
- This Set of Dairy Engineering Multiple Choice Questions PDFDocument114 pagesThis Set of Dairy Engineering Multiple Choice Questions PDFJayaram R S [MECH]100% (1)
- This Set of Dairy Engineering Multiple Choice Questions PDFDocument114 pagesThis Set of Dairy Engineering Multiple Choice Questions PDFJayaram R S [MECH]100% (1)
- SMM BrochureDocument2 pagesSMM BrochureJayaram R S [MECH]No ratings yet
- Stuffing BoxDocument1 pageStuffing BoxJayaram R S [MECH]No ratings yet
- Me 8381-38.1Document17 pagesMe 8381-38.1Jayaram R S [MECH]0% (1)
- Solid Works ExerciseDocument8 pagesSolid Works ExerciseJayaram R S [MECH]No ratings yet
- EX - NO: 01 Creation of 3D Model of V Block AIM: To Draw The 3D View of V Block Using Auto CAD Software Command: VpointDocument5 pagesEX - NO: 01 Creation of 3D Model of V Block AIM: To Draw The 3D View of V Block Using Auto CAD Software Command: VpointJayaram R S [MECH]No ratings yet
- SOLIDWORKS Syllabus For 6 Full DayDocument1 pageSOLIDWORKS Syllabus For 6 Full DayJayaram R S [MECH]No ratings yet
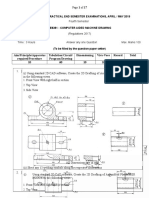
- Me 8381 - Computer Aided Machine DrawingDocument44 pagesMe 8381 - Computer Aided Machine DrawingJayaram R S [MECH]No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Complex Engineering ProblemDocument21 pagesComplex Engineering ProblemMuhammed Afnan100% (1)
- Kel IV ReportDocument18 pagesKel IV ReportAnoopAsokan0% (1)
- DIN 5480-1 EN - Translated by Technomedia - Splined Connections With Involute Splines Based On Reference Diameters - Part 1 - PrinciplesDocument27 pagesDIN 5480-1 EN - Translated by Technomedia - Splined Connections With Involute Splines Based On Reference Diameters - Part 1 - Principlesgoooga299No ratings yet
- Yash Gear Cutting ToolsDocument22 pagesYash Gear Cutting Toolsmagiva873No ratings yet
- Unit 1 - Gear Manufacturing ProcessDocument54 pagesUnit 1 - Gear Manufacturing ProcessAkash DivateNo ratings yet
- Mitsubishi m700 CNC BrochureDocument13 pagesMitsubishi m700 CNC BrochureDmitryNo ratings yet
- Me 8462-Mt-II Lab ManualDocument39 pagesMe 8462-Mt-II Lab ManualK.S.HARIHARAN100% (1)
- Non Linear Analysis of Spur Gear Using Matlab CodeDocument105 pagesNon Linear Analysis of Spur Gear Using Matlab CodehazemismaeelradhiNo ratings yet
- Scootrs India Limited (Final)Document27 pagesScootrs India Limited (Final)Rohit Pandey Konvicted0% (1)
- Liebherr Hobbing Machines lc200 500Document8 pagesLiebherr Hobbing Machines lc200 500Jesus D. Gutierrez G.No ratings yet
- Cutting MethodsDocument9 pagesCutting MethodsGomez Eider100% (1)
- Hirth Gear ParametersDocument6 pagesHirth Gear Parameterssri717No ratings yet
- Gear Hobbing, Shaping and Shaving - A Guide To Cycle Time Estimating and Process Planning PDFDocument183 pagesGear Hobbing, Shaping and Shaving - A Guide To Cycle Time Estimating and Process Planning PDFГьоксель Гриша Джансевен Попов100% (18)
- Gear Hobbing 1Document24 pagesGear Hobbing 1amir_fortunate100% (1)
- Industrial Training Project Report On CNC Turning : Mahindra and Mahindra Limited - Swaraj DivisionDocument77 pagesIndustrial Training Project Report On CNC Turning : Mahindra and Mahindra Limited - Swaraj DivisionrinkleNo ratings yet
- Note On Gear BoxDocument32 pagesNote On Gear BoxanupbagNo ratings yet
- Presentation On Construction and Details of GearsDocument13 pagesPresentation On Construction and Details of GearsAjay SheteNo ratings yet
- Definition B23FDocument60 pagesDefinition B23FpedjaNo ratings yet
- HMT Limited Project ReportDocument32 pagesHMT Limited Project ReportRahul ThakurNo ratings yet
- Gears Standards-1Document10 pagesGears Standards-1maheshmbelgavi100% (1)
- Mtcorporate DetailDocument25 pagesMtcorporate DetailvijayNo ratings yet
- Jis B 0003 - 2012Document25 pagesJis B 0003 - 2012igormetaldata100% (1)
- Steve Bedair's Metal Lathe StuffDocument36 pagesSteve Bedair's Metal Lathe Stuffpepito2002cu50% (2)
- New Developments in Gear HobbingDocument8 pagesNew Developments in Gear HobbingpongerkeNo ratings yet
- 47932329Document11 pages47932329ahilej55No ratings yet
- Parametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobDocument7 pagesParametric Analysis of Gear Hobbing Process by Using Tin and Alcrn Coated M 35 HobpruthvirajNo ratings yet
- PDFDocument13 pagesPDFShlok PatelNo ratings yet
- Fundamentals of GearsDocument56 pagesFundamentals of GearsBigMace23No ratings yet
- Me6411 Manufacturing Technology-II Lab ManualDocument35 pagesMe6411 Manufacturing Technology-II Lab ManualdibyenindusNo ratings yet
- Gear HobbingDocument26 pagesGear HobbingGovind Rajput100% (2)