You might also like
- Compound Forming Extractants, Solvating Solvents and Inert Solvents: Iupac Chemical Data SeriesFrom EverandCompound Forming Extractants, Solvating Solvents and Inert Solvents: Iupac Chemical Data SeriesNo ratings yet
- Project CompilationDocument36 pagesProject CompilationFardin Faruk KhanNo ratings yet
- Condensate - Full PaperDocument5 pagesCondensate - Full PaperArash EsmaeiliNo ratings yet
- East 2.0 Capstone ProjectDocument20 pagesEast 2.0 Capstone ProjectChiNo ratings yet
- Finepac Structures Pvt. LTD.: Description - Deaerator-Removal of Oxygen From Water Using Stripping GasDocument2 pagesFinepac Structures Pvt. LTD.: Description - Deaerator-Removal of Oxygen From Water Using Stripping Gashoangvubui4632No ratings yet
- H2S EquivalencyDocument5 pagesH2S EquivalencytauqeerNo ratings yet
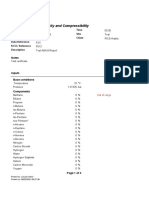
- AGA 8:1985 - Gas Density and Compressibility: Date Prepared by Tag Number Data Reference KCCL Reference Client Site TimeDocument3 pagesAGA 8:1985 - Gas Density and Compressibility: Date Prepared by Tag Number Data Reference KCCL Reference Client Site TimefarhanNo ratings yet
- Natural Gas AnalysisDocument9 pagesNatural Gas AnalysisCharles AshmanNo ratings yet
- Dry GasDocument2 pagesDry GasGustavo ValleNo ratings yet
- Ammonia Hysys PDFDocument7 pagesAmmonia Hysys PDFMohamedhossam CrNo ratings yet
- TPP Excel BaruDocument7 pagesTPP Excel BaruAtika HapsatiNo ratings yet
- Mid-size LNG design flexibility: Yangling case studyDocument11 pagesMid-size LNG design flexibility: Yangling case studyChemho68No ratings yet
- Bubble Dew Point CalculationDocument87 pagesBubble Dew Point Calculationaspen hysysNo ratings yet
- 2.2 Manual Calculation of Materials and Energy Balances 2.2.1 Mass Balance Plant Complete If The Amount That Targeted Is AchievedDocument34 pages2.2 Manual Calculation of Materials and Energy Balances 2.2.1 Mass Balance Plant Complete If The Amount That Targeted Is AchievedmmbmnbmnbNo ratings yet
- Design Report: Natural Gas Pretreatment ProcessDocument3 pagesDesign Report: Natural Gas Pretreatment ProcessAhmed YounisNo ratings yet
- Dani - An156 - RgaDocument6 pagesDani - An156 - RgaandreililioanceaNo ratings yet
- MaterialBalance-ggs1Document3 pagesMaterialBalance-ggs1rssmartinvestNo ratings yet
- PVT HW - Helalizadeh PDFDocument4 pagesPVT HW - Helalizadeh PDFMohama KarimiNo ratings yet
- Top Vapour Flow Distillation DataDocument4 pagesTop Vapour Flow Distillation Data李天No ratings yet
- Refrigeration Gas Plant Process SimulationDocument1 pageRefrigeration Gas Plant Process SimulationragulNo ratings yet
- Calculating Z-Factors for Natural Gas MixturesDocument8 pagesCalculating Z-Factors for Natural Gas MixturesLija Binu100% (2)
- AfdhalDocument11 pagesAfdhalRiky Mario YuluciNo ratings yet
- AGA 5 Calculation Spreadsheet for Natural Gas CompositionDocument21 pagesAGA 5 Calculation Spreadsheet for Natural Gas CompositionHafizh Prashantyo100% (1)
- AGA 8 - Dinamis Test Run-3Document3 pagesAGA 8 - Dinamis Test Run-3SabilalArifNo ratings yet
- Xavi - Gasulla - Distillation WorkshopDocument10 pagesXavi - Gasulla - Distillation WorkshopXavier GasullaNo ratings yet
- Nme Terfix BGTTTDocument40 pagesNme Terfix BGTTTReysaNo ratings yet
- H2 Liquefaction - Cryogenic V14 - HYSYS (Aspentech)Document9 pagesH2 Liquefaction - Cryogenic V14 - HYSYS (Aspentech)Ian MannNo ratings yet
- APPENDIX - D - Basis of Design - LPG Extraction Storage and LoadingDocument5 pagesAPPENDIX - D - Basis of Design - LPG Extraction Storage and Loadingakhilesh.bangreNo ratings yet
- Gas AnalysisDocument2 pagesGas AnalysisLing LingNo ratings yet
- Rates Conversions of Alcohols To Alkyl Bromide Organic Lab ReportDocument12 pagesRates Conversions of Alcohols To Alkyl Bromide Organic Lab Reportberjalankehadapan100% (1)
- Ammonia Is Among The Top 10 Chemicals Produced TodayDocument15 pagesAmmonia Is Among The Top 10 Chemicals Produced TodayEnimizufa DiepreyeNo ratings yet
- Isobutane Butane Fractionator PDFDocument7 pagesIsobutane Butane Fractionator PDFhoustonmathNo ratings yet
- Material Balance: The Nitration ProcessDocument14 pagesMaterial Balance: The Nitration Processlaoy aolNo ratings yet
- Tugas PGA - Mass BalanceDocument14 pagesTugas PGA - Mass BalanceannasitNo ratings yet
- Coal CombustionDocument3 pagesCoal CombustionRahul ChandrawarNo ratings yet
- Envirotemp FR3 Fluid Dissolved Gas GuideDocument27 pagesEnvirotemp FR3 Fluid Dissolved Gas GuideCarlos Gabriel Quintero RodríguezNo ratings yet
- Refrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopDocument12 pagesRefrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopTamer LordNo ratings yet
- Process Equipment Design Report 6: Tunnel Dryer DesignDocument10 pagesProcess Equipment Design Report 6: Tunnel Dryer DesignJudyNo ratings yet
- Coal CombustionDocument3 pagesCoal CombustionRahul Chandrawar0% (1)
- Gas analysis table reveals Vietnam gas compositionDocument2 pagesGas analysis table reveals Vietnam gas compositionThai VoNo ratings yet
- PT FLASH CALCULATION (Using Peng Robinson EOS) : Chemical Engineer's GuideDocument88 pagesPT FLASH CALCULATION (Using Peng Robinson EOS) : Chemical Engineer's GuidevasudhaNo ratings yet
- RPMI-1640 Medium, Modified Formulation: Inorganic Salts (G/liter) Vitamins (G/liter)Document1 pageRPMI-1640 Medium, Modified Formulation: Inorganic Salts (G/liter) Vitamins (G/liter)Muthu KumarNo ratings yet
- GC CheckListsDocument3 pagesGC CheckListstuanlq73No ratings yet
- Probch18chem 124833Document7 pagesProbch18chem 124833HyujiNo ratings yet
- Padmasree - Methane NoDocument1 pagePadmasree - Methane NoShankar RajaNo ratings yet
- K FactorsDocument7 pagesK Factorsjose_alberto2No ratings yet
- CRE AssignmentDocument5 pagesCRE AssignmentKuldeepChoudharyNo ratings yet
- Awoba Gas Composition Analysis_april (1)Document1 pageAwoba Gas Composition Analysis_april (1)yadav yadavNo ratings yet
- B49CE - Tutorial Topic 2 Questions v3Document6 pagesB49CE - Tutorial Topic 2 Questions v3BuyuNo ratings yet
- Dvls Lgi HC Analysis Application Note September 2015 A4Document6 pagesDvls Lgi HC Analysis Application Note September 2015 A4Wajid NizamiNo ratings yet
- Volumetric or Cubical Expansion Coefficients of LiquidsDocument1 pageVolumetric or Cubical Expansion Coefficients of LiquidsImmerNo ratings yet
- Tabel, Rumus Da Grafik Pitzer Perhitungan Gas NyataDocument5 pagesTabel, Rumus Da Grafik Pitzer Perhitungan Gas NyataSantri NdesaNo ratings yet
- Mass BalanceDocument4 pagesMass BalanceHasni Abdul RahimNo ratings yet
- 1.2.7 Aromatic Stripper - 4 PDFDocument14 pages1.2.7 Aromatic Stripper - 4 PDFMohamad IbrahimNo ratings yet
- 13 46 PDFDocument2 pages13 46 PDFDavid GaviolaNo ratings yet
- 13 46 PDFDocument2 pages13 46 PDFjhomalyn mae alsolaNo ratings yet
- 13 46Document2 pages13 46Апцгдк Ьфш БгднчллNo ratings yet
- 13 46 PDFDocument2 pages13 46 PDFjhomalyn mae alsolaNo ratings yet
- 13 46Document2 pages13 46Hawraa AlbahadlyNo ratings yet
- 2012-0912 TM-1 PVT GAS COMP - RevisiDocument11 pages2012-0912 TM-1 PVT GAS COMP - RevisiAditya FauzanNo ratings yet
- Energies: Mathematical Modeling of Heat and Mass Processes in A Scrubber: The Box-Wilson Optimization MethodDocument15 pagesEnergies: Mathematical Modeling of Heat and Mass Processes in A Scrubber: The Box-Wilson Optimization MethodPradnyesh DivekarNo ratings yet
- 180120180qm5gnr5cc&a&amendment PDFDocument9 pages180120180qm5gnr5cc&a&amendment PDFPradnyesh DivekarNo ratings yet
- 180120180qm5gnr5cc&a&amendment PDFDocument9 pages180120180qm5gnr5cc&a&amendment PDFPradnyesh DivekarNo ratings yet
- 180120180qm5gnr5cc&a&amendment PDFDocument9 pages180120180qm5gnr5cc&a&amendment PDFPradnyesh DivekarNo ratings yet
- Enquiry ValveDocument4 pagesEnquiry ValvePradnyesh DivekarNo ratings yet
- Enquiry To Ador - Project 1Document3 pagesEnquiry To Ador - Project 1Pradnyesh DivekarNo ratings yet
- Document NceDocument1 pageDocument NcePradnyesh DivekarNo ratings yet
- Refrigerated Gas Plant Simulation WorkshopDocument1 pageRefrigerated Gas Plant Simulation WorkshopPradnyesh DivekarNo ratings yet
- Cyclo ProcedureDocument1 pageCyclo ProcedurePradnyesh DivekarNo ratings yet
- Distance Learning Vol: 09Document21 pagesDistance Learning Vol: 09Madrasa-Tul-Qaaim [a.s]83% (6)
- Balancing Uncertainty in Structural DecisionDocument10 pagesBalancing Uncertainty in Structural DecisionAfifi MohammadNo ratings yet
- Certif Icate of Motor Insurance: MmencementDocument2 pagesCertif Icate of Motor Insurance: MmencementSarfraz ZahoorNo ratings yet
- 14 Month Old Milestones and DevelopmentDocument6 pages14 Month Old Milestones and Developmentjovilene.abrinaNo ratings yet
- Materi MatrikulasiDocument72 pagesMateri MatrikulasiAyziffyNo ratings yet
- Diaphragm Wall PresentationDocument52 pagesDiaphragm Wall PresentationGagan Goswami100% (11)
- AssignmentDocument34 pagesAssignmentAnshika SharmaNo ratings yet
- Prepare Level 2 Achievement Test 5 17-20Document2 pagesPrepare Level 2 Achievement Test 5 17-20mggaes75% (4)
- Codex AlexandrinusDocument294 pagesCodex AlexandrinusHevel Cava100% (2)
- Minerals for Civil EngineersDocument6 pagesMinerals for Civil EngineersConrado Seguritan IIINo ratings yet
- Student Report Card ManagementDocument38 pagesStudent Report Card ManagementKannan Thangaraju41% (17)
- PearsonDocument7 pagesPearsonJimmy M TaopanNo ratings yet
- Financial Statements of An Entity That Have Been Reviewed by An AccountantDocument3 pagesFinancial Statements of An Entity That Have Been Reviewed by An AccountantQueen ValleNo ratings yet
- Showcase your talent and skills at Momentum 2021Document48 pagesShowcase your talent and skills at Momentum 2021Tanishq VermaNo ratings yet
- REST API For Oracle Fusion Cloud HCMDocument19 pagesREST API For Oracle Fusion Cloud HCMerick landaverdeNo ratings yet
- BE InstallGuide RooftopSeries12R ZXDocument80 pagesBE InstallGuide RooftopSeries12R ZXAlexandreau del FierroNo ratings yet
- Be Healthy, Happy and Holy - Sleep by 10 PM (By Mahanidhi Swami) PDFDocument4 pagesBe Healthy, Happy and Holy - Sleep by 10 PM (By Mahanidhi Swami) PDFDay FriendsNo ratings yet
- EZPC/SC FAQ Covers Installation and Use of Smart Card ReadersDocument7 pagesEZPC/SC FAQ Covers Installation and Use of Smart Card ReadersDjuroLjPosticNo ratings yet
- Unit 9 The Post Office: Grammar: Omission of Relative PronounsDocument5 pagesUnit 9 The Post Office: Grammar: Omission of Relative PronounsTrung Lê TríNo ratings yet
- (332-345) IE - ElectiveDocument14 pages(332-345) IE - Electivegangadharan tharumarNo ratings yet
- Campus Event ReflectionDocument2 pagesCampus Event ReflectiondntbenfordNo ratings yet
- Eamon Barkhordarian June 6, 2006Document1 pageEamon Barkhordarian June 6, 2006Eamon BarkhordarianNo ratings yet
- Aeroplane 04.2020Document116 pagesAeroplane 04.2020Maxi RuizNo ratings yet
- Mitigating Contractor's Claim On Loss and Expense Due To The Extension of Time in Public Projects: An Exploratory SurveyDocument12 pagesMitigating Contractor's Claim On Loss and Expense Due To The Extension of Time in Public Projects: An Exploratory SurveyWeei Zhee70No ratings yet
- Illrigger - GM BinderDocument8 pagesIllrigger - GM BinderDorothyNo ratings yet
- CNS Unit IV NotesDocument24 pagesCNS Unit IV NotesJUSTUS KEVIN T 2019-2023 CSENo ratings yet
- Intention To SubmitDocument12 pagesIntention To SubmitJoseph SalazarNo ratings yet
- CLSI M100-S20 (2010) Cephalosporin and Aztreonam Breakpoint Revisions Fact Sheet I. Terminology / ProcessesDocument10 pagesCLSI M100-S20 (2010) Cephalosporin and Aztreonam Breakpoint Revisions Fact Sheet I. Terminology / ProcessesCarol TieppoNo ratings yet
- Calculation of Drug Dosages A Work Text 10th Edition Ogden Test Bank DownloadDocument8 pagesCalculation of Drug Dosages A Work Text 10th Edition Ogden Test Bank Downloadupwindscatterf9ebp100% (26)
- Electronic Skin PPT 2Document12 pagesElectronic Skin PPT 2Sunitha AteliNo ratings yet