You might also like
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Aliphatic Compounds: Trihydric Alcohols, Their Oxidation Products and Derivatives, Penta- and Higher Polyhydric Alcohols, Their Oxidation Products and Derivatives; Saccharides, Tetrahydric Alcohols, Their Oxidation Products and DerivativesFrom EverandAliphatic Compounds: Trihydric Alcohols, Their Oxidation Products and Derivatives, Penta- and Higher Polyhydric Alcohols, Their Oxidation Products and Derivatives; Saccharides, Tetrahydric Alcohols, Their Oxidation Products and DerivativesNo ratings yet
- Monatshefte fuer Chemie 2019, 150, 1495-1501Document7 pagesMonatshefte fuer Chemie 2019, 150, 1495-1501NoimurNo ratings yet
- Uop Pacol Dehydrogenation Process: Peter R. PujadóDocument10 pagesUop Pacol Dehydrogenation Process: Peter R. PujadóBharavi K S100% (1)
- 1 s2.0 S004040391830039X MainDocument4 pages1 s2.0 S004040391830039X MainLuciano PaoloNo ratings yet
- On Wet Chemical Phosphorus Recovery From Sewage Sludge Ash by Acidic or Alkaline Leaching and An Optimized Combination of BothDocument12 pagesOn Wet Chemical Phosphorus Recovery From Sewage Sludge Ash by Acidic or Alkaline Leaching and An Optimized Combination of BothMir Hasib Ul LatifNo ratings yet
- Kiri Mura 2010Document6 pagesKiri Mura 2010bob winnickiNo ratings yet
- Applsci 11 11843Document14 pagesApplsci 11 11843Addien pramestyaNo ratings yet
- Silica Sulfuric Acid An Efficient and Reusable Catalyst For The One-Pot Synthesis of 3,4-Dihydropyrimidin-2 (1H) - OnesDocument3 pagesSilica Sulfuric Acid An Efficient and Reusable Catalyst For The One-Pot Synthesis of 3,4-Dihydropyrimidin-2 (1H) - OnesDuy Phuc LeNo ratings yet
- Yu Et Al. 2020 Highly Selective Reduction of Bio-Based Furfural To Furfuryl Alcohol Catalyzed by Supported KF With Polymethylhydrosiloxane (PMHS)Document10 pagesYu Et Al. 2020 Highly Selective Reduction of Bio-Based Furfural To Furfuryl Alcohol Catalyzed by Supported KF With Polymethylhydrosiloxane (PMHS)Jannelle CasanovaNo ratings yet
- 4051 9780 1 PBDocument7 pages4051 9780 1 PBdimas swanaahonoNo ratings yet
- C 08 S 09Document8 pagesC 08 S 09Marnel Roy MayorNo ratings yet
- The Applications of Hydrophobic Interaction Chromatography To The Purification of Plant ProteinsDocument8 pagesThe Applications of Hydrophobic Interaction Chromatography To The Purification of Plant ProteinsVanessa DominguezNo ratings yet
- Chen 2015Document8 pagesChen 2015Mohammad AhedNo ratings yet
- Applied Catalysis A: GeneralDocument15 pagesApplied Catalysis A: GeneralAnonymous Wcj4C3jNo ratings yet
- Coetzee (2006) An Improved PSA Catalyst For Alkene Oligomerization Fischer-Tropsch RefineryDocument6 pagesCoetzee (2006) An Improved PSA Catalyst For Alkene Oligomerization Fischer-Tropsch RefineryIvan Jose Acosta MoralesNo ratings yet
- H2SO4 Alkylation - Application NoteDocument2 pagesH2SO4 Alkylation - Application NoteFaten BhsNo ratings yet
- Modeling and Simulation of Hemihydrate Phosphoric Acid PlantDocument9 pagesModeling and Simulation of Hemihydrate Phosphoric Acid PlantAZOJETENo ratings yet
- Kubicka Different SolventsDocument10 pagesKubicka Different SolventscligcodiNo ratings yet
- 1 s2.0 S002195171100025X MainDocument9 pages1 s2.0 S002195171100025X MainAnonymous Wcj4C3jNo ratings yet
- Conocophillips Reduced Volatility Alkylation Process (Revap)Document12 pagesConocophillips Reduced Volatility Alkylation Process (Revap)Bharavi K S100% (1)
- HTTP Msdssearch - Dow.com PublishedLiteratureDOWCOM DH 0060 0901b803800602b8.PDF Filepath Liquidseps Pdfs Noreg 609-02023Document2 pagesHTTP Msdssearch - Dow.com PublishedLiteratureDOWCOM DH 0060 0901b803800602b8.PDF Filepath Liquidseps Pdfs Noreg 609-02023Gheorghe IoanaNo ratings yet
- Design Acrylic Acid Production ProcessDocument16 pagesDesign Acrylic Acid Production ProcessrubeszurcNo ratings yet
- Fire Behavior of Polyamide 6Document8 pagesFire Behavior of Polyamide 6Marcos BatistellaNo ratings yet
- Linear Alkylbenzene ProductionDocument20 pagesLinear Alkylbenzene ProductionAhmed AtefNo ratings yet
- HidrogenaciónDocument14 pagesHidrogenaciónAdrian vilariño gonzalezNo ratings yet
- Carbon Based Solid Acid Catalyzed Highly Efficient Oxidations of Organic Compounds With Hydrogen PeroxideDocument5 pagesCarbon Based Solid Acid Catalyzed Highly Efficient Oxidations of Organic Compounds With Hydrogen PeroxideArif HidayatNo ratings yet
- Brouwer 2017Document10 pagesBrouwer 2017Anisa SalsabilaNo ratings yet
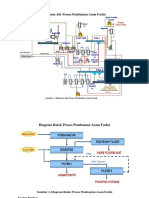
- Diagram Alir Proses Pembuatan Asam FosfatDocument4 pagesDiagram Alir Proses Pembuatan Asam FosfatGos RapNo ratings yet
- Conceptual Design and Scale Up of Lactic Acid Production From Fermentation-Derived Magnesium LactateDocument6 pagesConceptual Design and Scale Up of Lactic Acid Production From Fermentation-Derived Magnesium LactateNial HoerunNo ratings yet
- Assignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted ToDocument5 pagesAssignment-1 Petroleum and Petrochemicals (UCH-850) : Submitted Toarpit thukralNo ratings yet
- Industrial Mineral Concentration TechnologiesDocument45 pagesIndustrial Mineral Concentration TechnologiessanjibkrjanaNo ratings yet
- Syn Aspartame PDFDocument3 pagesSyn Aspartame PDFAlexiaaaa12No ratings yet
- Studies On Complete and Partial Acidulation of Eppawela ApatiteDocument17 pagesStudies On Complete and Partial Acidulation of Eppawela ApatiteThusith WijayawardenaNo ratings yet
- Production of H3PO4Document7 pagesProduction of H3PO4Abhisek Behera0% (1)
- Alkylation Process Stratco PDFDocument14 pagesAlkylation Process Stratco PDFGeraldin Ching FrancoNo ratings yet
- Improved Success in Acid Stimulations With A New Organic-HF SystemDocument8 pagesImproved Success in Acid Stimulations With A New Organic-HF SystemAymen KASMINo ratings yet
- Int.J.Chem - React.Eng (2015) - Journal GPE2014 PDFDocument6 pagesInt.J.Chem - React.Eng (2015) - Journal GPE2014 PDFKanungnit ChawongNo ratings yet
- Investigation of Liquid-Liquid Phase Equilibria For Reactive Extraction of Lactic Acid With Organophosphorus SolventsDocument6 pagesInvestigation of Liquid-Liquid Phase Equilibria For Reactive Extraction of Lactic Acid With Organophosphorus Solventskudsiya firdousNo ratings yet
- New Strategies For The Hofmann ReactionDocument7 pagesNew Strategies For The Hofmann ReactionCasper JorckNo ratings yet
- Acesulfame PotassiumDocument3 pagesAcesulfame PotassiumBojja RameshNo ratings yet
- The Effects of Process Variables On Scale Inhibition in Dynamic Scale TestingDocument9 pagesThe Effects of Process Variables On Scale Inhibition in Dynamic Scale TestingJulio PulidoNo ratings yet
- Chemical Study of Organic-HF Blends Leads To Improved Fluids - 2Document4 pagesChemical Study of Organic-HF Blends Leads To Improved Fluids - 2Lê CôngNo ratings yet
- Akzo NobelDocument10 pagesAkzo NobelAleksandar MileticNo ratings yet
- United States Patent (19) : PistoriusDocument5 pagesUnited States Patent (19) : Pistoriusmasood kblNo ratings yet
- PX PtaDocument39 pagesPX PtaAshok Sharma100% (1)
- Characterization and Analysis of PLA and Its PrecursorDocument10 pagesCharacterization and Analysis of PLA and Its PrecursornierzaNo ratings yet
- Gong 2010Document5 pagesGong 2010mettyanaNo ratings yet
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Controlled Release NPK Compound Fertilizer With The Function of Water RetentionDocument11 pagesControlled Release NPK Compound Fertilizer With The Function of Water RetentionYonatan AdiNo ratings yet
- Hydrogenation of Fatty Acid Methyl Esters To FattyDocument9 pagesHydrogenation of Fatty Acid Methyl Esters To FattyYulius Harmawan Setya PratamaNo ratings yet
- Display Article For FreeDocument3 pagesDisplay Article For Freechandansarmah1No ratings yet
- Fluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnDocument47 pagesFluidized Catalytic Cracking-An: Luidized Atalytic Racking-AnChakravarthy BharathNo ratings yet
- Article: Cr/Al Oxide As Solid Acid Catalyst To Afford Babassu BiodiselDocument11 pagesArticle: Cr/Al Oxide As Solid Acid Catalyst To Afford Babassu BiodiselLiz PonceNo ratings yet
- Exergy Analysis of The Process of Production of Dicalcium PhosphateDocument13 pagesExergy Analysis of The Process of Production of Dicalcium Phosphatedehkadeh7No ratings yet
- ALTA Part 4Document16 pagesALTA Part 4klshfyusbdfkNo ratings yet
- Antioxidant-1010 Method of Preparation and Patentability OpinionDocument40 pagesAntioxidant-1010 Method of Preparation and Patentability OpinionPrashant JadhavNo ratings yet
- ChemicalDocument12 pagesChemicalhusseinhshNo ratings yet
- Author's Accepted Manuscript: Journal of Petroleum Science and EngineeringDocument33 pagesAuthor's Accepted Manuscript: Journal of Petroleum Science and EngineeringSilmi Kaffah AudahNo ratings yet
- PAM Co PVA PrepnDocument4 pagesPAM Co PVA PrepnRasha El-GhazawyNo ratings yet
- PetróleoDocument11 pagesPetróleoJuan Camilo CamachoNo ratings yet
- Artículo - Mougel ModelDocument6 pagesArtículo - Mougel ModelJuan Camilo CamachoNo ratings yet
- 16-6 Selection of Heat Exchangers: 746 Introduction To Thermodynamics and Heat TransferDocument3 pages16-6 Selection of Heat Exchangers: 746 Introduction To Thermodynamics and Heat TransferJuan Camilo CamachoNo ratings yet
- Recent Advances in Lactic Acid Production by Microbial Fermentation ProcessesDocument26 pagesRecent Advances in Lactic Acid Production by Microbial Fermentation ProcessesJuan Camilo Camacho100% (1)
- Solid State Puc II 1Document41 pagesSolid State Puc II 1Rimmy AugustineNo ratings yet
- The Most Important Industrial Gases Applications and PropertiesDocument5 pagesThe Most Important Industrial Gases Applications and PropertiesPhucNo ratings yet
- Business PlanDocument10 pagesBusiness Planryzabuhayan24No ratings yet
- Factors Affecting Selection of FoundationDocument4 pagesFactors Affecting Selection of FoundationRoy JariNo ratings yet
- Chemistry NTSE Stage-1& II (Page 203) Final17-18Document203 pagesChemistry NTSE Stage-1& II (Page 203) Final17-18Aditi MishraNo ratings yet
- Themaar 1 Building-Investigation ReportDocument53 pagesThemaar 1 Building-Investigation ReportRamsha YasirNo ratings yet
- European Patent Application: Vinyl Acetate/aromatic Vinyl Ester Copolymer Binder ResinsDocument23 pagesEuropean Patent Application: Vinyl Acetate/aromatic Vinyl Ester Copolymer Binder ResinschinmaydabkeNo ratings yet
- Ammonium Chloride: Product InformationDocument2 pagesAmmonium Chloride: Product InformationusamaNo ratings yet
- PRESTRESSED CONCRETE 03 Rev00Document4 pagesPRESTRESSED CONCRETE 03 Rev00Hussein MuslihNo ratings yet
- Bostik Corporate - Presentation - 2013 PDFDocument18 pagesBostik Corporate - Presentation - 2013 PDFAshwathRaghavendranNo ratings yet
- ENG List of Entry Point ProjectsDocument11 pagesENG List of Entry Point ProjectsKhoonShihHsienNo ratings yet
- Properties of Refrigerant R134aDocument6 pagesProperties of Refrigerant R134ajosephine-ngNo ratings yet
- Leary Et Al. 2016 Fruta Del Norte PDFDocument31 pagesLeary Et Al. 2016 Fruta Del Norte PDFesandovalaNo ratings yet
- Carbon Steel GradesDocument4 pagesCarbon Steel GradesKiky IchanafiNo ratings yet
- National Institute of Fashion Technology Hyderabad Fabric and garment finishing : Basic washes in denim fabricDocument13 pagesNational Institute of Fashion Technology Hyderabad Fabric and garment finishing : Basic washes in denim fabricSundaramoorthy ManickamNo ratings yet
- SHAW 101.2 EPD EcoWorxCommercialCarpetTile 29november2012Document14 pagesSHAW 101.2 EPD EcoWorxCommercialCarpetTile 29november2012ignaciovillanuevaNo ratings yet
- Stress Mechanics WikipediaDocument10 pagesStress Mechanics WikipediahiimrujuNo ratings yet
- Lecture 3: Operation Involving Particulate MatterDocument25 pagesLecture 3: Operation Involving Particulate MatterTaytoNo ratings yet
- Method Statement For Concrete Works (Rev.01)Document12 pagesMethod Statement For Concrete Works (Rev.01)EmadHassan0% (1)
- GFRC Balustrade SectionDocument4 pagesGFRC Balustrade Sectionladan tamaddonNo ratings yet
- Cold Formed Steel Sections - IDocument37 pagesCold Formed Steel Sections - IsskamalakannanNo ratings yet
- Design of Two Way Slab: 2nd/3rd Floor Slab S1Document14 pagesDesign of Two Way Slab: 2nd/3rd Floor Slab S1John Paul Hilary EspejoNo ratings yet
- Coke Formation in Zeolite ZSM-5Document10 pagesCoke Formation in Zeolite ZSM-5Neil MilestoneNo ratings yet
- 10 Provisional RestorationsDocument15 pages10 Provisional RestorationsDaniel Espinoza EspinozaNo ratings yet
- R 152a Diagrama de Refrigerante P-HDocument1 pageR 152a Diagrama de Refrigerante P-HJose LuisNo ratings yet
- FI-DC01-Visual Defect Categories Rev 1Document1 pageFI-DC01-Visual Defect Categories Rev 1Rajeshwaran ChinniahNo ratings yet
- Marathon 543: Classifi CationsDocument1 pageMarathon 543: Classifi CationsBranko FerenčakNo ratings yet
- FX 081612Document4 pagesFX 081612zhiong1953No ratings yet
- BS En-12285-1Document159 pagesBS En-12285-1shaggeruk85% (13)
- WF Simply Supported Beam Design With Torsional Loading Based On AISC 360-10/16Document2 pagesWF Simply Supported Beam Design With Torsional Loading Based On AISC 360-10/16Karen Esther Acuña VelasquezNo ratings yet