You might also like
- Vetco Mud Line HangerDocument39 pagesVetco Mud Line HangerAnh Tuan Nguyen100% (1)
- 5 Liner HangersDocument26 pages5 Liner HangersAjar Waspodo50% (2)
- FMC Tubing HangerDocument10 pagesFMC Tubing HangerDeepak Rana100% (3)
- Specialized Tools CatalogDocument60 pagesSpecialized Tools CatalogGiorgiana Rosu100% (1)
- Davis-Lynch Full Products PDFDocument53 pagesDavis-Lynch Full Products PDFNilo Llamocca Gutierrez67% (3)
- Mudline Suspension2Document2 pagesMudline Suspension2Emad JamshidiNo ratings yet
- Drillquip MLS Ssystem Catalog ms15 - Mudline PDFDocument20 pagesDrillquip MLS Ssystem Catalog ms15 - Mudline PDFMoisesNo ratings yet
- Dril-Quip Pocket Reference Guide.Document202 pagesDril-Quip Pocket Reference Guide.Alistair100% (2)
- Cameron Catalog 2006 020819 PDFDocument162 pagesCameron Catalog 2006 020819 PDFTitanBOPNo ratings yet
- 3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsDocument23 pages3 ", 5 ", 8 " & 11 " Pipe Cutter With Knife Return System: Operating InstructionsRazvan RaduNo ratings yet
- Fishing Tools PDFDocument45 pagesFishing Tools PDFRichard EVNo ratings yet
- Bowen-Lebus Knuckle Joints: Instruction Manual 4810Document11 pagesBowen-Lebus Knuckle Joints: Instruction Manual 4810Foros Isc100% (2)
- Mudline Suspension PDFDocument32 pagesMudline Suspension PDFBalkis Fatiha100% (1)
- Rtts PackerDocument2 pagesRtts Packersaeed65100% (2)
- 2 JFE BEAR Design FeatureDocument15 pages2 JFE BEAR Design FeatureDaniel ChiriacNo ratings yet
- ST&R ROV Workover Control System (RWOCS)Document2 pagesST&R ROV Workover Control System (RWOCS)魏永涛No ratings yet
- Hydraquaker: Hydraulic Drilling Jar Delivers High ImpactDocument4 pagesHydraquaker: Hydraulic Drilling Jar Delivers High ImpactPavin PiromNo ratings yet
- Choke and Kill Manifold Brochure PDFDocument12 pagesChoke and Kill Manifold Brochure PDFtaloslamomia9417100% (1)
- ST WCS 2015 XT Systems EniDocument46 pagesST WCS 2015 XT Systems Enikienlv0% (1)
- FMC OBS-II Exploration Wellhead - For Jackup DrillingDocument8 pagesFMC OBS-II Exploration Wellhead - For Jackup DrillingAli BoubeniaNo ratings yet
- Ingram Cactus - Exact 15 Universal Slim-Hole Wellhead SystemDocument5 pagesIngram Cactus - Exact 15 Universal Slim-Hole Wellhead SystemYougchu LuanNo ratings yet
- 2003 Liner Hangers CatalogDocument104 pages2003 Liner Hangers CatalogFABGOILMAN100% (1)
- Completion & Workover.Document9 pagesCompletion & Workover.msu6383No ratings yet
- BH Liner HangerDocument9 pagesBH Liner HangerzhiqianxuNo ratings yet
- WMSW Mudline Running Procedure for 30" x 20" x 13-3/8" x 9-5/8" x 7Document53 pagesWMSW Mudline Running Procedure for 30" x 20" x 13-3/8" x 9-5/8" x 7Mahmoud Ahmed Ali Abdelrazik0% (1)
- Catalog WOS99328Rev. 1102Document136 pagesCatalog WOS99328Rev. 1102EDUARROCHA100% (3)
- Cameron Collet ConnectorDocument8 pagesCameron Collet ConnectormturriNo ratings yet
- 37 Drill Stem Tools 1 PDFDocument2 pages37 Drill Stem Tools 1 PDFRizwan FaridNo ratings yet
- Cementing & Casing Accessories Davis-Lynch Equipment CatalogDocument19 pagesCementing & Casing Accessories Davis-Lynch Equipment CatalogfarajNo ratings yet
- Seal Assemblies (Locator, Anchor, Latch)Document2 pagesSeal Assemblies (Locator, Anchor, Latch)Yougchu LuanNo ratings yet
- Subsea EngineeringDocument16 pagesSubsea EngineeringMae JoyceNo ratings yet
- Load-Supporting Base Plates and Casing EquipmentDocument13 pagesLoad-Supporting Base Plates and Casing EquipmentDewy Cox100% (1)
- Ttt2b Drillable TlsDocument26 pagesTtt2b Drillable TlsMahmoud Ahmed Ali AbdelrazikNo ratings yet
- Deadline Anchors BrochureDocument3 pagesDeadline Anchors Brochurejlmunozv100% (2)
- OMV Contingency Relief Well Planning PDFDocument10 pagesOMV Contingency Relief Well Planning PDFmsm.ele2009No ratings yet
- Snubbing PDFDocument134 pagesSnubbing PDFNavin SinghNo ratings yet
- GEOG VetcoGray Surface Drilling HYBRID-042409Document21 pagesGEOG VetcoGray Surface Drilling HYBRID-042409mechadavid5535No ratings yet
- Scrugrab 05-03-10 PDFDocument2 pagesScrugrab 05-03-10 PDFfabisysNo ratings yet
- XpressDrill Operation ManualDocument41 pagesXpressDrill Operation ManualСергей Самойленко100% (1)
- 07 - MUX Control of Subsea BOPDocument27 pages07 - MUX Control of Subsea BOPAustin AsuquoNo ratings yet
- Explain The Function of Pad Mud in A Deepwater Drilling OperationDocument1 pageExplain The Function of Pad Mud in A Deepwater Drilling OperationKeithbNo ratings yet
- Wireline Pipe Recovery Considerations in Stuck Drill Pipe SituationsDocument6 pagesWireline Pipe Recovery Considerations in Stuck Drill Pipe Situationsreborn2No ratings yet
- Light Well Intervention System - LWISDocument2 pagesLight Well Intervention System - LWISWilliam EvansNo ratings yet
- Velocity StringsDocument2 pagesVelocity StringsCarlos LiscanoNo ratings yet
- RTTS Packer: Technical Data SheetDocument5 pagesRTTS Packer: Technical Data SheetHamid Reza Babaei100% (1)
- Specialized Tools Catalog 2008Document60 pagesSpecialized Tools Catalog 2008IMEDHAMMOUDANo ratings yet
- PTC VR Lubricator Tool: Safest & Most Versatile for Wellhead InterventionDocument2 pagesPTC VR Lubricator Tool: Safest & Most Versatile for Wellhead InterventionChrisNo ratings yet
- Procedure For CASED HOLE Sidetrack WhipstockingDocument12 pagesProcedure For CASED HOLE Sidetrack WhipstockingMohamed MahmoudNo ratings yet
- Plug Setting Tool and Junk Basket: Purpose of The ServiceDocument15 pagesPlug Setting Tool and Junk Basket: Purpose of The Servicerobin2806No ratings yet
- Baker D and DB Retainer Production Packers H43210 PDFDocument7 pagesBaker D and DB Retainer Production Packers H43210 PDFwasayrazaNo ratings yet
- Inflatable Packers enDocument51 pagesInflatable Packers enDavid LuhetoNo ratings yet
- FTI 7216 SubseaDrillingSysbroDocument12 pagesFTI 7216 SubseaDrillingSysbroAnonymous U5t9NYzhLW100% (1)
- Davis Stage Cementing Collar and Equipment PDFDocument5 pagesDavis Stage Cementing Collar and Equipment PDFPdax FirdausNo ratings yet
- Completion Tools CatalogDocument118 pagesCompletion Tools CatalogPavaniimc Mc100% (1)
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- API 6A 19th EditionDocument21 pagesAPI 6A 19th EditionDeepak Sareen100% (1)
- ELDER IX 5 5 X 2 375Document8 pagesELDER IX 5 5 X 2 375crni rokoNo ratings yet
- DW AutoFill Tool MGDocument4 pagesDW AutoFill Tool MGcrni rokoNo ratings yet
- Mill EZ - TBG CCR Brochure - 18.april.17Document2 pagesMill EZ - TBG CCR Brochure - 18.april.17crni rokoNo ratings yet
- MILL-EZ - TBG Plug Brochure - 20.MAR.17Document2 pagesMILL-EZ - TBG Plug Brochure - 20.MAR.17crni rokoNo ratings yet
- PO Power Tong EckelDocument4 pagesPO Power Tong Eckelcrni rokoNo ratings yet
- PO Westco Casing TongDocument6 pagesPO Westco Casing Tongcrni rokoNo ratings yet
- Price List From WDF 2018 3Document5 pagesPrice List From WDF 2018 3crni rokoNo ratings yet
- En 14163 Brochure Hand Pumps EnglishDocument6 pagesEn 14163 Brochure Hand Pumps Englishcrni rokoNo ratings yet
- Brochure Multi Purpose CylindersDocument10 pagesBrochure Multi Purpose Cylinderscrni rokoNo ratings yet
- Brochure - Lightweight Impact Wrenches Chicago Pneumatik 2017Document4 pagesBrochure - Lightweight Impact Wrenches Chicago Pneumatik 2017crni rokoNo ratings yet
- En 14163 Brochure Hand Pumps EnglishDocument6 pagesEn 14163 Brochure Hand Pumps Englishcrni rokoNo ratings yet
- Safety clamp quote for oil services companyDocument11 pagesSafety clamp quote for oil services companycrni rokoNo ratings yet
- WDF Power Tong QuotationDocument2 pagesWDF Power Tong Quotationcrni rokoNo ratings yet
- Brochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012Document2 pagesBrochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012crni rokoNo ratings yet
- Lincoln Grease GunDocument11 pagesLincoln Grease Guncrni rokoNo ratings yet
- QuickSlide Tool Block SlidesDocument1 pageQuickSlide Tool Block Slidescrni rokoNo ratings yet
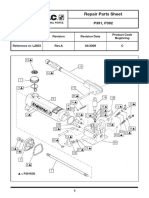
- Repair Parts Sheet for P391 and P392 Hydraulic PumpsDocument2 pagesRepair Parts Sheet for P391 and P392 Hydraulic Pumpscrni rokoNo ratings yet
- Actuators & Accessories: Pacific ValvesDocument55 pagesActuators & Accessories: Pacific ValvesEleonoraNo ratings yet
- Nameplate Marking Model4 Model6 BrochureDocument2 pagesNameplate Marking Model4 Model6 Brochurecrni rokoNo ratings yet
- Brochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012Document2 pagesBrochure - AVK Gate Valve OS&Y ANSI, Prepared For Actuator 2012crni rokoNo ratings yet
- Drilling ChokesDocument8 pagesDrilling ChokesselereakNo ratings yet
- Hydraulic Actuator Product BulletinDocument3 pagesHydraulic Actuator Product Bulletincrni rokoNo ratings yet
- Well Control Equipment Catalogue: IntegrityDocument21 pagesWell Control Equipment Catalogue: Integritycrni rokoNo ratings yet
- High Temp Shearing Blind Rams Exceed API SpecsDocument2 pagesHigh Temp Shearing Blind Rams Exceed API Specscrni rokoNo ratings yet
- Loads On FlangesDocument16 pagesLoads On Flangesccoollest100% (3)
- Choke Maintnance PDFDocument42 pagesChoke Maintnance PDFbtrasla9023No ratings yet
- Choke Beans, Stems & SeatsDocument4 pagesChoke Beans, Stems & Seatscrni rokoNo ratings yet
- DST Slip Joint PDFDocument8 pagesDST Slip Joint PDFcrni rokoNo ratings yet
- BOP Manufacturer Shear InformationDocument5 pagesBOP Manufacturer Shear Informationcrni rokoNo ratings yet
- Empaque Ad-1 Tension PKRDocument10 pagesEmpaque Ad-1 Tension PKRolger nino100% (2)
- Spe 139308 MSDocument10 pagesSpe 139308 MSLeopold Roj DomNo ratings yet
- Pore Pressure and Fracture GradientDocument91 pagesPore Pressure and Fracture GradientSamuel Okezie100% (2)
- DocxDocument18 pagesDocxlibyafreelibyana100% (3)
- PIPESIM 2019: Steady-State Multiphase Flow SimulatorDocument32 pagesPIPESIM 2019: Steady-State Multiphase Flow SimulatorHafiz AkhtarNo ratings yet
- Competency Matrix For Petroleum EngineeringDocument21 pagesCompetency Matrix For Petroleum EngineeringKevin WoeNo ratings yet
- F Chapter 6 Annular SpaceDocument55 pagesF Chapter 6 Annular SpaceAbdul-alim BhnsawyNo ratings yet
- Research and Application of Water Jet Technology in Well Completion and Stimulation in ChinaDocument6 pagesResearch and Application of Water Jet Technology in Well Completion and Stimulation in Chinaeri dian ismayaNo ratings yet
- Key Issues in Multilateral Technolog 1668247705Document55 pagesKey Issues in Multilateral Technolog 1668247705Dhani de EngineurNo ratings yet
- JW Elastomeric Seals Components For The Oil Gas Iss 10.1 2017 v1Document72 pagesJW Elastomeric Seals Components For The Oil Gas Iss 10.1 2017 v1Yogi173No ratings yet
- Multilateral System: Level DefinitionsDocument13 pagesMultilateral System: Level Definitions张晨No ratings yet
- 8 5-FX56sDocument4 pages8 5-FX56snappyNo ratings yet
- Technical OfferDocument50 pagesTechnical OfferHisham ElsayedNo ratings yet
- Spe 120449 PaDocument8 pagesSpe 120449 PaTECH JSC FHDNo ratings yet
- Construction and Maintenance of Chilled Water PipingDocument9 pagesConstruction and Maintenance of Chilled Water PipingHeba S. Al-saudi100% (2)
- WELLCAT Data SheetDocument8 pagesWELLCAT Data SheetErik Rodriguez100% (1)
- Introduction To CoilTubingDocument78 pagesIntroduction To CoilTubingMuhamad Wildanun100% (4)
- Shts & RPSB, HPSRDocument8 pagesShts & RPSB, HPSRAyman100% (1)
- Thesis KCNDocument85 pagesThesis KCNMiitoxDNo ratings yet
- Sarulla Geothermal Project Drilling StatusDocument41 pagesSarulla Geothermal Project Drilling StatusandrisimanjuntakNo ratings yet
- Drilling and Costs Chapter 6Document51 pagesDrilling and Costs Chapter 6qatar4ever66No ratings yet
- GOK-12 Wellbore Cementing ReportDocument5 pagesGOK-12 Wellbore Cementing Report-BloodSeeker-No ratings yet
- ISO 10423 (API 6A) - International Standard For Petroleum and Natural Gas IndustriesDocument16 pagesISO 10423 (API 6A) - International Standard For Petroleum and Natural Gas IndustriesVlassis Sarantinos100% (1)
- Building Construction NotesDocument98 pagesBuilding Construction NotesLouis Kiwa100% (2)
- Eni Completion Design ManualDocument10 pagesEni Completion Design ManualHELPPPPPNo ratings yet
- Standard Operating Procedures for Drilling OperationsDocument456 pagesStandard Operating Procedures for Drilling OperationsSiddhartha ChakradharNo ratings yet
- Faculty of Engineering Petroleum Engineering Department: Drilling Engineering I Third StageDocument14 pagesFaculty of Engineering Petroleum Engineering Department: Drilling Engineering I Third StageOmer IkhlasNo ratings yet
- Comprehensive Data Acquisition For Pre Well Abandonment - Rev2Document36 pagesComprehensive Data Acquisition For Pre Well Abandonment - Rev2Yovaraj Karunakaran100% (1)
- Drilling EquipmentDocument86 pagesDrilling EquipmentIqbal AfriansyahNo ratings yet
- Manual For Elevators PDFDocument116 pagesManual For Elevators PDFMitchelUrzolaMartinezNo ratings yet