You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Time in Quantum Mechanics (J. Gonzalo Muga, Rafael Sala Mayato Etc.) (Z-Library)Document461 pagesTime in Quantum Mechanics (J. Gonzalo Muga, Rafael Sala Mayato Etc.) (Z-Library)Samuel OliveiraNo ratings yet
- Gating and RiseringDocument12 pagesGating and RiseringCarlos Ortega JonesNo ratings yet
- Um2673 5 KW Low Voltage High Current Inverter For Automotive Motor Control Applications StmicroelectronicsDocument42 pagesUm2673 5 KW Low Voltage High Current Inverter For Automotive Motor Control Applications StmicroelectronicsResiaNo ratings yet
- Vladimir Z. Kresin - Mechanisms of Conventional and High TC Superconductivity (1993)Document196 pagesVladimir Z. Kresin - Mechanisms of Conventional and High TC Superconductivity (1993)Rodrigo Osorio GuerraNo ratings yet
- Unit II MCQ Electricity, Magnetism and SemiconductorDocument14 pagesUnit II MCQ Electricity, Magnetism and SemiconductorUmesh PatilNo ratings yet
- FCFC-100 + RZFC-100 (SkyAir R32 Inverter)Document1 pageFCFC-100 + RZFC-100 (SkyAir R32 Inverter)Surya LiemNo ratings yet
- Series VSI BrochureDocument36 pagesSeries VSI BrochureAmer GaladNo ratings yet
- Heat (Add Science) OkDocument35 pagesHeat (Add Science) OkJaswardi Anwar Bin Md Yaacob� IPGKKBNo ratings yet
- FI01 en Kap03Document118 pagesFI01 en Kap03pvalverdea2014No ratings yet
- METCO - Metco 32C - DSM-0265.0 - Self-Fluxing - With - HardphaseDocument5 pagesMETCO - Metco 32C - DSM-0265.0 - Self-Fluxing - With - HardphasemazaherramazaniNo ratings yet
- Air Conditioner Presentation A1Document29 pagesAir Conditioner Presentation A1Nova KurniawanNo ratings yet
- MDOF AnalysisDocument17 pagesMDOF AnalysisAditya Galih PrawiraNo ratings yet
- Static and Dynamic Resistance MeasurementsDocument23 pagesStatic and Dynamic Resistance MeasurementsTommy TomzNo ratings yet
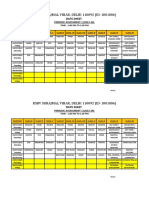
- Date Sheet PT2023-24Document1 pageDate Sheet PT2023-24The WOLfoNo ratings yet
- Data Sheet NPNB HN22PA3Document2 pagesData Sheet NPNB HN22PA3Liliana ZamoraNo ratings yet
- 04 B. E.-BME Final PDFDocument139 pages04 B. E.-BME Final PDFChristy JosephNo ratings yet
- Workshop Electrical Jointing & Termination Part 1Document74 pagesWorkshop Electrical Jointing & Termination Part 1widiNo ratings yet
- Seeleys Anatomy and Physiology 11th Edition Vanputte Test BankDocument36 pagesSeeleys Anatomy and Physiology 11th Edition Vanputte Test Bankspunkycantingzcat100% (46)
- Datasheet Diodo NTE5142A (BZD23-C33)Document3 pagesDatasheet Diodo NTE5142A (BZD23-C33)pablor6No ratings yet
- EEE Lab PresentationDocument12 pagesEEE Lab PresentationMd Mamun HossainNo ratings yet
- Arches MCQDocument9 pagesArches MCQjampanivenkat8No ratings yet
- Bundle Extractor ClipDocument1 pageBundle Extractor ClipSu Kil SungNo ratings yet
- Ram Krishna 2002Document12 pagesRam Krishna 2002AGNo ratings yet
- 03 Lecture 4 Topic 2 Maintenance StrategiesDocument78 pages03 Lecture 4 Topic 2 Maintenance StrategiesNoman Ullah ChoudharyNo ratings yet
- Medical Equipment TroubleshootingDocument28 pagesMedical Equipment TroubleshootingNarendran Ravi83% (6)
- Stress Calculation (WSD)Document18 pagesStress Calculation (WSD)Alexes DomingoNo ratings yet
- HVDCDocument1 pageHVDCD SadikNo ratings yet
- Tutorial 5-1Document2 pagesTutorial 5-1chandan rajNo ratings yet
- Gill Battery Service ManualDocument67 pagesGill Battery Service ManualravNo ratings yet
- Quiz 2 Ph1038Document1 pageQuiz 2 Ph1038Pocholo MendiolaNo ratings yet