You might also like
- Heat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFDocument17 pagesHeat Exchange Reforming Technology - Indo Club - June 2008 SNL PDFJaved MohammedNo ratings yet
- HTCR Vs HTERDocument7 pagesHTCR Vs HTERlaquetengoNo ratings yet
- The Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEODocument0 pagesThe Theory and Practice of Steam Reforming: By: Gerard B. Hawkins Managing Director, CEOBalaji RamanNo ratings yet
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsFrom EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonNo ratings yet
- Haldor Topsoe Hter First ExperiencesDocument8 pagesHaldor Topsoe Hter First ExperiencesGeorge Van BommelNo ratings yet
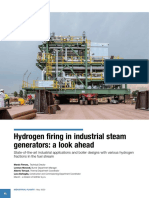
- Hydrogen Firing in Industrial Steam GeneratorsDocument9 pagesHydrogen Firing in Industrial Steam GeneratorsLuca MaseNo ratings yet
- Modeling and simulation of methanation catalytic reactorDocument8 pagesModeling and simulation of methanation catalytic reactorMartin NizNo ratings yet
- Shift Conversion OperationDocument26 pagesShift Conversion OperationMuhammad JunaidNo ratings yet
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- Ammonia Converter FailureDocument15 pagesAmmonia Converter FailureAnonymous UoHUagNo ratings yet
- Hydrogen Production by Steam Reforming of HC by TopsoeDocument2 pagesHydrogen Production by Steam Reforming of HC by TopsoeMainak Sarkar100% (1)
- Rectisol Master ThesisDocument236 pagesRectisol Master ThesismvooNo ratings yet
- Fuel ConsumptionDocument11 pagesFuel ConsumptionMerick Diamante Jr.No ratings yet
- GTL TechnologyDocument24 pagesGTL Technologychaitanya_scribd100% (1)
- AmmoniaDocument24 pagesAmmoniaCamilo GarzonNo ratings yet
- Ammonia Process For FutureDocument5 pagesAmmonia Process For FutureSARFRAZ ALINo ratings yet
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocument8 pages4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNo ratings yet
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDocument8 pagesImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- HTHA Autoclave TestingDocument13 pagesHTHA Autoclave TestingTim MunstermanNo ratings yet
- R-501 Diagnostics of Ammonia Converter uneven catalyst bed temperaturesDocument35 pagesR-501 Diagnostics of Ammonia Converter uneven catalyst bed temperaturesTalal AshrafNo ratings yet
- Electric Heaters For Safe Startup ofDocument9 pagesElectric Heaters For Safe Startup ofSteve WanNo ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- 3 3 MR Robert PardemannDocument47 pages3 3 MR Robert Pardemannhoremheb1No ratings yet
- Books: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsDocument1 pageBooks: Cryogenic Engineering, 2 Edition Distillation Theory and Its Application To Design of Separation UnitsRaul tejadaNo ratings yet
- 100 Years of Ammonia Synthesis: A Review of DevelopmentsDocument10 pages100 Years of Ammonia Synthesis: A Review of DevelopmentsGrootNo ratings yet
- 8q1pQq PDFDocument100 pages8q1pQq PDFJonathan Riveros RojasNo ratings yet
- Methanol To OlefinDocument198 pagesMethanol To OlefinHamed MolaviNo ratings yet
- Aist 2018 ZR and Hyl Iii PDFDocument28 pagesAist 2018 ZR and Hyl Iii PDFteresaNo ratings yet
- 014 PDFDocument12 pages014 PDFGrootNo ratings yet
- Ullmanns 2 PDFDocument88 pagesUllmanns 2 PDFCaroline Midori AkamatsuNo ratings yet
- Celanese PFD of MethanolDocument1 pageCelanese PFD of MethanolJessica CehNo ratings yet
- Oxy Fuel PDFDocument59 pagesOxy Fuel PDFdfiorilloNo ratings yet
- 6 MarchDocument51 pages6 MarchmaritsyaditaaNo ratings yet
- Hydrogen from refinery offgas: Three schemes comparedDocument3 pagesHydrogen from refinery offgas: Three schemes comparedkulaspiro100% (1)
- Topsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelDocument19 pagesTopsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelBen PowersNo ratings yet
- Q1 Catalyst CatastrophesDocument6 pagesQ1 Catalyst CatastrophesGhulam RasoolNo ratings yet
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocument12 pagesSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486No ratings yet
- Case Story DK - Green Methanol - Web 1Document4 pagesCase Story DK - Green Methanol - Web 1Pao M. MorenoNo ratings yet
- ShiftMax 120 PDFDocument6 pagesShiftMax 120 PDFHimanshu GuptaNo ratings yet
- 103Document52 pages103Món Quà Vô Giá100% (1)
- Renewable Hydrogen - Nikolaos LYMPEROPOULOS (ID 13339910)Document9 pagesRenewable Hydrogen - Nikolaos LYMPEROPOULOS (ID 13339910)valentino alaiaNo ratings yet
- Expansion Energy LNG BDocument11 pagesExpansion Energy LNG BIvan RinconNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- Steam Methane Reforming Reaction Process Intensification by Using A ReactorDocument14 pagesSteam Methane Reforming Reaction Process Intensification by Using A ReactorserchNo ratings yet
- Fundamentals of Power PlantsDocument48 pagesFundamentals of Power Plantsknx175100% (1)
- Catschool 1: Prereforming CatalystsDocument32 pagesCatschool 1: Prereforming CatalystsAbubakar SiddiqNo ratings yet
- 1998-Plasma Reforming of MethaneDocument8 pages1998-Plasma Reforming of MethaneakkusawNo ratings yet
- Df-25054-Rep-03-001 (Proceso H2)Document110 pagesDf-25054-Rep-03-001 (Proceso H2)María Macharé GutierrezNo ratings yet
- CO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedDocument8 pagesCO2 Capture Over K2CO3 MgO Al2O3 Dry Sorbent in A Fluidized BedFarah Talib Al-sudaniNo ratings yet
- WP 17Document34 pagesWP 17Tyndall Centre for Climate Change Research100% (2)
- Jamalganj UCG ProspectDocument23 pagesJamalganj UCG ProspectArup Kumar BiswasNo ratings yet
- Cryogenic Air Separation Unit, Oxy-CombustionDocument15 pagesCryogenic Air Separation Unit, Oxy-CombustionHWANG INBUMNo ratings yet
- 7171 Oxyfuel Combustion For Below Zero CO2 EmissionsDocument462 pages7171 Oxyfuel Combustion For Below Zero CO2 EmissionsJoão13@No ratings yet
- Coal PulverizedDocument113 pagesCoal PulverizedSherwin Naldoza Dela Cruz100% (2)
- Optimal Operation of Korean Petrochemical Utility SystemsDocument7 pagesOptimal Operation of Korean Petrochemical Utility SystemsDavid Yacchirema SilvaNo ratings yet
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationDocument15 pagesBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoNo ratings yet
- RiseofPPMlessfunds PELRDocument11 pagesRiseofPPMlessfunds PELRlaquetengoNo ratings yet
- Spain-EV-charging Infra-Jan2021Document25 pagesSpain-EV-charging Infra-Jan2021laquetengoNo ratings yet
- FCC Revamp 21cm X 27cm FinalDocument2 pagesFCC Revamp 21cm X 27cm FinalDima RotariNo ratings yet
- L1LSFCY US Feeder Fund PPMDocument60 pagesL1LSFCY US Feeder Fund PPMlaquetengoNo ratings yet
- ILPA Model LPA Term Sheet WOF VersionDocument15 pagesILPA Model LPA Term Sheet WOF VersionlaquetengoNo ratings yet
- How Large Is The Effect of Financial Incentives On Electric Vehicle Sales? - A Global Review and European Analysis - 18Document21 pagesHow Large Is The Effect of Financial Incentives On Electric Vehicle Sales? - A Global Review and European Analysis - 18laquetengoNo ratings yet
- Fertilizer Guide 170418 508Document163 pagesFertilizer Guide 170418 508laquetengoNo ratings yet
- Nps 38 CFDocument16 pagesNps 38 CFGauden Marie C. BangngayNo ratings yet
- RusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFDocument28 pagesRusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFlaquetengoNo ratings yet
- 5 Linde Wawrzinek Funchy-2007Document15 pages5 Linde Wawrzinek Funchy-2007Bali PalNo ratings yet
- RusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFDocument28 pagesRusBBTC2015 HALDOR TOPSOE ALEXANDRA KARYAGINA Eng PDFlaquetengoNo ratings yet
- TECHNIP Tpr-Parallel-Reformer 210x270 Final Web PDFDocument8 pagesTECHNIP Tpr-Parallel-Reformer 210x270 Final Web PDFlaquetengoNo ratings yet
- Hydrogen Technology: Consistent Market LeadershipDocument12 pagesHydrogen Technology: Consistent Market LeadershiplaquetengoNo ratings yet
- ALFA LAVAL - Spiral PDFDocument8 pagesALFA LAVAL - Spiral PDFlaquetengoNo ratings yet
- Nps 38 CFDocument16 pagesNps 38 CFGauden Marie C. BangngayNo ratings yet
- Main References: Process SkidsDocument37 pagesMain References: Process SkidslaquetengoNo ratings yet
- Evgeny Romakin - Rfa2019outlook - EtohDocument36 pagesEvgeny Romakin - Rfa2019outlook - EtohEvgeny RomakinNo ratings yet
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationDocument15 pagesBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoNo ratings yet
- Evgeny Romakin - Rfa2019outlook - EtohDocument36 pagesEvgeny Romakin - Rfa2019outlook - EtohEvgeny RomakinNo ratings yet
- Clavinova Catalogue 2018Document40 pagesClavinova Catalogue 2018JHulmeNo ratings yet
- PL 1Document0 pagesPL 1Antonio MezzopreteNo ratings yet
- Neutralization of Spent Caustic From LPG PlantDocument55 pagesNeutralization of Spent Caustic From LPG PlantlaquetengoNo ratings yet
- Designing For Pressure Safety Valves in Supercritical ServiceDocument4 pagesDesigning For Pressure Safety Valves in Supercritical ServicelaquetengoNo ratings yet
- North Sea Energy I - D3.1.2-3.1.4, D3.1.6 Towards Sustainable Energy Production On The North Sea - Final-Public PDFDocument79 pagesNorth Sea Energy I - D3.1.2-3.1.4, D3.1.6 Towards Sustainable Energy Production On The North Sea - Final-Public PDFlaquetengoNo ratings yet
- Designing For Pressure Safety Valves in Supercritical ServiceDocument4 pagesDesigning For Pressure Safety Valves in Supercritical ServicelaquetengoNo ratings yet
- CAUSTIC Naoh SOLVAY PDFDocument3 pagesCAUSTIC Naoh SOLVAY PDFlaquetengoNo ratings yet
- BG BG 202102080912862 User Manual - File (Long) BG BG-8Document1 pageBG BG 202102080912862 User Manual - File (Long) BG BG-8hofolo39No ratings yet
- PROBLEM 7 - CDDocument4 pagesPROBLEM 7 - CDRavidya ShripatNo ratings yet
- A Guide For School LeadersDocument28 pagesA Guide For School LeadersIsam Al HassanNo ratings yet
- Adobe Scan 25 Dec 202Document1 pageAdobe Scan 25 Dec 202Jimit ShahNo ratings yet
- Pore and Formation PressureDocument4 pagesPore and Formation PressureramadhanipdNo ratings yet
- Energy Conservation PDFDocument11 pagesEnergy Conservation PDFSolitónCuánticoNo ratings yet
- Quick Start Guide - QualiPoc AndroidDocument24 pagesQuick Start Guide - QualiPoc AndroidDmitekNo ratings yet
- POLE FOUNDATION ANALYSIS EXCEL TOOLDocument18 pagesPOLE FOUNDATION ANALYSIS EXCEL TOOLJosue HasbunNo ratings yet
- Danica Seleskovitch-Mariann A Lederer: Interpréter Pour TraduireDocument17 pagesDanica Seleskovitch-Mariann A Lederer: Interpréter Pour TraduireGarima KukrejaNo ratings yet
- Free Fall ExperimentDocument31 pagesFree Fall ExperimentLeerzejPuntoNo ratings yet
- ApplicationDocument11 pagesApplicationKamal Ra JNo ratings yet
- .Design and Development of Motorized Multipurpose MachineDocument3 pages.Design and Development of Motorized Multipurpose MachineANKITA MORENo ratings yet
- A Phenomenological Research Design IllustratedDocument15 pagesA Phenomenological Research Design IllustratedMATEI100% (1)
- Hot and Cold CorrosionDocument6 pagesHot and Cold CorrosioniceburnerNo ratings yet
- VISAYAS STATE UNIVERSITY Soil Science Lab on Rocks and MineralsDocument5 pagesVISAYAS STATE UNIVERSITY Soil Science Lab on Rocks and MineralsAleah TyNo ratings yet
- Basic Vacuum Theory PDFDocument17 pagesBasic Vacuum Theory PDFada guevarraNo ratings yet
- Baghouse Compressed AirDocument17 pagesBaghouse Compressed Airmanh hung leNo ratings yet
- CRT 48-35L PS EuDocument35 pagesCRT 48-35L PS Eujose alvaradoNo ratings yet
- Our Products: Powercore Grain Oriented Electrical SteelDocument20 pagesOur Products: Powercore Grain Oriented Electrical SteelkoalaboiNo ratings yet
- Economical Operation of Nuclear PlantsDocument10 pagesEconomical Operation of Nuclear PlantsArun PatilNo ratings yet
- Lesson No. 1 - Pipe Sizing HydraulicsDocument4 pagesLesson No. 1 - Pipe Sizing Hydraulicsusaid saifullahNo ratings yet
- Simha Lagna: First House Ruled by The Planet Sun (LEO) : The 1st House Known As The Ascendant orDocument3 pagesSimha Lagna: First House Ruled by The Planet Sun (LEO) : The 1st House Known As The Ascendant orRahulshah1984No ratings yet
- Stat and Prob Q1 M3Document15 pagesStat and Prob Q1 M3Samantha Kyle E. PedrigozaNo ratings yet
- Valve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerDocument10 pagesValve Control System On A Venturi To Control FiO2 A Portable Ventilator With Fuzzy Logic Method Based On MicrocontrollerIAES IJAINo ratings yet
- Basic Instructions: A Load (Contact) SymbolDocument3 pagesBasic Instructions: A Load (Contact) SymbolBaijayanti DasNo ratings yet
- Algebra IiDocument2 pagesAlgebra IiFumiServi GuayaquilNo ratings yet
- Guidelines For Synopsis & Dissertation-DefenseDocument10 pagesGuidelines For Synopsis & Dissertation-DefenseRajni KumariNo ratings yet
- Lesson 4: Mean and Variance of Discrete Random Variable: Grade 11 - Statistics & ProbabilityDocument26 pagesLesson 4: Mean and Variance of Discrete Random Variable: Grade 11 - Statistics & Probabilitynicole MenesNo ratings yet
- Phy 111 - Eos Exam 2015Document7 pagesPhy 111 - Eos Exam 2015caphus mazengeraNo ratings yet
- Cedrix James Estoquia - OLLC Lesson 4.6 Presentation and Interpretation of Data ApplicationDocument4 pagesCedrix James Estoquia - OLLC Lesson 4.6 Presentation and Interpretation of Data ApplicationDeuK WR100% (1)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)