You might also like
- List of API StandardsDocument3 pagesList of API StandardsMuthuKumar Arunachalam100% (7)
- Essential English Words Answer KeyDocument13 pagesEssential English Words Answer KeyReyes SanchezNo ratings yet
- EXXONMOBIL Specs ListDocument18 pagesEXXONMOBIL Specs ListJ T Mendonça SantosNo ratings yet
- Piping Design Articles by Robert Kern PDFDocument53 pagesPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- Vocabulary For TOEFL iBTDocument191 pagesVocabulary For TOEFL iBTquevinh94% (48)
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesDocument12 pages1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19No ratings yet
- Understanding process equipment optimizationDocument5 pagesUnderstanding process equipment optimizationrahulNo ratings yet
- Fired Heaters - Cleaning Heater Convection TubesDocument5 pagesFired Heaters - Cleaning Heater Convection TubesReyes SanchezNo ratings yet
- Waste Heat RecoveryDocument17 pagesWaste Heat Recoverynayan100% (2)
- English Grammar - Master in 30 Days (Not Printed)Document181 pagesEnglish Grammar - Master in 30 Days (Not Printed)gastonelo100% (4)
- Furnace Heater DesignDocument7 pagesFurnace Heater DesignAaAaA_88No ratings yet
- LGE Gas HandbookDocument114 pagesLGE Gas Handbookchastain1227100% (1)
- Wood Stoves - How To Make and Use Them (Ole Wik, 1977)Document159 pagesWood Stoves - How To Make and Use Them (Ole Wik, 1977)dimfo100% (3)
- Convection Section CleaningDocument10 pagesConvection Section CleaningSuresh RamakrishnanNo ratings yet
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDocument6 pagesECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoNo ratings yet
- Troubleshooting A C3 Splitter Tower Part 1 EvaluationDocument6 pagesTroubleshooting A C3 Splitter Tower Part 1 EvaluationZangNo ratings yet
- Tube Deterioration in Fired HeatersDocument7 pagesTube Deterioration in Fired HeatersChem.EnggNo ratings yet
- Fired Heater Design and SimulationDocument6 pagesFired Heater Design and SimulationHarold Fernando Guavita Reyes0% (1)
- Steam Reforming Common ProblemsDocument61 pagesSteam Reforming Common ProblemsBilalNo ratings yet
- Causes of Deterioration in Fired Boilers-JnmDocument3 pagesCauses of Deterioration in Fired Boilers-JnmVishal BailurNo ratings yet
- 2phase Flow and Boiling Heat TransferDocument218 pages2phase Flow and Boiling Heat TransfercmegmhiNo ratings yet
- Prico Process PDFDocument13 pagesPrico Process PDFcorkynhoNo ratings yet
- Waste Heat Recovery Devices and ApplicationsDocument18 pagesWaste Heat Recovery Devices and Applicationsdivyank3dNo ratings yet
- Increase Crude Unit Capacity Through Better IntegrationDocument3 pagesIncrease Crude Unit Capacity Through Better IntegrationRuben LealNo ratings yet
- Inovation PDFDocument74 pagesInovation PDFMesi DonaNo ratings yet
- Romatic Ydrocarbons: CH CH CH C HDocument7 pagesRomatic Ydrocarbons: CH CH CH C HMukesh BishtNo ratings yet
- 15 HVAC Scope of Work RevisedDocument3 pages15 HVAC Scope of Work RevisedKmt_AeNo ratings yet
- Fire Resistant Ductwork - GuidelinesDocument52 pagesFire Resistant Ductwork - Guidelinesfrikkie@100% (2)
- Boiler Heat FluxDocument8 pagesBoiler Heat FluxMubarik Ali100% (1)
- Ammonia Plant Upgrading-Multistage Integ PDFDocument6 pagesAmmonia Plant Upgrading-Multistage Integ PDFali AbbasNo ratings yet
- At 03467 AspenTech Course Catalog FY18 - v8 UpdateDocument28 pagesAt 03467 AspenTech Course Catalog FY18 - v8 UpdateCarlos Cortes AguirreNo ratings yet
- EAF Energy ModelDocument10 pagesEAF Energy Modelcimav100% (2)
- CEeNews2 04 PDFDocument6 pagesCEeNews2 04 PDFJohn AnthoniNo ratings yet
- Troubleshooting Tube Failures in Direct-Fired HeatersDocument7 pagesTroubleshooting Tube Failures in Direct-Fired HeatersReyes SanchezNo ratings yet
- Methanol DistillationDocument6 pagesMethanol DistillationNaseeb AliNo ratings yet
- Implementing a Feed Gas Saturation System to Improve Reformer EfficiencyDocument8 pagesImplementing a Feed Gas Saturation System to Improve Reformer EfficiencyDavid PierreNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Characterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSDocument183 pagesCharacterization and Prediction of Water Droplet Size in Oil Water Flow - J Yao - MSGianmarco Corticelli100% (1)
- Article PSV Specific HeatDocument6 pagesArticle PSV Specific Heatprq123No ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Castable-Free Fired HeaterDocument4 pagesCastable-Free Fired HeaterchemengseliemNo ratings yet
- Standard Test Method For Ash in Analysis Sample Coal PDFDocument5 pagesStandard Test Method For Ash in Analysis Sample Coal PDFHidan WLNo ratings yet
- # 4 and 7 Distillation (1 &2) (Compatibility Mode)Document141 pages# 4 and 7 Distillation (1 &2) (Compatibility Mode)jesiNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- Boiler Heat Balance BreakdownDocument3 pagesBoiler Heat Balance BreakdownJk Pascii100% (1)
- Catacarb Section, Dawood Hercules Fertilizers LimitedDocument16 pagesCatacarb Section, Dawood Hercules Fertilizers LimitedMuddassar Sultan100% (1)
- MHI Technical Review - Supercritical BoilerDocument10 pagesMHI Technical Review - Supercritical BoilerYou Wei WongNo ratings yet
- A Design Adn Rating Method For Shell and Tube Heat ExchangerDocument8 pagesA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Tanjung Jati B Boiler Design and Performance OverviewDocument73 pagesTanjung Jati B Boiler Design and Performance OverviewFahrul FauziNo ratings yet
- Volume 6 Number 23 October 2020Document38 pagesVolume 6 Number 23 October 2020Wassim KTARINo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- CrackingDocument33 pagesCrackingEman El DsoukyNo ratings yet
- Topsoe Sec Ref Cat RKS 2Document5 pagesTopsoe Sec Ref Cat RKS 2Vo Duc Minh MinhNo ratings yet
- Catalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingDocument38 pagesCatalytic: Reactivities, Networks, Kinetics High-Pressure HydroprocessingEdgar ZitroNo ratings yet
- KRES TechnologyDocument10 pagesKRES TechnologyabubakarNo ratings yet
- Instrumentation For Fired Heaters IP 15-1-1: ScopeDocument14 pagesInstrumentation For Fired Heaters IP 15-1-1: ScopeLuis Alonso Aguirre LopezNo ratings yet
- Heat and Material BalanceDocument35 pagesHeat and Material BalancesohaibNo ratings yet
- T2091 100 PDFDocument10 pagesT2091 100 PDFRICKY ECHANONo ratings yet
- Heat Transfer in Packed BedDocument10 pagesHeat Transfer in Packed BedNidhi JainNo ratings yet
- Twenty Years of Progress with TEG DehydrationDocument5 pagesTwenty Years of Progress with TEG Dehydrationsejerson07No ratings yet
- Study of Dry Ice Formation During Blowdown of CO - CH From CryogenicDocument9 pagesStudy of Dry Ice Formation During Blowdown of CO - CH From CryogenicAbul HassanNo ratings yet
- 62f PDFDocument20 pages62f PDFMohsenNo ratings yet
- Ammonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEODocument33 pagesAmmonia Plant - Methanation Operations: By: Gerard B. Hawkins Managing Director, CEOAkil PrabhuNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Energy Efficiency Improvement in An Ethylene PlantDocument5 pagesEnergy Efficiency Improvement in An Ethylene Plantshubham bobdeNo ratings yet
- Homework 4 SolutionsDocument7 pagesHomework 4 Solutionscalebgriffin31No ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- 2nd Part of CalculationDocument26 pages2nd Part of CalculationLohith NatarajNo ratings yet
- Aiche 36 012problematic Low Temperature ShiftDocument10 pagesAiche 36 012problematic Low Temperature ShiftHsein WangNo ratings yet
- Neft 2Document32 pagesNeft 2Roozbeh PNo ratings yet
- Kurita Mitigating Coke FormationDocument3 pagesKurita Mitigating Coke FormationMarcelNo ratings yet
- Coke Tower DesignDocument14 pagesCoke Tower DesignMahendra Rathore100% (1)
- Xu and FromentDocument9 pagesXu and FromentJhimmy Terceros100% (1)
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 pagesDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNo ratings yet
- CH 01 - 06Document132 pagesCH 01 - 06sara_g6r100% (2)
- Polymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsFrom EverandPolymer Composite Systems in Pipeline Repair: Design, Manufacture, Application, and Environmental ImpactsSanjay Mavinkere RangappaNo ratings yet
- PTQ Q2 2024 IssueDocument102 pagesPTQ Q2 2024 IssueReyes SanchezNo ratings yet
- Surge Control and Dynamic Behavior for Centrifugal Gas CompressorsDocument26 pagesSurge Control and Dynamic Behavior for Centrifugal Gas CompressorsReyes SanchezNo ratings yet
- Effective Procedure for Turbomachinery Field BalanceDocument16 pagesEffective Procedure for Turbomachinery Field BalanceReyes SanchezNo ratings yet
- Atex ExplainedDocument3 pagesAtex ExplainedReyes SanchezNo ratings yet
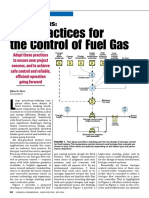
- Best Practices For The Control of Fuel GasDocument4 pagesBest Practices For The Control of Fuel GasRobert MontoyaNo ratings yet
- Coker Heater PDFDocument4 pagesCoker Heater PDFVasanthan PanchatcharamNo ratings yet
- Best Practices For The Control of Fuel GasDocument4 pagesBest Practices For The Control of Fuel GasRobert MontoyaNo ratings yet
- Fired Heaters - Improving Energy Efficiency in FurnacesDocument2 pagesFired Heaters - Improving Energy Efficiency in FurnacesReyes SanchezNo ratings yet
- Callidus Low Nox Staged Gas Burner CSGL PDFDocument3 pagesCallidus Low Nox Staged Gas Burner CSGL PDFReyes SanchezNo ratings yet
- Fired Heaters - Improving Energy Efficiency in FurnacesDocument2 pagesFired Heaters - Improving Energy Efficiency in FurnacesReyes SanchezNo ratings yet
- Tube Inserts in Fired Heaters - HCP 5Document8 pagesTube Inserts in Fired Heaters - HCP 5Reyes SanchezNo ratings yet
- Optimisation of Energy ConsumptionDocument8 pagesOptimisation of Energy ConsumptionReyes SanchezNo ratings yet
- Fired Heaters - Improving Energy Efficiency in FurnacesDocument2 pagesFired Heaters - Improving Energy Efficiency in FurnacesReyes SanchezNo ratings yet
- Correcting Improper Performance of Direct Fired HeatersDocument8 pagesCorrecting Improper Performance of Direct Fired HeatersReyes SanchezNo ratings yet
- Phone Interview TipsDocument2 pagesPhone Interview TipsReyes SanchezNo ratings yet
- Conjugation of HAVEDocument2 pagesConjugation of HAVEReyes SanchezNo ratings yet
- Centrifugal Vs Reciprocating Compressor - Turbomachinery MagazineDocument2 pagesCentrifugal Vs Reciprocating Compressor - Turbomachinery MagazineReyes SanchezNo ratings yet
- Large Screw CompressorsDocument14 pagesLarge Screw CompressorskoyasrujanaNo ratings yet
- Types of Centrifugal Compressor ConfigurationsDocument6 pagesTypes of Centrifugal Compressor ConfigurationsReyes SanchezNo ratings yet
- Natural - Gas - Compressors - and Their Lubrication PDFDocument5 pagesNatural - Gas - Compressors - and Their Lubrication PDFReyes SanchezNo ratings yet
- Gas - Compression - Engineering Guidelines To ConsiderDocument3 pagesGas - Compression - Engineering Guidelines To ConsiderReyes SanchezNo ratings yet
- LAB MANUAL Mechanical LabDocument30 pagesLAB MANUAL Mechanical LabLeela PrasadNo ratings yet
- MEHB323 Tutorial Assignment 5 (Transient) PDFDocument2 pagesMEHB323 Tutorial Assignment 5 (Transient) PDFNirmal ChandraNo ratings yet
- Reference List@CADREDocument18 pagesReference List@CADREHarry SinghNo ratings yet
- Rapp-It CatalogueDocument12 pagesRapp-It CatalogueJose Martinez MillaNo ratings yet
- Dry-Out and Heat-Up Procedures - 2015 WorkshopDocument30 pagesDry-Out and Heat-Up Procedures - 2015 WorkshopyuriNo ratings yet
- Pulveriser-Power PlantDocument67 pagesPulveriser-Power PlantARUNGREESMANo ratings yet
- Electric Heating Methods GuideDocument8 pagesElectric Heating Methods Guidevicky reddyNo ratings yet
- Carte Tehnica Programat P310Document68 pagesCarte Tehnica Programat P310Vasile NodisNo ratings yet
- FM Global Property Loss Prevention Data Sheets: List of FiguresDocument29 pagesFM Global Property Loss Prevention Data Sheets: List of FiguresYacila AlvaradoNo ratings yet
- Carbon DisulfideDocument12 pagesCarbon DisulfideMelissa Daniela Romero TrujilloNo ratings yet
- Vidyavardhaka College of Engineering, Mysore Department of Mechanical Engineering Lesson PlanDocument2 pagesVidyavardhaka College of Engineering, Mysore Department of Mechanical Engineering Lesson PlanAmruth RaoNo ratings yet
- Breaking Down Your Gas Bill: Agl (Atlanta Gas Light) Base ChargeDocument2 pagesBreaking Down Your Gas Bill: Agl (Atlanta Gas Light) Base ChargesikeNo ratings yet
- Cleaner Production MANUALDocument304 pagesCleaner Production MANUALjesusromero92No ratings yet