You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5806)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FCE Reading and Use of English - Practice Test 14Document13 pagesFCE Reading and Use of English - Practice Test 14Andrea LNo ratings yet
- Georgia Habitats Lesson PlansDocument5 pagesGeorgia Habitats Lesson PlansBecky BrownNo ratings yet
- 974-0753 Onan RDJC RDJF Diesel Engine Service Manual (09-1984)Document64 pages974-0753 Onan RDJC RDJF Diesel Engine Service Manual (09-1984)Leo BurnsNo ratings yet
- The Word Became Flesh An Exploratory Essay On Jesu 003Document62 pagesThe Word Became Flesh An Exploratory Essay On Jesu 003Alexios VrionisNo ratings yet
- Behavioral QuestionsDocument8 pagesBehavioral QuestionsmaheshNo ratings yet
- Surface Texturing-Applications and MethodesDocument33 pagesSurface Texturing-Applications and MethodesmaheshNo ratings yet
- COMSOL LiteratureDocument2 pagesCOMSOL LiteraturemaheshNo ratings yet
- Diagram 123Document2 pagesDiagram 123maheshNo ratings yet
- Tooling For Composite-BasicDocument3 pagesTooling For Composite-BasicmaheshNo ratings yet
- Lap Shear Paper PDFDocument7 pagesLap Shear Paper PDFmaheshNo ratings yet
- The Mole ConceptDocument12 pagesThe Mole ConceptVictor OkosunNo ratings yet
- Unicast Rotary Breaker Wear Parts: Cast To Last. Designed For Hassle-Free Removal and ReplacementDocument2 pagesUnicast Rotary Breaker Wear Parts: Cast To Last. Designed For Hassle-Free Removal and ReplacementAugusto TorresNo ratings yet
- EmpathyDocument5 pagesEmpathyHijaab KhaanNo ratings yet
- Laying Out Compoud Curve and Reverse by Deflection Angle MethodDocument10 pagesLaying Out Compoud Curve and Reverse by Deflection Angle MethodEljenColanggo0% (2)
- Test Engleza Clasa A5a Modul 3Document3 pagesTest Engleza Clasa A5a Modul 3Adelina HasasNo ratings yet
- Iec 60812-2006Document11 pagesIec 60812-2006Refibrian Dwiki100% (1)
- 7383 - AdmissionTech - Aiub 19 SummerDocument5 pages7383 - AdmissionTech - Aiub 19 SummerdeshidhongbdNo ratings yet
- Transport of Dangerous GoodsDocument16 pagesTransport of Dangerous Goodskeaty100% (1)
- Graha YuddhaDocument10 pagesGraha YuddhaHeather WilliamsNo ratings yet
- Jurnal Milk Fever 3Document9 pagesJurnal Milk Fever 3darisNo ratings yet
- Cisco 1 Reviewer For Final ExamDocument9 pagesCisco 1 Reviewer For Final ExamAlNo ratings yet
- Lighting Movements-The Fox On The FairwayDocument1 pageLighting Movements-The Fox On The FairwayabneypaigeNo ratings yet
- 1 Stack Testing Source Policy - RA 8749 Legal Oct 2019 Updates - Engr. Jundy Del SocorroDocument80 pages1 Stack Testing Source Policy - RA 8749 Legal Oct 2019 Updates - Engr. Jundy Del SocorroJayson ResultayNo ratings yet
- Berkeley To San JoseDocument88 pagesBerkeley To San JoseTimothy HightowerNo ratings yet
- Apple Computer Inc. v. Burst - Com, Inc. - Document No. 146Document39 pagesApple Computer Inc. v. Burst - Com, Inc. - Document No. 146Justia.comNo ratings yet
- Mesoamerica: Where Civilizations Flourished, and Crashed, RepeatedlyDocument8 pagesMesoamerica: Where Civilizations Flourished, and Crashed, RepeatedlyEnvyAmarr •No ratings yet
- Fishery MachinesDocument9 pagesFishery Machinesirshad hussainNo ratings yet
- Polynesian MigrationsDocument2 pagesPolynesian Migrationskinneyjeffrey100% (1)
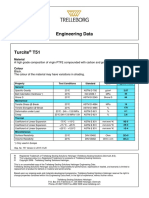
- Turcite T51 Engineering DataDocument1 pageTurcite T51 Engineering DataAntonio Rivera VillavicencioNo ratings yet
- BITEBUDZ COMPANY EME Kemerut 1Document31 pagesBITEBUDZ COMPANY EME Kemerut 1Mark LightNo ratings yet
- IM300-20 (LCMass RHE 14) PDFDocument40 pagesIM300-20 (LCMass RHE 14) PDFLazzarus Az GunawanNo ratings yet
- Bench WorkDocument103 pagesBench Workgetu abrahaNo ratings yet
- Design and Fabrication of Single Cylinder Solenoid EngineDocument7 pagesDesign and Fabrication of Single Cylinder Solenoid EngineVIVA-TECH IJRINo ratings yet
- View Result - CUMS Comprehensive University Management System - M.K.Bhavnagar University Powered by AuroMeera A College Management System ProviderDocument1 pageView Result - CUMS Comprehensive University Management System - M.K.Bhavnagar University Powered by AuroMeera A College Management System ProviderKiaanNo ratings yet
- ER2 Manual 125kg 5t - 04Document144 pagesER2 Manual 125kg 5t - 04Muhammed ShamseerNo ratings yet
- Police Log July 30, 2016Document16 pagesPolice Log July 30, 2016MansfieldMAPoliceNo ratings yet