You might also like
- Maintenance and Operational Reliability: 24 Essential Building BlocksFrom EverandMaintenance and Operational Reliability: 24 Essential Building BlocksNo ratings yet
- Pom Semester Assgignment Bba-6a-031 Rizwan HaiderDocument5 pagesPom Semester Assgignment Bba-6a-031 Rizwan Haidersummaiya RizwanNo ratings yet
- Semi ConductorsDocument15 pagesSemi ConductorsPreetham BharadwajNo ratings yet
- It's Still A: Big WorldDocument10 pagesIt's Still A: Big Worldh1saysNo ratings yet
- Automotive Research and Development: Michigan Futures Applied Public Policy Research Seminar Spring 2007Document44 pagesAutomotive Research and Development: Michigan Futures Applied Public Policy Research Seminar Spring 2007gujigujiNo ratings yet
- Quiz 1Document2 pagesQuiz 1Muhammad AminNo ratings yet
- Engineering Economic Decisions: Lecture No.1 Professor C. S. Park Fundamentals of Engineering EconomicsDocument31 pagesEngineering Economic Decisions: Lecture No.1 Professor C. S. Park Fundamentals of Engineering EconomicsthirawiyanNo ratings yet
- Vision of The Future - Forging Industry AssociationDocument10 pagesVision of The Future - Forging Industry AssociationsridharwnNo ratings yet
- The Global Semiconductor Industry Teaching NoteDocument7 pagesThe Global Semiconductor Industry Teaching NoteAngel Chiang100% (3)
- Winter Industries DissertationDocument4 pagesWinter Industries DissertationPaperWritingServicePortland100% (1)
- Plant Layout Factors and StrategiesDocument22 pagesPlant Layout Factors and StrategiesvamsikskNo ratings yet
- Itp Metal Casting Metalcasting Industry Technology RoadmapDocument72 pagesItp Metal Casting Metalcasting Industry Technology RoadmapKarthikeyan MuthukumarasamyNo ratings yet
- P1296 PDFDocument24 pagesP1296 PDFBro EdwinNo ratings yet
- Outsourcing and Its Perils: by Bill Lakenan, Darren Boyd, and Ed FreyDocument12 pagesOutsourcing and Its Perils: by Bill Lakenan, Darren Boyd, and Ed FreyMahesh Kumar ChandNo ratings yet
- Group AssignmentDocument8 pagesGroup AssignmenteogollaNo ratings yet
- Delloite AutomotiveDocument28 pagesDelloite AutomotiveKsl Vajrala100% (1)
- Engine Manufacturing CompanyDocument11 pagesEngine Manufacturing CompanyperminderlbwNo ratings yet
- Semiconductor Product Lifecycle ManagementDocument16 pagesSemiconductor Product Lifecycle Managementtakerraj100% (1)
- Technology Ready or Not Here Comes SustainabilityDocument9 pagesTechnology Ready or Not Here Comes SustainabilityDisha MathurNo ratings yet
- The Impact of The Computer Chip Supply ShortageDocument10 pagesThe Impact of The Computer Chip Supply ShortageMacipeNo ratings yet
- It Chem Industry Lecture Notes PDFDocument17 pagesIt Chem Industry Lecture Notes PDFSaimaMalhotraNo ratings yet
- Thesis On Manufacturing IndustryDocument6 pagesThesis On Manufacturing IndustryHelpMeWriteAPaperMurfreesboro100% (1)
- Sameer MSDocument8 pagesSameer MSSameer BadhekaNo ratings yet
- GBE LO2.3 (Student)Document58 pagesGBE LO2.3 (Student)210349nghiem.nhiNo ratings yet
- 011 - Summary - Consumer Decision JourneyDocument14 pages011 - Summary - Consumer Decision JourneyAman AbhishekNo ratings yet
- Implementation of Lean Manufacturing Principles in Auto PDFDocument6 pagesImplementation of Lean Manufacturing Principles in Auto PDFsagarbolisettiNo ratings yet
- Introduction To Operations ManagementDocument29 pagesIntroduction To Operations ManagementNoopur BhandariNo ratings yet
- Bearings For Mechanical and Electrical Products MarketDocument11 pagesBearings For Mechanical and Electrical Products MarketKrishnakanthNo ratings yet
- The Open Manufacturer - Harinderpal HanspalDocument21 pagesThe Open Manufacturer - Harinderpal HanspalHarinderpal (Hans) HanspalNo ratings yet
- Wohlers PDFDocument3 pagesWohlers PDFDragana RajicNo ratings yet
- Issue 8: Lean Manufacturing Knowledge & Lean Production Dissemination in The UKDocument34 pagesIssue 8: Lean Manufacturing Knowledge & Lean Production Dissemination in The UKanburam208No ratings yet
- Documento - MX Solucionario Administracioacuten de Operaciones 12va Edicion Chase Richard JacobsDocument10 pagesDocumento - MX Solucionario Administracioacuten de Operaciones 12va Edicion Chase Richard JacobsAnderson InsuastiNo ratings yet
- The Future of Supply Chain Strategy For Consumer ElectronicsDocument12 pagesThe Future of Supply Chain Strategy For Consumer ElectronicsJason Kong100% (1)
- Automotive Industry Collaboration: Collaborative Manufacturing Whitepaper SeriesDocument9 pagesAutomotive Industry Collaboration: Collaborative Manufacturing Whitepaper Seriespravin havnNo ratings yet
- Knowledge Management in The Automobile Industry - FinalDocument13 pagesKnowledge Management in The Automobile Industry - FinalAshrafAbdoSNo ratings yet
- Application of Six Sigma in Electronics Industry - A Case StudyDocument15 pagesApplication of Six Sigma in Electronics Industry - A Case StudyAniket BaranguleNo ratings yet
- Production ManagementDocument18 pagesProduction ManagementanassalexNo ratings yet
- Notes Unit-2 Project Report FactsDocument11 pagesNotes Unit-2 Project Report Factsbhaktiarandolwala7No ratings yet
- Cases Risks and ResilienceDocument8 pagesCases Risks and Resiliencealvaro arceNo ratings yet
- Chemical Product DesignDocument7 pagesChemical Product DesignValeria Ochoa100% (1)
- Thesis Automotive IndustryDocument6 pagesThesis Automotive IndustryTony Lisko100% (2)
- Tata Power SolarDocument50 pagesTata Power SolarTejaswar Motaparthi67% (3)
- Solution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M ShaferDocument29 pagesSolution Manual For Operations and Supply Chain Management For Mbas 7th Edition Jack R Meredith Scott M Shaferabettorcorpsew52rrcNo ratings yet
- Global Economic Crisis Due To Semiconductors/Chip ShortageDocument19 pagesGlobal Economic Crisis Due To Semiconductors/Chip ShortageSWAGATIKA DASHNo ratings yet
- Project Management NotesDocument10 pagesProject Management NotesIftikhar Hussain100% (1)
- Applying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyDocument25 pagesApplying Artificial Intelligence at Scale in Semiconductor Manufacturing - McKinseyBharathi RajaNo ratings yet
- OTTO - Motors - Innovation - in - An - Interconnected - WorldDocument17 pagesOTTO - Motors - Innovation - in - An - Interconnected - WorldInVisBLNo ratings yet
- Assignment - BVPSMDocument5 pagesAssignment - BVPSMniranjanusmsNo ratings yet
- Objective of OpmDocument14 pagesObjective of OpmVanila AisNo ratings yet
- Introduction To Operations ManagementDocument28 pagesIntroduction To Operations ManagementAnanth ChoudharyNo ratings yet
- Black & Decker International Case Study Vinod Gandhi PGDMHR IMIDocument20 pagesBlack & Decker International Case Study Vinod Gandhi PGDMHR IMIVinod Gandhi100% (3)
- Steps To Set Up A Project Check List of SIDBIDocument14 pagesSteps To Set Up A Project Check List of SIDBIagnihotri.sanjayNo ratings yet
- Automotive Supply Chain RelationshipsDocument18 pagesAutomotive Supply Chain RelationshipsVinothNo ratings yet
- Chapter 3 Technical AnalysisDocument42 pagesChapter 3 Technical AnalysisSamrawit AwaleNo ratings yet
- 0600498X MainDocument12 pages0600498X Mainveronica29asvNo ratings yet
- Introduction To Project Management: Routine, Repetitive WorkDocument17 pagesIntroduction To Project Management: Routine, Repetitive WorkVivek SharmaNo ratings yet
- ProcurementDocument7 pagesProcurementRaja SekarNo ratings yet
- Manufacturing Transformation 130607Document20 pagesManufacturing Transformation 130607Tanja AshNo ratings yet
- Technical AnalysisDocument40 pagesTechnical Analysismaya wellNo ratings yet
- Dow ChemicalDocument12 pagesDow Chemicalvenkata muraliNo ratings yet
- 1484813626powder Blending TenderDocument17 pages1484813626powder Blending TenderNagendra KumarNo ratings yet
- Rolf Rolf: Engg. Solutions IncDocument3 pagesRolf Rolf: Engg. Solutions IncNagendra KumarNo ratings yet
- Pressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsDocument2 pagesPressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsNagendra KumarNo ratings yet
- Hinge XDocument1 pageHinge XNagendra KumarNo ratings yet
- Metals: Ffect of Composition On The Mechanical PropertiesDocument15 pagesMetals: Ffect of Composition On The Mechanical PropertiesNagendra KumarNo ratings yet
- Brass Ball ValveDocument17 pagesBrass Ball ValveRohit SinghNo ratings yet
- Metals: Ffect of Composition On The Mechanical PropertiesDocument15 pagesMetals: Ffect of Composition On The Mechanical PropertiesNagendra KumarNo ratings yet
- 1484813626powder Blending TenderDocument17 pages1484813626powder Blending TenderNagendra KumarNo ratings yet
- Upvc Click Ring Type Drain Waste & Vent System: Price ListDocument4 pagesUpvc Click Ring Type Drain Waste & Vent System: Price ListNagendra KumarNo ratings yet
- Improving Profits in Foundry BusinessDocument5 pagesImproving Profits in Foundry BusinessNagendra KumarNo ratings yet
- Bluesil Ep 150 A3: Insulator Grade Silicone RubberDocument2 pagesBluesil Ep 150 A3: Insulator Grade Silicone RubberNagendra KumarNo ratings yet
- Export Promotion Capital Goods (Epcg) Scheme 5.01 PolicyDocument18 pagesExport Promotion Capital Goods (Epcg) Scheme 5.01 PolicyNagendra KumarNo ratings yet
- Revised Norms for Execution of Bond and Bank Guarantee under Advance License and EPCG SchemesDocument6 pagesRevised Norms for Execution of Bond and Bank Guarantee under Advance License and EPCG SchemesNagendra KumarNo ratings yet
- Alloy SteelDocument7 pagesAlloy SteelRavinJohnNo ratings yet
- Forging and Casting Unit For Heavy Engineering Facilities PDFDocument18 pagesForging and Casting Unit For Heavy Engineering Facilities PDFNagendra KumarNo ratings yet
- CostestDocument9 pagesCostestNagendra KumarNo ratings yet
- Energy Consumption Studies in Cast Iron Foundries: Dr.M.Arasu, L.Rogers Jeffrey#Document6 pagesEnergy Consumption Studies in Cast Iron Foundries: Dr.M.Arasu, L.Rogers Jeffrey#Muhammad FakhruddinNo ratings yet
- Induction V23 PDFDocument20 pagesInduction V23 PDFNagendra Kumar100% (1)
- Abrasivejet Cutting Parameters: Press. Ksi Abras. Lb/min Material Thick/ Inch Orifice Dia. Nozzle DiaDocument2 pagesAbrasivejet Cutting Parameters: Press. Ksi Abras. Lb/min Material Thick/ Inch Orifice Dia. Nozzle DiaNagendra KumarNo ratings yet
- Foundry Sand Reclamation PlantsDocument3 pagesFoundry Sand Reclamation PlantsNagendra KumarNo ratings yet
- Newsvendor ProblemDocument19 pagesNewsvendor ProblemNagendra KumarNo ratings yet
- Technical data on carbide end mills and drillsDocument1 pageTechnical data on carbide end mills and drillsenricoNo ratings yet
- Pressure Vessel Selection ProcessDocument6 pagesPressure Vessel Selection ProcessNagendra KumarNo ratings yet
- Induction V23 PDFDocument20 pagesInduction V23 PDFNagendra KumarNo ratings yet
- Foundry Sand Reclamation PlantsDocument3 pagesFoundry Sand Reclamation PlantsNagendra KumarNo ratings yet
- The - Universal - Motor - Company PDFDocument4 pagesThe - Universal - Motor - Company PDFNagendra KumarNo ratings yet
- Pressure Vessel Selection ProcessDocument6 pagesPressure Vessel Selection ProcessNagendra KumarNo ratings yet
- A K EngineersDocument9 pagesA K EngineersNagendra KumarNo ratings yet
- Vas Spectrometers PDFDocument12 pagesVas Spectrometers PDFNagendra KumarNo ratings yet
- Job Asmodee International Project ManagerDocument3 pagesJob Asmodee International Project ManagerMehdi MeddahNo ratings yet
- Solutions For Smart IOTDocument13 pagesSolutions For Smart IOTBayu PraharsenaNo ratings yet
- COST ACCOUNTING 1-4 FinalDocument28 pagesCOST ACCOUNTING 1-4 FinalChristian Blanza Lleva100% (1)
- CAD 19 Safety Management ISS02 - REV00 1Document20 pagesCAD 19 Safety Management ISS02 - REV00 1Syah KamalNo ratings yet
- Candidates company designation experience location dateDocument20 pagesCandidates company designation experience location dateFun TimeNo ratings yet
- Technical details and pricing for gas analyser modulesDocument5 pagesTechnical details and pricing for gas analyser modulesiocsachinNo ratings yet
- Procedure Progress ISO 3834 2 PDFDocument3 pagesProcedure Progress ISO 3834 2 PDFKumar DNo ratings yet
- BHEL Enquiry for Sliding Door Travel MechanismDocument14 pagesBHEL Enquiry for Sliding Door Travel MechanismGohilakrishnan ThiagarajanNo ratings yet
- M10 Assignment InstructionsDocument2 pagesM10 Assignment InstructionsDivya VishnoiNo ratings yet
- Civil Engineer CV Example - Free To Try Today - MyPerfectResumeDocument3 pagesCivil Engineer CV Example - Free To Try Today - MyPerfectResumekhanNo ratings yet
- Chapter 12 - Managing Disruptions To The Plan - Issues and ChangeDocument18 pagesChapter 12 - Managing Disruptions To The Plan - Issues and Changetamanna sharmaNo ratings yet
- 3 - RFQ Doc 1 Rev 2Document16 pages3 - RFQ Doc 1 Rev 2Noman KhosaNo ratings yet
- Merged Document (0427005609)Document10 pagesMerged Document (0427005609)A RajaNo ratings yet
- Instructions Manual PLT 110 (v2)Document56 pagesInstructions Manual PLT 110 (v2)macm_08100% (1)
- Improving Infrastructure Worldwide: IabseDocument9 pagesImproving Infrastructure Worldwide: Iabsew1000000No ratings yet
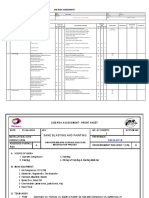
- Blasting and Painting ProcedureDocument3 pagesBlasting and Painting Proceduredownload dokumenNo ratings yet
- Bse 20191111Document51 pagesBse 20191111BellwetherSataraNo ratings yet
- eBook-Quantitative Aptitude FormulasDocument16 pageseBook-Quantitative Aptitude FormulasÑàdààñ ShubhàmNo ratings yet
- Pneumatic SystemDocument5 pagesPneumatic SystemArchanaSinghPrajapatiNo ratings yet
- Chetan MFG StrategyDocument17 pagesChetan MFG StrategyNilakantha MohantyNo ratings yet
- Form A LightingDocument222 pagesForm A LightingBladyMaitaCiprianoNo ratings yet
- Data Protection in Teradata and Teradata Utilities OverviewDocument29 pagesData Protection in Teradata and Teradata Utilities OverviewKarthikNo ratings yet
- March 11 2017 ALLDocument41 pagesMarch 11 2017 ALLJeff PrattNo ratings yet
- Workflow: Accelerated Generation of CNC CodeDocument2 pagesWorkflow: Accelerated Generation of CNC CodeMarcos Paulo LimaNo ratings yet
- Outrigger Pads - TVHDocument8 pagesOutrigger Pads - TVHNunoNo ratings yet
- Design & Analysis of Diffuser Augmented Wind TurbineDocument12 pagesDesign & Analysis of Diffuser Augmented Wind TurbinealfanNo ratings yet
- HyperMesh For FE ModelingDocument5 pagesHyperMesh For FE ModelingdvarsastryNo ratings yet
- 09 South Africa PPC Cement Full ReportDocument28 pages09 South Africa PPC Cement Full ReportLorena MartínezNo ratings yet
- WVT 1260 User ManualDocument64 pagesWVT 1260 User ManualBojan ŠarićNo ratings yet
- Automated Material Handling and StorageDocument28 pagesAutomated Material Handling and StoragerobertharrisonNo ratings yet
- Leading Product Development: The Senior Manager's Guide to Creating and ShapingFrom EverandLeading Product Development: The Senior Manager's Guide to Creating and ShapingRating: 5 out of 5 stars5/5 (1)
- The Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryFrom EverandThe Machine That Changed the World: The Story of Lean Production-- Toyota's Secret Weapon in the Global Car Wars That Is Now Revolutionizing World IndustryRating: 4.5 out of 5 stars4.5/5 (40)
- The Goal: A Process of Ongoing Improvement - 30th Aniversary EditionFrom EverandThe Goal: A Process of Ongoing Improvement - 30th Aniversary EditionRating: 4 out of 5 stars4/5 (684)
- Kaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.From EverandKaizen: The Step-by-Step Guide to Success. Adopt a Winning Mindset and Learn Effective Strategies to Productivity Improvement.No ratings yet
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (14)
- Process!: How Discipline and Consistency Will Set You and Your Business FreeFrom EverandProcess!: How Discipline and Consistency Will Set You and Your Business FreeRating: 4.5 out of 5 stars4.5/5 (5)
- The Influential Product Manager: How to Lead and Launch Successful Technology ProductsFrom EverandThe Influential Product Manager: How to Lead and Launch Successful Technology ProductsRating: 5 out of 5 stars5/5 (2)
- Self-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeFrom EverandSelf-Discipline: The Ultimate Guide To Beat Procrastination, Achieve Your Goals, and Get What You Want In Your LifeRating: 4.5 out of 5 stars4.5/5 (662)
- PMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamFrom EverandPMP Exam Prep: How to pass the PMP Exam on your First Attempt – Learn Faster, Retain More and Pass the PMP ExamRating: 4.5 out of 5 stars4.5/5 (3)
- Project Planning and SchedulingFrom EverandProject Planning and SchedulingRating: 5 out of 5 stars5/5 (6)
- Kanban: A Step-by-Step Guide to Agile Project Management with KanbanFrom EverandKanban: A Step-by-Step Guide to Agile Project Management with KanbanRating: 5 out of 5 stars5/5 (6)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Value Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationFrom EverandValue Stream Mapping: How to Visualize Work and Align Leadership for Organizational Transformation: How to Visualize Work and Align Leadership for Organizational TransformationRating: 5 out of 5 stars5/5 (34)
- Digital Supply Networks: Transform Your Supply Chain and Gain Competitive Advantage with Disruptive Technology and Reimagined ProcessesFrom EverandDigital Supply Networks: Transform Your Supply Chain and Gain Competitive Advantage with Disruptive Technology and Reimagined ProcessesRating: 5 out of 5 stars5/5 (5)
- Execution (Review and Analysis of Bossidy and Charan's Book)From EverandExecution (Review and Analysis of Bossidy and Charan's Book)No ratings yet
- Working Backwards: Insights, Stories, and Secrets from Inside AmazonFrom EverandWorking Backwards: Insights, Stories, and Secrets from Inside AmazonRating: 4.5 out of 5 stars4.5/5 (44)
- The E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItFrom EverandThe E-Myth Chief Financial Officer: Why Most Small Businesses Run Out of Money and What to Do About ItRating: 5 out of 5 stars5/5 (13)
- The Influential Product Manager: How to Lead and Launch Successful Technology ProductsFrom EverandThe Influential Product Manager: How to Lead and Launch Successful Technology ProductsRating: 4.5 out of 5 stars4.5/5 (11)
- Design for Operational Excellence: A Breakthrough Strategy for Business Growth: A Breakthrough Strategy for Business GrowthFrom EverandDesign for Operational Excellence: A Breakthrough Strategy for Business Growth: A Breakthrough Strategy for Business GrowthRating: 5 out of 5 stars5/5 (11)