You might also like
- Cat Hose and Fitting GuideDocument390 pagesCat Hose and Fitting Guidegre29492% (24)
- 9-04-03 Contaminated Land IGNDocument6 pages9-04-03 Contaminated Land IGNChris KyriacouNo ratings yet
- Demineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsFrom EverandDemineralization by Ion Exchange: In Water Treatment and Chemical Processing of Other LiquidsRating: 4 out of 5 stars4/5 (2)
- Table-1 Scope of Work Supply (MR For ACHE)Document6 pagesTable-1 Scope of Work Supply (MR For ACHE)Avinash ShuklaNo ratings yet
- Pipeline: Contamination ControlDocument8 pagesPipeline: Contamination ControlMarcelo García FacalNo ratings yet
- Are Your Corrosion Control Practices Rusty?: Sponsored byDocument16 pagesAre Your Corrosion Control Practices Rusty?: Sponsored byJuan BustamanteNo ratings yet
- PAPTAC-FW Quality ExcursionsDocument5 pagesPAPTAC-FW Quality ExcursionsGarth110No ratings yet
- Water Staining GuidelinesDocument12 pagesWater Staining GuidelinesPradeep KumarNo ratings yet
- App Note 02 Amine UnitDocument2 pagesApp Note 02 Amine UnitJamesNo ratings yet
- Cleaning Spiral Wound MembranesDocument4 pagesCleaning Spiral Wound MembranesBhavik ZalaNo ratings yet
- Slurry Pooling and Transport Issues in SAG MillsDocument11 pagesSlurry Pooling and Transport Issues in SAG MillsJose Patricio VelardeNo ratings yet
- Cleaning Tech 4ppDocument4 pagesCleaning Tech 4ppeduardoNo ratings yet
- SPRAYING BITUMINOUS EMULSIONsDocument7 pagesSPRAYING BITUMINOUS EMULSIONsCharles LangatNo ratings yet
- Fertigation of Row-Crops Using Overhead Irrigation: Fertigation vs. Foliar-Feeding Advantages and LimitationsDocument5 pagesFertigation of Row-Crops Using Overhead Irrigation: Fertigation vs. Foliar-Feeding Advantages and LimitationsAngel_Scribd1No ratings yet
- MP Pumps Aticle Dec2017Document5 pagesMP Pumps Aticle Dec2017Eduardo Javier PerezNo ratings yet
- AAFDocument8 pagesAAFyamen-691904100% (1)
- Slurry Pooling and Transport Issues in SAG Mills PDFDocument10 pagesSlurry Pooling and Transport Issues in SAG Mills PDFMartin.c.figueroaNo ratings yet
- 2018 Baboo The Lessons Learned From The First 100 Safety Hazards in Urea Plants PDFDocument12 pages2018 Baboo The Lessons Learned From The First 100 Safety Hazards in Urea Plants PDFSatish SinghNo ratings yet
- Waste Minimisation Guide For The Textile Industry A Step TowardsDocument92 pagesWaste Minimisation Guide For The Textile Industry A Step TowardsKevin BundhunNo ratings yet
- Integrity and Disinfection: SWRO Pre-TreatmentDocument4 pagesIntegrity and Disinfection: SWRO Pre-Treatmentmona aminNo ratings yet
- Step by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsDocument6 pagesStep by Step Maintenance Guide For Mast Hose: Used in Over-the-Sheave ApplicationsYazad DoctorrNo ratings yet
- Norma SAE J1273Document10 pagesNorma SAE J1273mrioitaNo ratings yet
- Effects of Dust Suppression On Conveyor Belting: TechtipsDocument3 pagesEffects of Dust Suppression On Conveyor Belting: TechtipsAlbar BudimanNo ratings yet
- Aim of This Guide 4. References: Environmental Management When Spraying Bituminous MaterialsDocument8 pagesAim of This Guide 4. References: Environmental Management When Spraying Bituminous Materialsshalinie27No ratings yet
- Pig Sweep ClapperDocument10 pagesPig Sweep ClapperEuclides MezaNo ratings yet
- Dokumen - Tips - Novel Antiscalant Dosing Control PDFDocument8 pagesDokumen - Tips - Novel Antiscalant Dosing Control PDFAlida CuevasNo ratings yet
- 10 5923 J Materials 20140405 02 PDFDocument4 pages10 5923 J Materials 20140405 02 PDFnodyyyNo ratings yet
- Parker Alok Bible (Web) PDFDocument220 pagesParker Alok Bible (Web) PDFTamil Selvan0% (1)
- CDMCS PIP Best Practices GuideDocument40 pagesCDMCS PIP Best Practices Guidecitybizlist11No ratings yet
- UreaKnowHow - Mark Brouwer (PAPER)Document15 pagesUreaKnowHow - Mark Brouwer (PAPER)Usama JawaidNo ratings yet
- Well Abandonment - A Best Practices That Can Reduced Environmental RiskDocument7 pagesWell Abandonment - A Best Practices That Can Reduced Environmental RiskDaniel TobingNo ratings yet
- High Pressure Piping Safety Incidents in Urea Plants: Mark BrouwerDocument10 pagesHigh Pressure Piping Safety Incidents in Urea Plants: Mark Brouwervaratharajan g rNo ratings yet
- Parker Alok Bible (Web) PDFDocument224 pagesParker Alok Bible (Web) PDFmgkvprNo ratings yet
- SPE 78560 Applied Carbonate Stimulation - An Engineering ApproachDocument16 pagesSPE 78560 Applied Carbonate Stimulation - An Engineering ApproachBolsec14No ratings yet
- Vecom 0503 RustremoverDocument1 pageVecom 0503 RustremoverSPYRONo ratings yet
- Western Utilities Corporation Proposed Mine Water Reclamation Project Comment and Response ReportDocument49 pagesWestern Utilities Corporation Proposed Mine Water Reclamation Project Comment and Response Report12064100% (2)
- Parker Alok Bible WebDocument224 pagesParker Alok Bible WebRoo FaNo ratings yet
- 105-106 From TSM - Sept-Oct - 13Document2 pages105-106 From TSM - Sept-Oct - 13orlcostaNo ratings yet
- Selecting A Corrosion Inhibitor PDFDocument3 pagesSelecting A Corrosion Inhibitor PDFTariqNo ratings yet
- Storage and Handling of Welding Consumables PDFDocument20 pagesStorage and Handling of Welding Consumables PDFlth770310No ratings yet
- Pump Sealing For Hazardous Chemicals PDFDocument3 pagesPump Sealing For Hazardous Chemicals PDFBramJanssen76No ratings yet
- Mady 2020Document22 pagesMady 2020suhaimi manNo ratings yet
- He - 02 - 2020 PDFDocument92 pagesHe - 02 - 2020 PDFMarco Antonio Guevara MartínezNo ratings yet
- Belzona - Cold Curing WrapsDocument4 pagesBelzona - Cold Curing WrapsNay ThihaNo ratings yet
- Risk Analysis Refueling Nozzles RA Refuelling Nozzles - Generic Rev3Document39 pagesRisk Analysis Refueling Nozzles RA Refuelling Nozzles - Generic Rev3api-3752216100% (1)
- Advances in Functionalized Nanoparticles Based Drilling Inhibitors For Oil ProductionDocument12 pagesAdvances in Functionalized Nanoparticles Based Drilling Inhibitors For Oil ProductionMario Valentino DioNo ratings yet
- Binary Corrosion Inhibitors Offer Improved Corrosion ControlDocument5 pagesBinary Corrosion Inhibitors Offer Improved Corrosion ControlMoujahed FarésNo ratings yet
- Reliability of Flexible HosesDocument28 pagesReliability of Flexible HosesPakdee KammungkunNo ratings yet
- FFS For CO2 AbsorberDocument12 pagesFFS For CO2 AbsorberashwaniNo ratings yet
- 39Document26 pages39supriyo1970No ratings yet
- 1.1 What Is Piping Vibration?Document1 page1.1 What Is Piping Vibration?sheikmoinNo ratings yet
- UbiDocument15 pagesUbiOrlandoCoronelNo ratings yet
- Accident Prevention Ammonia RefrigerationDocument80 pagesAccident Prevention Ammonia Refrigerationjapganzan2186No ratings yet
- Goldmix Iwa TdsDocument1 pageGoldmix Iwa TdsRafael Obusan IINo ratings yet
- Review of Tailings Management Guidelines PDFDocument14 pagesReview of Tailings Management Guidelines PDFFelipe Ignacio Campos RodriguezNo ratings yet
- Piping Vibration Analysis & Integrity Assessment - Vibration, Dynamics and Noise - ENDocument7 pagesPiping Vibration Analysis & Integrity Assessment - Vibration, Dynamics and Noise - ENSitraka RANAIVOSONNo ratings yet
- The Benefits of Ultrasonic Testing in Determining Corrosion Rate and Service LifeDocument2 pagesThe Benefits of Ultrasonic Testing in Determining Corrosion Rate and Service Lifesooraj.cknambiarNo ratings yet
- Environmental Guidelines PetrolDocument9 pagesEnvironmental Guidelines PetrolAhmed GhawiNo ratings yet
- Corrosion and Corrosion Protection of Wind Power Structures in Marine Environments: Volume 1: Introduction and Corrosive LoadsFrom EverandCorrosion and Corrosion Protection of Wind Power Structures in Marine Environments: Volume 1: Introduction and Corrosive LoadsNo ratings yet
- Parker Twin Filter Horizontal Plate Scavenger DatasheetDocument2 pagesParker Twin Filter Horizontal Plate Scavenger Datasheetmaito2270No ratings yet
- LockNPC 11 3 315 2016Document29 pagesLockNPC 11 3 315 2016Francisco Infantes GomezNo ratings yet
- USDA Database For The Flavonoid Content of Selected Foods Release 3Document159 pagesUSDA Database For The Flavonoid Content of Selected Foods Release 3office8187No ratings yet
- Solar Panel Wash Data SheetDocument4 pagesSolar Panel Wash Data Sheetmaito2270No ratings yet
- Flavonoides en Ceboya PDFDocument34 pagesFlavonoides en Ceboya PDFmaito2270No ratings yet
- ESTRUCTURAS QUMICAS DE LOSANTIOXIDANTES Nutrients-08-00461 PDFDocument28 pagesESTRUCTURAS QUMICAS DE LOSANTIOXIDANTES Nutrients-08-00461 PDFmaito2270No ratings yet
- Estructuras de Los Flavonoides PDFDocument15 pagesEstructuras de Los Flavonoides PDFmaito2270No ratings yet
- DirectColorMarkingFinalReport PDFDocument67 pagesDirectColorMarkingFinalReport PDFmaito2270No ratings yet
- Acetite de Canela PDFDocument9 pagesAcetite de Canela PDFmaito2270No ratings yet
- Accepted Manuscript: Food ChemistryDocument31 pagesAccepted Manuscript: Food Chemistrymaito2270No ratings yet
- Yag VS Yvo4Document3 pagesYag VS Yvo4maito2270No ratings yet
- YVO4 NDDocument2 pagesYVO4 NDmaito2270No ratings yet
- Neodymium Doped Yttrium Orthavanadate (ND: YVO) Crystal: Info@lasercomponents - Co.ukDocument5 pagesNeodymium Doped Yttrium Orthavanadate (ND: YVO) Crystal: Info@lasercomponents - Co.ukmaito2270No ratings yet
- Laser Marking FundamentalsDocument4 pagesLaser Marking Fundamentalsmaito2270No ratings yet
- Todo Acido PeraceticoDocument156 pagesTodo Acido Peraceticomaito2270No ratings yet
- Sarc 2 Covid Prueba de 3 DesinfectDocument6 pagesSarc 2 Covid Prueba de 3 Desinfectmaito2270No ratings yet
- Hypochlorous Acid - Analytical Methods and Antimicrobial Activity (Pr13020.PDF)Document4 pagesHypochlorous Acid - Analytical Methods and Antimicrobial Activity (Pr13020.PDF)truetrutherNo ratings yet
- Hypochlorous Acid - Analytical Methods and Antimicrobial Activity (Pr13020.PDF)Document4 pagesHypochlorous Acid - Analytical Methods and Antimicrobial Activity (Pr13020.PDF)truetrutherNo ratings yet
- ECHA EUROPEA Peracetic Acid - PT2 - Final OpinionDocument11 pagesECHA EUROPEA Peracetic Acid - PT2 - Final Opinionmaito2270No ratings yet
- Aplicacion en Carnes y PollosDocument8 pagesAplicacion en Carnes y Pollosmaito2270No ratings yet
- Disinfection of Wastewater With Peracetic Acid: A Review: Mehmet KitisDocument9 pagesDisinfection of Wastewater With Peracetic Acid: A Review: Mehmet Kitismaito2270No ratings yet
- SARS CoV 2andanimalCoVsDocument19 pagesSARS CoV 2andanimalCoVsmaito2270No ratings yet
- Pandemic SARS Coronavirus-2 Infections in Humans-COVID-19: Nasir Mustafa, Hina Zahoor, Fuzail M. MAJOODocument17 pagesPandemic SARS Coronavirus-2 Infections in Humans-COVID-19: Nasir Mustafa, Hina Zahoor, Fuzail M. MAJOOmaito2270No ratings yet
- Aplicado A Superfices Porosas Contra Virus Epidinfect00015-0129Document13 pagesAplicado A Superfices Porosas Contra Virus Epidinfect00015-0129maito2270No ratings yet
- Pandemic SARS Coronavirus-2 Infections in Humans-COVID-19: Nasir Mustafa, Hina Zahoor, Fuzail M. MAJOODocument17 pagesPandemic SARS Coronavirus-2 Infections in Humans-COVID-19: Nasir Mustafa, Hina Zahoor, Fuzail M. MAJOOmaito2270No ratings yet
- Aplicado A Superfices Porosas Contra Virus Epidinfect00015-0129Document13 pagesAplicado A Superfices Porosas Contra Virus Epidinfect00015-0129maito2270No ratings yet
- P035-Synthesis of Dimethyl Carbonate From Urea PDFDocument2 pagesP035-Synthesis of Dimethyl Carbonate From Urea PDFmaito2270No ratings yet
- Fluidized Bed TutorialDocument10 pagesFluidized Bed TutorialAshwini SwamiNo ratings yet
- Swirl Fluiodmypapere-TransactionDocument7 pagesSwirl Fluiodmypapere-Transactionmaito2270No ratings yet
- P035-Synthesis of Dimethyl Carbonate From Urea PDFDocument2 pagesP035-Synthesis of Dimethyl Carbonate From Urea PDFmaito2270No ratings yet
- DLL - Tle 6 - Q4 - W2-2Document5 pagesDLL - Tle 6 - Q4 - W2-2Maricon ChicanoNo ratings yet
- The MoleDocument63 pagesThe MoleKennedy ChitayiNo ratings yet
- Well Head Gas Price Period July 2017Document5 pagesWell Head Gas Price Period July 2017Saad AliNo ratings yet
- The Structural Components of The Cell Membrane and Its Functions, With Transport Mechanisms.Document17 pagesThe Structural Components of The Cell Membrane and Its Functions, With Transport Mechanisms.Vieyah Angela VicenteNo ratings yet
- CodeinaDocument3 pagesCodeinaclaudiaNo ratings yet
- Hydrogen Donor Specificity of Mango Isoperoxidases: Food ChemistryDocument4 pagesHydrogen Donor Specificity of Mango Isoperoxidases: Food ChemistryGustavo HenriqueNo ratings yet
- Vulcanization of Rubber (Autosaved) .pptx234Document14 pagesVulcanization of Rubber (Autosaved) .pptx234Koundinya ManchiNo ratings yet
- Acknowledgement: M.R. Head of Civil Engineering Department, For Inspiring Take This Project. I Also ExpressedDocument18 pagesAcknowledgement: M.R. Head of Civil Engineering Department, For Inspiring Take This Project. I Also ExpressedRicky RickxNo ratings yet
- CGE653-Chapter 2-Part 1 PDFDocument79 pagesCGE653-Chapter 2-Part 1 PDFAbdul Halim AsmungiNo ratings yet
- Chemistry - Chemical Equations WorksheetDocument2 pagesChemistry - Chemical Equations WorksheetVasipalli Eshan AdityaNo ratings yet
- Chemical Kinetics Mechanism For Oxy-Fuel Combustion of Mixtures of Hydrogen Sulfide and MethaneDocument19 pagesChemical Kinetics Mechanism For Oxy-Fuel Combustion of Mixtures of Hydrogen Sulfide and MethanedanialNo ratings yet
- A Theory of The EarthDocument6 pagesA Theory of The EarthTeketel chemesaNo ratings yet
- Impression Compounds and AlginatesDocument13 pagesImpression Compounds and Alginatessourav dasNo ratings yet
- Lec 1 - MCDocument15 pagesLec 1 - MCDivyam JainNo ratings yet
- 22602-Sample-Question-Paper (Msbte Study Resources) Maintenance and Repairs of Structures (MRS)Document4 pages22602-Sample-Question-Paper (Msbte Study Resources) Maintenance and Repairs of Structures (MRS)Roshan Kinholkar100% (1)
- Taler Chemical Reactios. General Chemistry Teacher: William Alejandro Andrade BarreiroDocument8 pagesTaler Chemical Reactios. General Chemistry Teacher: William Alejandro Andrade BarreiroENITH HERRERA MONTALVONo ratings yet
- Candidate's Name:: (Do Not Write Your School/Centre Name or Number Anywhere On This Booklet)Document18 pagesCandidate's Name:: (Do Not Write Your School/Centre Name or Number Anywhere On This Booklet)OTTO OLIMANo ratings yet
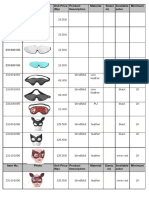
- Item No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color MinimumDocument20 pagesItem No. Photo Unit Price (RP) Product Description Material Size (C M) Available Color Minimumrobiyanto wandooNo ratings yet
- Linus Pauling PublicationsDocument108 pagesLinus Pauling PublicationsFilipos ConstantinNo ratings yet
- MSDS Al2O3Document7 pagesMSDS Al2O3Mas BagusNo ratings yet
- Paper Name: Chemistry-I Code: BS-CH201 Contacts: 3L +1T Credits: 4Document5 pagesPaper Name: Chemistry-I Code: BS-CH201 Contacts: 3L +1T Credits: 4ME39Arnaw KumarNo ratings yet
- Copeland ZP24K5E PFV 830Document16 pagesCopeland ZP24K5E PFV 830Reynnier MendozaNo ratings yet
- 29 IM 240DNE XNE Service ManualDocument83 pages29 IM 240DNE XNE Service ManualSenen Geraldino JrNo ratings yet
- Jitendra Hirwani: Problem Solving Techniques of Physical Chemistry For NeetDocument19 pagesJitendra Hirwani: Problem Solving Techniques of Physical Chemistry For NeetabhishekNo ratings yet
- Essential Oil Chemistry HandbookDocument82 pagesEssential Oil Chemistry HandbookŁukasz Owsianko100% (1)
- HSEB Chemistry SyllabusDocument3 pagesHSEB Chemistry Syllabussudantula71% (7)
- Lab Report No. 2Document5 pagesLab Report No. 2Kouji MaedaNo ratings yet
- B.Pharmacy 2-2 Sem R15 SyllabusDocument14 pagesB.Pharmacy 2-2 Sem R15 SyllabusBhavanasi SahithiNo ratings yet