You might also like
- Note Chapter5 SF017Document50 pagesNote Chapter5 SF017api-3699866100% (3)
- Sheet 20metal 20shop 131017100652 Phpapp01Document37 pagesSheet 20metal 20shop 131017100652 Phpapp01eafz111No ratings yet
- Civil Engineering-Rate AnalysisDocument7 pagesCivil Engineering-Rate Analysispvrk_7886% (21)
- Machine Tools Hand Tools: Fitting ShopDocument12 pagesMachine Tools Hand Tools: Fitting ShopMadara uchihaNo ratings yet
- TP Job Information Sheets Aug - Jan - I PDFDocument365 pagesTP Job Information Sheets Aug - Jan - I PDFMohan kumar G100% (1)
- Iti PDFDocument419 pagesIti PDFhimanshu dutt100% (1)
- Chapter1 Basic Structure of ComputersDocument7 pagesChapter1 Basic Structure of ComputersAhmed Sulejmanovic100% (2)
- Assignments Sub: Production Process IIDocument2 pagesAssignments Sub: Production Process IIShantanu Gaikwad100% (1)
- CTS FitterDocument14 pagesCTS FitterSahitya SaxenaNo ratings yet
- Hindi Notes 12th STDDocument14 pagesHindi Notes 12th STDSiddhart ManotharaNo ratings yet
- MrJacksonMaths Unit 2 Higher November 2012Document23 pagesMrJacksonMaths Unit 2 Higher November 2012Russell Jackson100% (1)
- 9SurfaceRoughness Limits Fits and TolerancesDocument25 pages9SurfaceRoughness Limits Fits and Tolerancesharsha vardhanNo ratings yet
- Progress Report CardDocument4 pagesProgress Report CardChanna100% (1)
- Presentation On Reforms in All India Trade Test (AITT) : Conducted Under The Aegis of NCVT On 11.10.2018Document28 pagesPresentation On Reforms in All India Trade Test (AITT) : Conducted Under The Aegis of NCVT On 11.10.2018Ravi TejaNo ratings yet
- DFBN FilterDocument10 pagesDFBN FilterPutut SuprihartonoNo ratings yet
- Mel311 Part IIDocument165 pagesMel311 Part IIAarsh Vir GuptaNo ratings yet
- Bulk Deformation Processes - ExtrusionDocument16 pagesBulk Deformation Processes - ExtrusionAnonymous 8NSojG100% (1)
- System of Limits, Fits, Tolerance and Gauging PDFDocument32 pagesSystem of Limits, Fits, Tolerance and Gauging PDFPraveen MohapatraNo ratings yet
- All in OneDocument789 pagesAll in OneHafsa ShaukatNo ratings yet
- Unit6 N 7Document46 pagesUnit6 N 7Shanku Raajashree100% (1)
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inDocument26 pagesUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreNo ratings yet
- Welding Technology English (Cont.)Document143 pagesWelding Technology English (Cont.)Long Beautéophile100% (1)
- Bin CardDocument2 pagesBin Cardershad123100% (1)
- RefrigrantsDocument41 pagesRefrigrantsmuthuNo ratings yet
- Refrigeration: "Refrigeration Is The Process of Removing Heat From An Enclosed Space, orDocument16 pagesRefrigeration: "Refrigeration Is The Process of Removing Heat From An Enclosed Space, ordjgondalNo ratings yet
- Orthographic ProjectionDocument36 pagesOrthographic ProjectionDEEPANGaeNo ratings yet
- PDF Created With Pdffactory Trial VersionDocument17 pagesPDF Created With Pdffactory Trial VersionShanmuga LakshmikanthanNo ratings yet
- Average PDFDocument13 pagesAverage PDFImtiaz AhmedNo ratings yet
- Rolling Notes @mohit Chouksey PDFDocument11 pagesRolling Notes @mohit Chouksey PDFHimanshu GoelNo ratings yet
- A Presentation ON: Unit-IvDocument52 pagesA Presentation ON: Unit-IvVķ MãħëšħNo ratings yet
- Assignment On ClutchDocument8 pagesAssignment On ClutchPankaj GillNo ratings yet
- Topic 1) Transistors: Marks 24: IntroductionDocument24 pagesTopic 1) Transistors: Marks 24: IntroductionSudershan Dolli100% (1)
- Fitting Shop Operations Nazeef'sDocument6 pagesFitting Shop Operations Nazeef'sFaheem Fiaz ChohanNo ratings yet
- Grinding Final NotesDocument21 pagesGrinding Final NotesGaikwad Aniket100% (1)
- Job Marking RegisterDocument2 pagesJob Marking RegisterAnurag Patel100% (1)
- ADM Use of ComparativesDocument6 pagesADM Use of ComparativesCarlos RochaNo ratings yet
- Lesson 1Document7 pagesLesson 1api-273340865100% (1)
- Unit-Ii Projection of Points & Lines Theory of Projections Projection TheoryDocument37 pagesUnit-Ii Projection of Points & Lines Theory of Projections Projection Theorysunil kumarNo ratings yet
- Painting Theory N IosDocument68 pagesPainting Theory N IosMuhammad Bangi100% (1)
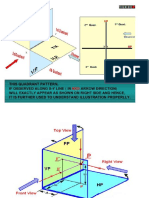
- First Angle ProjectionDocument20 pagesFirst Angle ProjectionFaqiroh Wajed100% (1)
- Linear MeasurementDocument79 pagesLinear MeasurementRht BrdNo ratings yet
- Safety in Shop Floor - Tools Equipments - Safety - Identification ...Document2 pagesSafety in Shop Floor - Tools Equipments - Safety - Identification ...Hamza NoumanNo ratings yet
- Format - Detail Progressive Record of The StudentDocument4 pagesFormat - Detail Progressive Record of The StudentAnita KumariNo ratings yet
- Notes On Handbook of Surface Water Quality ModelingDocument10 pagesNotes On Handbook of Surface Water Quality ModelingSalam Daeng BengoNo ratings yet
- JJ104 Workshop Technology CHAPTER9 Arc WeldingDocument14 pagesJJ104 Workshop Technology CHAPTER9 Arc WeldingAh Tiang50% (4)
- Demonstration 2019Document14 pagesDemonstration 2019M'dth CalNo ratings yet
- 04 - Abrasive Machining & Finishing OperationsDocument80 pages04 - Abrasive Machining & Finishing OperationsAbdul Moiz0% (1)
- Cutting ToolsDocument30 pagesCutting ToolsJawad Sandhu100% (1)
- Chapter 1 - Part 2 - ANGULAR MEASUREMENTDocument17 pagesChapter 1 - Part 2 - ANGULAR MEASUREMENTSrinivas Shinu100% (2)
- LatheDocument74 pagesLatheChandrakantha K100% (1)
- Limits Fits TolerancesDocument15 pagesLimits Fits TolerancespankajdharmadhikariNo ratings yet
- Iti Fitter Objective BitsDocument11 pagesIti Fitter Objective BitsGangadharam Madem100% (1)
- Module 1 - Fits, LimitsDocument18 pagesModule 1 - Fits, LimitsShanhoodNo ratings yet
- Powerpoint Presentation: Cutting Tool and MaterialDocument27 pagesPowerpoint Presentation: Cutting Tool and MaterialMayank RawatNo ratings yet
- RRB Mechanical Engineer Model Question Paper With Answer Key 14Document43 pagesRRB Mechanical Engineer Model Question Paper With Answer Key 14Y Babu0% (1)
- Work Shop Practice OneDocument35 pagesWork Shop Practice OneberhaneNo ratings yet
- Basic of GrindingDocument19 pagesBasic of GrindingKaushik SreenivasNo ratings yet
- Workshop ManualDocument96 pagesWorkshop ManualDatta YallapuNo ratings yet
- Presentation 4Document21 pagesPresentation 4Satish ChavanNo ratings yet
- Industrial Training Report On Plastic Moulding Industry (Roop Polymer)Document21 pagesIndustrial Training Report On Plastic Moulding Industry (Roop Polymer)Suraj MauryaNo ratings yet
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- R.C Sample DrawingDocument39 pagesR.C Sample DrawingMoe Oo Htun100% (1)
- RM01 SawDocument15 pagesRM01 SawAnonymous cgcKzFtXNo ratings yet
- Disclosure To Promote The Right To InformationDocument12 pagesDisclosure To Promote The Right To InformationParveen NakwalNo ratings yet
- C Factor EffectDocument7 pagesC Factor EffectMatiasNo ratings yet
- SITE WPS-IndexDocument7 pagesSITE WPS-Indexgowtham_venkat_4No ratings yet
- FT Hydrelf Ds 46 (Anglais)Document1 pageFT Hydrelf Ds 46 (Anglais)Arturo Yakisich CabreraNo ratings yet
- Specialization: Technology and Livelihood Education Focus: Plumbing By: Dr. Ernesto B. CalloDocument10 pagesSpecialization: Technology and Livelihood Education Focus: Plumbing By: Dr. Ernesto B. CalloKhent Wilmer Lapiz IINo ratings yet
- Main Characteristics Value Unit Test Method: ( ) Samples Conditioned 15 Days at 23°C - 50 % R.H. (C) Complete BreakDocument1 pageMain Characteristics Value Unit Test Method: ( ) Samples Conditioned 15 Days at 23°C - 50 % R.H. (C) Complete BreakAlan TsaiNo ratings yet
- Nano Technology (Oe) - Unit Iii: Synthesis RoutesDocument104 pagesNano Technology (Oe) - Unit Iii: Synthesis RoutesDepartment of Chemical EngineeringNo ratings yet
- DEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariaDocument11 pagesDEXT 067 DIN en 10277 2 Aços para Propósitos Gerais de EngenhariatestesadaNo ratings yet
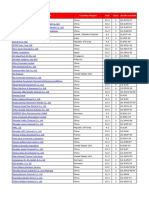
- Company Name Country/Region Hall Zone Booth NumberDocument21 pagesCompany Name Country/Region Hall Zone Booth Numbertesting accountNo ratings yet
- Is 1856-1977 Specification For Steel Wire Ropes For Haulage PurposesDocument8 pagesIs 1856-1977 Specification For Steel Wire Ropes For Haulage PurposesDeepjyoti DasNo ratings yet
- Impact of Surkhi On GSB Layer As Replacement To The Stone DustDocument10 pagesImpact of Surkhi On GSB Layer As Replacement To The Stone DustVikas KumarNo ratings yet
- Waste Paint As An Admixture in ConcreteDocument7 pagesWaste Paint As An Admixture in ConcreteQuality ControlNo ratings yet
- Updated Term Paper (5310) PDFDocument21 pagesUpdated Term Paper (5310) PDFSourae MridhaNo ratings yet
- Chapter 4 Management of Art and GamabaDocument3 pagesChapter 4 Management of Art and GamabaCharo Ann ArciagaNo ratings yet
- Materials Today: Proceedings: Parminder Singh, D.R. Prajapati, Shankar SehgalDocument7 pagesMaterials Today: Proceedings: Parminder Singh, D.R. Prajapati, Shankar SehgaldcjontyNo ratings yet
- MatE 171 Lec 8 - Thermodynamics of Corrosion (Pourbaix Diagram) PDFDocument28 pagesMatE 171 Lec 8 - Thermodynamics of Corrosion (Pourbaix Diagram) PDFKetoNo ratings yet
- Sko Lab 4Document4 pagesSko Lab 4izz isalahNo ratings yet
- Castrol Labcheck Coolant Used Analysis BrochureDocument2 pagesCastrol Labcheck Coolant Used Analysis Brochuremiguel angelNo ratings yet
- Double Coated Electrode Tenacito Oerlikon - en PDFDocument12 pagesDouble Coated Electrode Tenacito Oerlikon - en PDFAlonso XhdNo ratings yet
- Kos Buat DapurDocument2 pagesKos Buat DapurMuhamad Najmi ZainuddinNo ratings yet
- SDT Brochure 2021 CompressedDocument8 pagesSDT Brochure 2021 CompressedGiacomo ZammattioNo ratings yet
- PDF VersionDocument22 pagesPDF VersionMehulNo ratings yet
- Brocas Komet. 410863V0 - PI - EN - ACR - EQDocument2 pagesBrocas Komet. 410863V0 - PI - EN - ACR - EQMarco SilvaNo ratings yet
- Mark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)Document6 pagesMark Technologies Company W.L.L: Preliminary Welding Procedure Specification (PWPS)vijay rajNo ratings yet
- Oxygen CorrosionDocument8 pagesOxygen CorrosionGovind kumarNo ratings yet
- Super Model International NR 2Document80 pagesSuper Model International NR 2Konrad100% (6)
- # Acrylic Brochure 25-02Document9 pages# Acrylic Brochure 25-02Josiah OnasileNo ratings yet