You might also like
- Journal of The Folk Song Society No.8Document82 pagesJournal of The Folk Song Society No.8jackmcfrenzieNo ratings yet
- Golden Dawn 2 9 The Moon BreathDocument4 pagesGolden Dawn 2 9 The Moon BreathF_RCNo ratings yet
- Medical Terminology TermsDocument28 pagesMedical Terminology TermsNikka Moreen DagdagNo ratings yet
- Partial Engine Documents and Component SpecificationsDocument269 pagesPartial Engine Documents and Component SpecificationsYew Lim100% (8)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
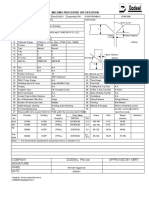
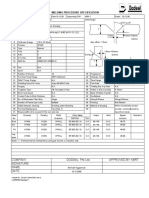
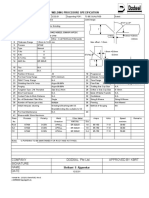
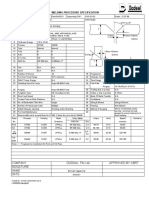
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- How To Attract Love and Powerful Soul ConnectionsDocument5 pagesHow To Attract Love and Powerful Soul Connectionskinzaali71916No ratings yet
- FDA 21 CFR Part 11 Compliance DocumentDocument15 pagesFDA 21 CFR Part 11 Compliance DocumentRamón CéspedNo ratings yet
- Bronchiolitis A Practical Approach For The General RadiologistDocument42 pagesBronchiolitis A Practical Approach For The General RadiologistTara NareswariNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Determining The Thickness of Glass in Airport Traffic Control Tower CabsDocument17 pagesDetermining The Thickness of Glass in Airport Traffic Control Tower CabsAdán Cogley CantoNo ratings yet
- 3rd Periodic Test in English4Document7 pages3rd Periodic Test in English4Santa Dela Cruz Naluz100% (1)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Water Spray Nozzle: Fire Fighting Equipment Data SheetDocument7 pagesWater Spray Nozzle: Fire Fighting Equipment Data SheetJosef MadronaNo ratings yet
- 1 .ASM HandbookDocument3 pages1 .ASM Handbookgowtham_venkat_40% (2)
- Solvent Extraction: Please Submit Question 4 For MarkingDocument3 pagesSolvent Extraction: Please Submit Question 4 For MarkingThembi Matebula100% (1)
- Surface Preparation Standards OverviewDocument38 pagesSurface Preparation Standards OverviewEric So100% (1)
- ISO 14000 - WikipediaDocument5 pagesISO 14000 - WikipediaalexokorieNo ratings yet
- WELDING CONSUMABLE CHARTDocument2 pagesWELDING CONSUMABLE CHARTAfetNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project Welding Procedure SpecificationDocument1 pageEthylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Poster-Consumable Data-1Document4 pagesPoster-Consumable Data-1Lipika GayenNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Poster Consumable - Data 7Document4 pagesPoster Consumable - Data 7Harminder KumarNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- PP41 Rev.3Document1 pagePP41 Rev.3Ashish ChackoNo ratings yet
- Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageCompany Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS Ethylene Project QatarDocument1 pageWPS Ethylene Project QatarS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Ethylene Project GTAW Welding Procedure QatarDocument1 pageEthylene Project GTAW Welding Procedure QatarS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Format No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp06Document1 pageFormat No: DOD/Q-Chem/F082 Rev 0 c:/DIR00001/wps/pp06S GoudaNo ratings yet
- Q-Chem Ethylene Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Welding Procedure SpecificationS GoudaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument2 pagesWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Filler MetalDocument1 pageWelding Filler MetalBharath KumarNo ratings yet
- RC 750Document7 pagesRC 750ahmetNo ratings yet
- Weld Description Sheets and Weld MapsDocument13 pagesWeld Description Sheets and Weld MapsMohammad MushtaqNo ratings yet
- Mill Test Certificates: TSN Wires Co., LTDDocument1 pageMill Test Certificates: TSN Wires Co., LTDNirmal WiresNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
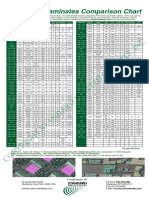
- Microwave Laminate ChatsDocument2 pagesMicrowave Laminate ChatsSelvakumar NatarajanNo ratings yet
- Microwavelaaminatesompositionchart TTDocument2 pagesMicrowavelaaminatesompositionchart TTömer aydınNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Screw Lock Toolholders GuideDocument1 pageScrew Lock Toolholders GuideStefan IstratescuNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Fouling Factor in HXDocument6 pagesFouling Factor in HXMuntaha SyedNo ratings yet
- Fan External Static PressureDocument57 pagesFan External Static Pressureabdalmonaem1986No ratings yet
- Welding Process Control Sheet: Weld Joint & Process DetailsDocument4 pagesWelding Process Control Sheet: Weld Joint & Process DetailsalokbdasNo ratings yet
- 788bs Led MatrixDocument7 pages788bs Led Matrixdreyes2288No ratings yet
- 0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Document1 page0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Anonymous AdofXEYAgENo ratings yet
- Welding Procedure Specification SMAW LH 355-60Document1 pageWelding Procedure Specification SMAW LH 355-60rexNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document2 pagesWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Thermaline 4700: Selection & Specification DataDocument4 pagesThermaline 4700: Selection & Specification Datagowtham_venkat_4No ratings yet
- Caltech - Coatem NF6Document1 pageCaltech - Coatem NF6gowtham_venkat_4No ratings yet
- PDF Processed With Cutepdf Evaluation Edition PDF Processed With Cutepdf Evaluation Edition PDF Processed With Cutepdf Evaluation EditionDocument3 pagesPDF Processed With Cutepdf Evaluation Edition PDF Processed With Cutepdf Evaluation Edition PDF Processed With Cutepdf Evaluation Editiongowtham_venkat_4No ratings yet
- Staff Details - SANKARANDocument1 pageStaff Details - SANKARANgowtham_venkat_4No ratings yet
- Staff Details - GOWTHAMDocument1 pageStaff Details - GOWTHAMgowtham_venkat_4No ratings yet
- Respirator Vs Surgical Mask Flyer - Final PDFDocument2 pagesRespirator Vs Surgical Mask Flyer - Final PDFshanu khanNo ratings yet
- WHO 2019 Ncov IPC - Masks 2020.4 Eng PDFDocument16 pagesWHO 2019 Ncov IPC - Masks 2020.4 Eng PDFSyed DanishNo ratings yet
- QA & QC Shift Details - February 2021Document2 pagesQA & QC Shift Details - February 2021gowtham_venkat_4No ratings yet
- Untitled DiagramDocument1 pageUntitled Diagramgowtham_venkat_4No ratings yet
- Indian Standard875Document10 pagesIndian Standard875Mohammad Tawfiq WaraNo ratings yet
- FlowcharTDocument1 pageFlowcharTgowtham_venkat_4No ratings yet
- Avesta Welding ManualDocument300 pagesAvesta Welding Manual66apenlullenNo ratings yet
- Properties of Common AbrasivesDocument1 pageProperties of Common Abrasivesgowtham_venkat_4No ratings yet
- Is 2830 1992Document9 pagesIs 2830 1992Sunny SaparNo ratings yet
- Weldability of High Performance SteelsDocument16 pagesWeldability of High Performance Steelsgowtham_venkat_4No ratings yet
- Nitric Acid Manufacturing ProcessDocument7 pagesNitric Acid Manufacturing ProcessLenin PrabhuNo ratings yet
- Indian Standard: Code of Practice FOR Design and Construction of Shallow Foundations On RocksDocument15 pagesIndian Standard: Code of Practice FOR Design and Construction of Shallow Foundations On RocksjndlsmtNo ratings yet
- Supply and Fabrication Steel Structures SpecificationDocument18 pagesSupply and Fabrication Steel Structures Specificationgowtham_venkat_4No ratings yet
- Gas Metal Arc Welding and Flux-Cored Arc Welding: Instructional/Task AnalysisDocument6 pagesGas Metal Arc Welding and Flux-Cored Arc Welding: Instructional/Task Analysisgowtham_venkat_4No ratings yet
- VSM 1Document1 pageVSM 1gowtham_venkat_4No ratings yet
- VSM For Job No J1947 A1 Time Log SheetDocument6 pagesVSM For Job No J1947 A1 Time Log Sheetgowtham_venkat_4No ratings yet
- EN8 Steel: BS970: 1955 EN8, BS970/PD970: 1970 OnwardsDocument1 pageEN8 Steel: BS970: 1955 EN8, BS970/PD970: 1970 Onwardsgowtham_venkat_4No ratings yet
- Flow Side Asy LHDocument1 pageFlow Side Asy LHgowtham_venkat_4No ratings yet
- Pregatirea Suprafetelor Pentru VopsireDocument4 pagesPregatirea Suprafetelor Pentru VopsireValentin GalbenNo ratings yet
- Cosmos Products: Technical Service Data SheetDocument1 pageCosmos Products: Technical Service Data Sheetgowtham_venkat_4No ratings yet
- Threads Standard Reference Guide Rev4 PDFDocument21 pagesThreads Standard Reference Guide Rev4 PDFPham CongNo ratings yet
- 21055-Acoustics India - 15nosDocument27 pages21055-Acoustics India - 15nosgowtham_venkat_4No ratings yet
- CFD Answer KeyDocument12 pagesCFD Answer KeyRaahini IzanaNo ratings yet
- Rate Constant Determination 2Document8 pagesRate Constant Determination 2Divya UpadhyayNo ratings yet
- Physical Activity Guidelines Advisory Committee ReportDocument683 pagesPhysical Activity Guidelines Advisory Committee Reportyitz22100% (1)
- Altivar ATV61HU55N4 CatalogueDocument4 pagesAltivar ATV61HU55N4 CatalogueEugen Marius BadescuNo ratings yet
- GypsumDocument79 pagesGypsumMansi GirotraNo ratings yet
- Belazo Elastomeric Roof PaintDocument2 pagesBelazo Elastomeric Roof PaintrumahsketchNo ratings yet
- Theoretical Development of The Brooks-Corey CapillDocument7 pagesTheoretical Development of The Brooks-Corey CapillDiana Vanessa PedrazaNo ratings yet
- Bs. in P&O India. Syllabus 2010Document58 pagesBs. in P&O India. Syllabus 2010Priscila Arriagada PulgarNo ratings yet
- Mini ProjectDocument6 pagesMini Projectirene0% (1)
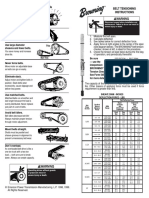
- Browning Belt Tension GaugeDocument2 pagesBrowning Belt Tension GaugeJasperken2xNo ratings yet
- A Study On Renewable Energy Resources in IndiaDocument39 pagesA Study On Renewable Energy Resources in IndiaDevendra SharmaNo ratings yet
- Shadows On The Moon by Zoe Marriott ExtractDocument20 pagesShadows On The Moon by Zoe Marriott ExtractWalker Books100% (1)
- of The Blessedness of God.Document3 pagesof The Blessedness of God.itisme_angelaNo ratings yet
- EKO75 KW VST Air Cooled Electrical DiagramDocument13 pagesEKO75 KW VST Air Cooled Electrical DiagramBerat DeğirmenciNo ratings yet
- Calculation of Carbon Footprint: HouseDocument3 pagesCalculation of Carbon Footprint: HouseUmut ÇağırganNo ratings yet
- Measurement of Level in A Tank Using Capacitive Type Level ProbeDocument13 pagesMeasurement of Level in A Tank Using Capacitive Type Level ProbeChandra Sekar100% (1)
- Survival Analysis Tutorial on Mammary Carcinogenesis RiskDocument4 pagesSurvival Analysis Tutorial on Mammary Carcinogenesis Riskthermopolis3012100% (1)
- KND 3200 eDocument0 pagesKND 3200 eGianna FrolaNo ratings yet
- 2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFDocument9 pages2011 02 Huijben Spie Why Every Urea Plant Needs A Continuous NC Meter PDFfawadintNo ratings yet
- Bandari 2015 Exact SER Expressions of GFDM in Nakagami-M and Rician Fading ChannelsDocument6 pagesBandari 2015 Exact SER Expressions of GFDM in Nakagami-M and Rician Fading Channelssameer khan100% (1)