You might also like
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Cold Forming Glossary of Terms PDFDocument17 pagesCold Forming Glossary of Terms PDFLuis LujanoNo ratings yet
- Wire Forming TechnologyDocument18 pagesWire Forming TechnologyMohamed AbudoamNo ratings yet
- Wire Drawing MachineryDocument91 pagesWire Drawing MachineryTapanNo ratings yet
- Chaitanya IntroductionDocument7 pagesChaitanya Introductionanon_647217551No ratings yet
- Siempelkamp Metalforming Presses-EngDocument9 pagesSiempelkamp Metalforming Presses-EngAbdulsalamNo ratings yet
- High Speed Double Head Wing Machine V3Document2 pagesHigh Speed Double Head Wing Machine V3Sanjeev GholapNo ratings yet
- Unit - IV Drawing of Rods, Wires and TubesDocument13 pagesUnit - IV Drawing of Rods, Wires and TubesMaddipudi RamakrishnaNo ratings yet
- Diamond ToolsDocument152 pagesDiamond ToolsPradeepkumar KpNo ratings yet
- TAT METAL Orders A Full CMI Technologies Continuous Hot-Dip Galvanizing Line (CGL) (Company Update)Document3 pagesTAT METAL Orders A Full CMI Technologies Continuous Hot-Dip Galvanizing Line (CGL) (Company Update)Shyam SunderNo ratings yet
- Metal Finishing 2011Document708 pagesMetal Finishing 2011Sacit Asil100% (3)
- Solutions in Doctor Blades: Lantier TechnologyDocument20 pagesSolutions in Doctor Blades: Lantier Technologyhira kurniaNo ratings yet
- Aluminium CastingDocument5 pagesAluminium CastingBalaji RajaNo ratings yet
- Rolling: Study SupportDocument169 pagesRolling: Study SupportAli RayyaNo ratings yet
- Unbrako US Product Guide PDFDocument144 pagesUnbrako US Product Guide PDFManju KNo ratings yet
- Cold Rolled Steel Sheet: Cat - No.B1E-002-03Document27 pagesCold Rolled Steel Sheet: Cat - No.B1E-002-03Frankie Ting100% (1)
- Da News 143Document44 pagesDa News 143Alexander SirykNo ratings yet
- New Era in SteelmakingDocument6 pagesNew Era in SteelmakingjtpmlNo ratings yet
- Slitting BasicsDocument6 pagesSlitting BasicsHoang LeNo ratings yet
- Magnalenz Induction FurnaceDocument31 pagesMagnalenz Induction Furnaceassar_metalNo ratings yet
- Zinc Nickel Electroplating Guide ZyliteDocument9 pagesZinc Nickel Electroplating Guide ZyliteBryan DixNo ratings yet
- Scrap Metal Sources:: Using Scrap Aluminum For Sand CastingsDocument2 pagesScrap Metal Sources:: Using Scrap Aluminum For Sand CastingsAnonymous mKdAfWifNo ratings yet
- Chrome Plating ProcessDocument5 pagesChrome Plating ProcessSunilNo ratings yet
- TALAT Lecture 3402: Forging ProcessDocument17 pagesTALAT Lecture 3402: Forging ProcessCORE MaterialsNo ratings yet
- Redraw Rod For Multiwire DrawingDocument6 pagesRedraw Rod For Multiwire DrawingWajeeh BitarNo ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- Final Report PDFDocument32 pagesFinal Report PDFJon SnowNo ratings yet
- Heat TreatmentDocument59 pagesHeat TreatmentINSTECH Consulting100% (1)
- FoundryDocument10 pagesFoundryAnjana_EdathadanNo ratings yet
- Hot Rolled SlittingDocument4 pagesHot Rolled SlittingVikas SinghNo ratings yet
- Technical Specification - Continuous Copper Up-Casting FurnaceDocument13 pagesTechnical Specification - Continuous Copper Up-Casting FurnaceVardaShahidNo ratings yet
- Kinkelder StandardDocument24 pagesKinkelder StandardJason StephensNo ratings yet
- Indian Aluminum IndustryDocument28 pagesIndian Aluminum IndustryRamkumarNo ratings yet
- Cleaning of Steel and Removal of Rust PDFDocument10 pagesCleaning of Steel and Removal of Rust PDFDawooz SaDam OnexoxNo ratings yet
- Wire Rod ProductionDocument2 pagesWire Rod ProductiongibbsittNo ratings yet
- 03 - Rolling of MetalsDocument61 pages03 - Rolling of MetalsAbhishek SinhaNo ratings yet
- Rotek A22-105e2a Slew BearingDocument1 pageRotek A22-105e2a Slew BearingBimo Cungkring IINo ratings yet
- Pipe and Profile Extrusion (PDFDrive) PDFDocument54 pagesPipe and Profile Extrusion (PDFDrive) PDFobeckone100% (1)
- Uis ReportDocument41 pagesUis ReportVikas SandhuNo ratings yet
- Casting of AluminiumDocument36 pagesCasting of AluminiumRezza RuzuqiNo ratings yet
- FKL - Steel-MillDocument20 pagesFKL - Steel-MillThái PhiNo ratings yet
- Process Specification For Pickling, Etching, and Descaling of MetalsDocument10 pagesProcess Specification For Pickling, Etching, and Descaling of MetalsGys100% (1)
- Mill BearingsDocument3 pagesMill BearingsOmar Ahmed ElkhalilNo ratings yet
- Worm Wheel HobsDocument7 pagesWorm Wheel HobsRaul PerezNo ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Roller Mill MaintenanceDocument12 pagesRoller Mill MaintenanceJuan Carlos HuamánNo ratings yet
- Diferrent Lubrication Techniques Being Adopted in Wire DrawingDocument5 pagesDiferrent Lubrication Techniques Being Adopted in Wire DrawingRaghu ChowdaryNo ratings yet
- Grinding WheelDocument24 pagesGrinding WheelShishir Kumar Sharma100% (1)
- Svedala RV Eng GerardDocument6 pagesSvedala RV Eng GerardPaseandoPorlaVidaNo ratings yet
- Detail Study On TMT Bar Manufaturing Industry in NepalDocument93 pagesDetail Study On TMT Bar Manufaturing Industry in NepalNishan GajurelNo ratings yet
- Unit - I Metal Casting PprocessDocument129 pagesUnit - I Metal Casting PprocessMohana KrishnanNo ratings yet
- 1 A Polishing Machine BookDocument35 pages1 A Polishing Machine BookPradeep AdsareNo ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- Long Products Rolling MillsDocument21 pagesLong Products Rolling Millsralish12No ratings yet
- Mini ProjectDocument12 pagesMini ProjectBharat DarsiNo ratings yet
- Billet Defects - Off-Corner Cracks Formation, Prevention and EvolutionDocument33 pagesBillet Defects - Off-Corner Cracks Formation, Prevention and EvolutionJorge Madias0% (1)
- Coal Cutting MachineDocument7 pagesCoal Cutting MachineRavindra Kumar Sonwani100% (4)
- Synchronous GeneratorsDocument42 pagesSynchronous Generatorskeshab pandeyNo ratings yet
- Revision Status: Details Accepted Prepared Rev Date Rev NRDocument49 pagesRevision Status: Details Accepted Prepared Rev Date Rev NRRupam BaruahNo ratings yet
- Suction Pile SpecDocument33 pagesSuction Pile Specriaz16shaik100% (1)
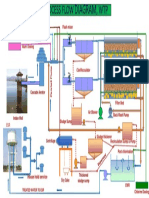
- WTP Process DiagramDocument1 pageWTP Process DiagramKumar AbhishekNo ratings yet
- Phase Changes Phase DiagramDocument24 pagesPhase Changes Phase DiagramNicolette BingtanNo ratings yet
- L3548 4 07Document2 pagesL3548 4 07Héctor Hugo Sánchez GómezNo ratings yet
- AssignmentME LawDocument2 pagesAssignmentME LawMatthew AquinoNo ratings yet
- 29 V3800dit 26Document2 pages29 V3800dit 26Hector Dongo ArrayanNo ratings yet
- EGF305 Topic 5-Intro To Failure Analysis PDFDocument34 pagesEGF305 Topic 5-Intro To Failure Analysis PDFasdfasdNo ratings yet
- BTD SyllabusDocument3 pagesBTD SyllabusSubuddhi DamodarNo ratings yet
- Chain Wheels ChainconveyorDocument9 pagesChain Wheels ChainconveyorPedro RBNo ratings yet
- PRASHANTDocument2 pagesPRASHANTdevan gandhiNo ratings yet
- SwissDocument8 pagesSwissRajaram RamanNo ratings yet
- Outdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Document19 pagesOutdoor Unit Indoor Unit: Excellent Ecodan's Heating Performance, Even at Low Outdoor Temperature!Ивайло СтояновNo ratings yet
- Lecture 2 UpdateDocument80 pagesLecture 2 Updateماجد مدحت سعيدNo ratings yet
- Fluid Flow Through Randomly Packed Columns and Fluidized BedsDocument6 pagesFluid Flow Through Randomly Packed Columns and Fluidized BedsalexramquiNo ratings yet
- Unic Boom Trucks Spec 1b3c67Document3 pagesUnic Boom Trucks Spec 1b3c67Zamaica Bandies DiazNo ratings yet
- General Notes:: Isometric PlanDocument1 pageGeneral Notes:: Isometric PlanAeron Acio0% (1)
- Propeller Shaft: Models FA and FBDocument15 pagesPropeller Shaft: Models FA and FBKomatsu Perkins HitachiNo ratings yet
- Poster On Quantifying Atomic Vibration at Solid Liquid InterfaceDocument1 pagePoster On Quantifying Atomic Vibration at Solid Liquid InterfaceDeep PatelNo ratings yet
- Shear Strenght ExampleDocument11 pagesShear Strenght ExamplealvinNo ratings yet
- Haldex CompresseurDocument148 pagesHaldex CompresseurSteve Jacobelly100% (3)
- Nissan 370Z: 3.7 PETROL Periodic MaintenanceDocument3 pagesNissan 370Z: 3.7 PETROL Periodic MaintenanceMichael KaneNo ratings yet
- Statically Indeterminate BeamsDocument7 pagesStatically Indeterminate BeamsMary Jane PelaezNo ratings yet
- MR810 Torsional Rigidity and Beaming Stiffness Test Procedure 8.14Document4 pagesMR810 Torsional Rigidity and Beaming Stiffness Test Procedure 8.14Maduka SmartNo ratings yet
- 下载Document4 pages下载Mars JackNo ratings yet
- Revised Cleaning and Painting Piece Rate Data 02-07-2021Document5 pagesRevised Cleaning and Painting Piece Rate Data 02-07-2021Corrosion FactoryNo ratings yet
- Transducer: TypesDocument39 pagesTransducer: Typestujuh belasNo ratings yet
- Hoja Técnica Roto Xtend Duty Fluid PDFDocument2 pagesHoja Técnica Roto Xtend Duty Fluid PDFFederico Liaudat100% (2)
- Amit Goswami Quantum Mechanics, Second Edition 2003Document577 pagesAmit Goswami Quantum Mechanics, Second Edition 2003Solange Ev75% (4)