You might also like
- Shelf Life ControlDocument7 pagesShelf Life ControlRushikesh Deshpande100% (1)
- Eprubete. Culori. UtilizareDocument3 pagesEprubete. Culori. UtilizareCuCUNo ratings yet
- Auto HarnessDocument14 pagesAuto HarnessgreendaisarNo ratings yet
- Crimp HandbookDocument24 pagesCrimp Handbookrony_lesbtNo ratings yet
- Extrusion Die DesignDocument67 pagesExtrusion Die DesignShubham Chaudhary100% (1)
- Zones of ScrewDocument111 pagesZones of Screwzubi0585100% (2)
- Chapter 5 Application of Insulating MaterialDocument21 pagesChapter 5 Application of Insulating MaterialAmir nawazNo ratings yet
- 02 Multilayercompositefilms 110322072335 Phpapp02Document48 pages02 Multilayercompositefilms 110322072335 Phpapp02naveenjeswaniNo ratings yet
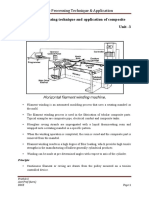
- Unit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentDocument13 pagesUnit-Iii MANUFACTURING METHODS: Autoclave, Tape Production, Moulding Methods, FilamentSaisurendra VeerlaNo ratings yet
- Basic PCB ManufactureDocument17 pagesBasic PCB Manufacturebobwillis1No ratings yet
- Recipe Book: Yule Logs 2020Document28 pagesRecipe Book: Yule Logs 2020Cwt Chan100% (1)
- Types of WiringDocument55 pagesTypes of WiringFaisal Nadeem67% (3)
- Startup Time Reduction For Combined Cycle Power PlantsDocument8 pagesStartup Time Reduction For Combined Cycle Power PlantsEnrique TamayoNo ratings yet
- Extrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeDocument21 pagesExtrusion of Thermoplastics EXTRUSION Plays A Prominent Part On The Plastics Industry. Extrusion, UnlikeParag NambiarNo ratings yet
- Presented By:: Osama NaseemDocument16 pagesPresented By:: Osama NaseemLloyd Dackz ArenasNo ratings yet
- Filament Winding: Serkan CUBUK E6704Document17 pagesFilament Winding: Serkan CUBUK E6704Charaf Leo100% (1)
- Plastics PDFDocument18 pagesPlastics PDFV Phanindra BoguNo ratings yet
- Extrusion 180709144910 PDFDocument78 pagesExtrusion 180709144910 PDFkathiravanpr_6744097No ratings yet
- Underground Cables M 16 1Document167 pagesUnderground Cables M 16 1Shivam MùnjãlNo ratings yet
- IC AssemblyDocument18 pagesIC AssemblyRio PerezNo ratings yet
- Raffia Tape Line ProcessDocument20 pagesRaffia Tape Line ProcessSumeet Rathor100% (10)
- Extruder: Poly-Al Al Corrugation Lead SheathDocument45 pagesExtruder: Poly-Al Al Corrugation Lead SheathnasikroadNo ratings yet
- Flat Film Forming: Andrew Leithead Chris Barr Nick AntonakosDocument32 pagesFlat Film Forming: Andrew Leithead Chris Barr Nick AntonakosHOANGVUNL1988No ratings yet
- OC PultrusionDocument29 pagesOC PultrusionalmakmenNo ratings yet
- Manual L W26Document436 pagesManual L W26Taufan ArifNo ratings yet
- Temperature Effects Part OneDocument3 pagesTemperature Effects Part OneRio de MarioNo ratings yet
- Pult Rusi OnDocument60 pagesPult Rusi OnmechanicalsrivasansNo ratings yet
- Advance MF in ICMDocument11 pagesAdvance MF in ICMJhaPraNo ratings yet
- Processing of Polymers and Composites: Lecture 20 - 11/03/2019Document14 pagesProcessing of Polymers and Composites: Lecture 20 - 11/03/2019MK SaravananNo ratings yet
- Introduction To Strain GaugesDocument32 pagesIntroduction To Strain GaugesManjunatha Babu N.s100% (1)
- Ravi UltracabDocument7 pagesRavi UltracabRavi PatelNo ratings yet
- R. Panigrahi: View Article AnalyticsDocument18 pagesR. Panigrahi: View Article AnalyticsNakib Ibna BasharNo ratings yet
- Tek Pol Usai UTS - 2020Document91 pagesTek Pol Usai UTS - 2020raihan dzakyNo ratings yet
- VORTEX Powder Coating For Conductor Insulation of Transformer WindingsDocument4 pagesVORTEX Powder Coating For Conductor Insulation of Transformer WindingsYogesh ChadawatNo ratings yet
- Chapter 1-2Document70 pagesChapter 1-2Shivpoojan SinghNo ratings yet
- Transformer IntenshipDocument26 pagesTransformer IntenshipVivek SinghNo ratings yet
- RF CableDocument28 pagesRF Cablerahul_2005No ratings yet
- Module 2Document21 pagesModule 2ABIGAIL OLAJUMOKE JOSEPHNo ratings yet
- Plastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggDocument18 pagesPlastics: by Dr. V Phanindra Bogu Dept. of Mech. EnggV Phanindra BoguNo ratings yet
- Conductive Adhesive Dispensing Process ConsiderationsDocument15 pagesConductive Adhesive Dispensing Process ConsiderationsTecnoserv Ingenieros S.A:No ratings yet
- Die Attach Dispensing MethodsDocument3 pagesDie Attach Dispensing Methodsquinn akaneNo ratings yet
- Transformer Training Inputs JMD 26 8 2015Document14 pagesTransformer Training Inputs JMD 26 8 2015dombipinNo ratings yet
- Pe-Rt/Al/Pe-Rt Multilayer Pipe: Technische InformationDocument4 pagesPe-Rt/Al/Pe-Rt Multilayer Pipe: Technische InformationLloyd Ki'sNo ratings yet
- Forming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222Document41 pagesForming & Shaping Processes For Plastics: Manufacturing Processes Manufacturing Processes ME ME - 222 222shahnawaz875No ratings yet
- 422ME-3 Production Engineering-3 Lab - Manual: Processing of Polymer Materials and Application of 3D PrintingDocument10 pages422ME-3 Production Engineering-3 Lab - Manual: Processing of Polymer Materials and Application of 3D PrintingSyed KhaleelullahNo ratings yet
- Wave SolderingDocument13 pagesWave Solderingle truongNo ratings yet
- What Is Shackle InsulatorDocument6 pagesWhat Is Shackle Insulatorkiprotich allanNo ratings yet
- Ecbt 04Document55 pagesEcbt 04q_rafNo ratings yet
- Strainguage ApplicationsDocument13 pagesStrainguage ApplicationsJeyakumar VenugopalNo ratings yet
- W7 304E Plating Lines MontageDocument9 pagesW7 304E Plating Lines MontageAnonymous wtK1AZBi100% (1)
- Textile Composites III-composite MFGDocument10 pagesTextile Composites III-composite MFGYared FikreNo ratings yet
- Matrix MaterialDocument51 pagesMatrix MaterialA-13-M Ibrahim OMARNo ratings yet
- Lecture 5Document14 pagesLecture 5havishalhumNo ratings yet
- Cable JointsDocument2 pagesCable Jointsneha061089No ratings yet
- AIMCAL 3M-McclureDocument13 pagesAIMCAL 3M-McclureLAB9 MEXICONo ratings yet
- Impulse Forming by Vaporizing Foil ActuatorDocument35 pagesImpulse Forming by Vaporizing Foil ActuatorAnjithNo ratings yet
- Earthing FusesDocument44 pagesEarthing Fusesanju sureshNo ratings yet
- Heat Shrink Sleeve FinalDocument11 pagesHeat Shrink Sleeve FinalpepeNo ratings yet
- Tbo Quality CrimpingDocument27 pagesTbo Quality Crimpingyavuz772No ratings yet
- Summer Training Presentation Crompton GreavesDocument43 pagesSummer Training Presentation Crompton GreavesKanhaiya Kumar60% (5)
- Textile Reinforced HoseDocument8 pagesTextile Reinforced HoseSENTHIL KUMARNo ratings yet
- Installation of Optical Fiber Cable by Blowing-FinalDocument7 pagesInstallation of Optical Fiber Cable by Blowing-Finalpavan kumarNo ratings yet
- Solid Dosage Form Part 1Document48 pagesSolid Dosage Form Part 1Claire Marie AlvaranNo ratings yet
- 1 PBDocument16 pages1 PBRaffi GigiNo ratings yet
- Hand-Pallet Truck - NewDocument2 pagesHand-Pallet Truck - NewAkhilNo ratings yet
- Bad Effects of Festivals On The EnvironmentDocument10 pagesBad Effects of Festivals On The EnvironmentSahil Bohra85% (52)
- Clobazam For The Treatment ofDocument3 pagesClobazam For The Treatment ofpronto4meNo ratings yet
- Piaget and Preoperational StageDocument2 pagesPiaget and Preoperational Stageapi-285179229No ratings yet
- User's Manual Eco Friendly Park BenchDocument35 pagesUser's Manual Eco Friendly Park BenchAmirulHanif AlyahyaNo ratings yet
- SiUS121602E Service ManualDocument222 pagesSiUS121602E Service ManualpqcrackerNo ratings yet
- Pengaruh Skarifikasi Dan Hormon Giberelin (Ga) Terhadap Daya Kecambah Dan Pertumbuhan Bibit Palem Putri (Veitchia Merillii)Document8 pagesPengaruh Skarifikasi Dan Hormon Giberelin (Ga) Terhadap Daya Kecambah Dan Pertumbuhan Bibit Palem Putri (Veitchia Merillii)Adi IndraNo ratings yet
- NANOGUARD - Products and ApplicationsDocument2 pagesNANOGUARD - Products and ApplicationsSunrise VenturesNo ratings yet
- 5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3Document3 pages5754 Almg3 5754 Almg3 Almg3 Almg3 5754 Almg3 Almg3 Almg3 Almg3InfoNo ratings yet
- Test Unit 2 Urbanisation L P 12Document9 pagesTest Unit 2 Urbanisation L P 12Xuân NguyenNo ratings yet
- Electrical Rooms Fire FightingDocument2 pagesElectrical Rooms Fire Fightingashraf saidNo ratings yet
- The 3 Basic Listening Models and How To Effectively Use ThemDocument6 pagesThe 3 Basic Listening Models and How To Effectively Use ThemTzuyu TchaikovskyNo ratings yet
- Mercury II 5000 Series Encoders: High Performance Encoders With Digital OutputDocument21 pagesMercury II 5000 Series Encoders: High Performance Encoders With Digital OutputRatnesh BafnaNo ratings yet
- FISPQ - Innova - Force - ADY - EN - 7143812336Document6 pagesFISPQ - Innova - Force - ADY - EN - 7143812336Talia EllaNo ratings yet
- FT8 - Air System - Maintenance - P&W FT8 - Solar Turbines Technical BLOGDocument3 pagesFT8 - Air System - Maintenance - P&W FT8 - Solar Turbines Technical BLOGLibyanManNo ratings yet
- NOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019Document50 pagesNOTIFIER ERCES-Bi-Directional Amplifier Systems (BDA) Webinar 6-4-2019culeros1No ratings yet
- Seed PrimingDocument4 pagesSeed PrimingbigbangNo ratings yet
- Solved Rail Chapter 1Document7 pagesSolved Rail Chapter 1spectrum_48No ratings yet
- A Novel Procedure For Transient CFD Modeling of Basin Solar Stills, Coupling of Species and Energy EquationsDocument16 pagesA Novel Procedure For Transient CFD Modeling of Basin Solar Stills, Coupling of Species and Energy EquationsAverroesNo ratings yet
- q5 Nursery SchoolDocument4 pagesq5 Nursery SchoolPK CheahNo ratings yet
- Practice Questions Human Nutrition Part 1Document4 pagesPractice Questions Human Nutrition Part 1PeiYi TanNo ratings yet
- Scots-Supply Chain ManagementDocument3 pagesScots-Supply Chain Managementgamer godNo ratings yet
- Handover Paper Final 22 3 16 BJNDocument13 pagesHandover Paper Final 22 3 16 BJNsisaraaah12No ratings yet