You might also like
- How To Mothball and Decommission Industrial PlantsDocument4 pagesHow To Mothball and Decommission Industrial Plantswholenumber100% (2)
- Mothballing Guidelines For Plant Equipme PDFDocument11 pagesMothballing Guidelines For Plant Equipme PDFamarnath jagirdar100% (1)
- Pipeline Abandonment AssumptionsDocument2 pagesPipeline Abandonment Assumptionsyiyita01No ratings yet
- Pyrophoric Vessel HandlingDocument4 pagesPyrophoric Vessel HandlinggshdavidNo ratings yet
- Heleium Leak TestDocument20 pagesHeleium Leak TestAkbar Doha100% (1)
- Pipeline Drying ProceduresDocument6 pagesPipeline Drying Proceduresronald rodrigoNo ratings yet
- Sigmacover™ 620: Product Data SheetDocument5 pagesSigmacover™ 620: Product Data SheetMahmoud TahaNo ratings yet
- Assembly Instructions For Taper JointsDocument12 pagesAssembly Instructions For Taper JointsmohdNo ratings yet
- Fiberglass Coating SpecDocument3 pagesFiberglass Coating Specponnivalavans_994423100% (1)
- Drying of Pipelines Prior To Commissioning - CEPS A.SDocument6 pagesDrying of Pipelines Prior To Commissioning - CEPS A.Sim4uim4uim4uim4uNo ratings yet
- CORTEC VpCI-386 MSDSDocument6 pagesCORTEC VpCI-386 MSDSbultar enreNo ratings yet
- Lean Duplex Stainless Steel Within The Oil and Gas Industry-AcomDocument23 pagesLean Duplex Stainless Steel Within The Oil and Gas Industry-AcomKailas GophaneNo ratings yet
- Pressurized Air Shock BlowingDocument3 pagesPressurized Air Shock BlowingEmir PayNo ratings yet
- Installation instructions for tapered pipe jointsDocument13 pagesInstallation instructions for tapered pipe jointsmg4myNo ratings yet
- Preservation of Coated Pipes For Long Term Storage in Tropical Environment PDFDocument8 pagesPreservation of Coated Pipes For Long Term Storage in Tropical Environment PDFNguyen Anh TungNo ratings yet
- HPCL Material Preservation GuidelinesDocument7 pagesHPCL Material Preservation GuidelinespaimpillyNo ratings yet
- How Corrosion Happens in Oil and Gas IndustryDocument6 pagesHow Corrosion Happens in Oil and Gas Industrysurekha surekhaNo ratings yet
- Safety in Sulfuric Acid Storage Tanks - Chemical Engineering - 1Document2 pagesSafety in Sulfuric Acid Storage Tanks - Chemical Engineering - 1Vahid Sarfaraz0% (1)
- Piping and Vessels Preparation For Commissioning - Part 2Document12 pagesPiping and Vessels Preparation For Commissioning - Part 2MohamedNo ratings yet
- Overview of Odorization SystemsDocument5 pagesOverview of Odorization Systems14071988No ratings yet
- ID-PRC 19 - PE Coating RepairDocument7 pagesID-PRC 19 - PE Coating Repaircloud23No ratings yet
- Repair Procedure Asphalt Enamel CoatingDocument3 pagesRepair Procedure Asphalt Enamel CoatingEshario Reno67% (3)
- Breather Valves2Document12 pagesBreather Valves2prashant_dc_in100% (1)
- Advanced Tank Cleaning Technology Using The Blabo® System (Crude Oil Washing)Document2 pagesAdvanced Tank Cleaning Technology Using The Blabo® System (Crude Oil Washing)aquialguien100% (1)
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerNo ratings yet
- On-Stream Leak Repair Techniques - Part 2Document2 pagesOn-Stream Leak Repair Techniques - Part 2qaisarabbas9002100% (1)
- Zyme Flow Brochure11408Document2 pagesZyme Flow Brochure11408himeshdarshan0% (1)
- ETL Pressure Relief Valves Datasheet PDFDocument6 pagesETL Pressure Relief Valves Datasheet PDFNanasaheb PatilNo ratings yet
- Safety in High Pressure Oxygen Systems PDFDocument8 pagesSafety in High Pressure Oxygen Systems PDFAnonymous 1XHScfCINo ratings yet
- Piping and Equipment IsolationDocument8 pagesPiping and Equipment IsolationBilal Mustafa Siddiqui100% (1)
- A - Pipe CoatingDocument25 pagesA - Pipe Coatingpaivensolidsnake100% (1)
- Pipeline DryingDocument2 pagesPipeline DryingAdan Farias de PinaNo ratings yet
- Coating Selection Recommendations in <40 CharactersDocument16 pagesCoating Selection Recommendations in <40 Charactersstdshop100% (2)
- Painting Over Hot Dip Galvanized SteelDocument6 pagesPainting Over Hot Dip Galvanized SteelRico Tong100% (1)
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionspediNo ratings yet
- Actuator Valve LPG: Purpose of Actuator Valve With Excess Flow Check ValveDocument3 pagesActuator Valve LPG: Purpose of Actuator Valve With Excess Flow Check ValvePawan SaraswatNo ratings yet
- DAB 22 Fuel Hydrant PitDocument2 pagesDAB 22 Fuel Hydrant Pitzelda1022No ratings yet
- Nitrogen PurgingDocument5 pagesNitrogen Purgingalex100% (1)
- Project Standards and Specifications Cathodic Protection Rev01webDocument10 pagesProject Standards and Specifications Cathodic Protection Rev01webhiyeonNo ratings yet
- Elastopipe A Flexible Piping SystemDocument2 pagesElastopipe A Flexible Piping SystemRuano StumpfNo ratings yet
- ASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncDocument25 pagesASME B16.47 Ser. A, Ser. B Industry Standard and AWWA Flanges Robert-James Sales, IncChairul AnwarNo ratings yet
- 10 Year Periodic Testing of LPG Spherical TankDocument1 page10 Year Periodic Testing of LPG Spherical TankBNH Gas TanksNo ratings yet
- Nitrogen Blanketing For Storage and TransportationDocument5 pagesNitrogen Blanketing For Storage and TransportationHoang-Vu BuiNo ratings yet
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhNo ratings yet
- Bladder Tank O&m, Testing Procedure-UnlockedDocument83 pagesBladder Tank O&m, Testing Procedure-UnlockedRichard RajkumarNo ratings yet
- Operation & Maintenance Storage TankDocument8 pagesOperation & Maintenance Storage Tanksan.lorenzNo ratings yet
- Repair or Alteration of Pressure VesselsDocument4 pagesRepair or Alteration of Pressure VesselsMSNo ratings yet
- OES Crude Tank Cleaning ProceduresDocument3 pagesOES Crude Tank Cleaning ProceduresBach DoanNo ratings yet
- Piping Systems for Dry Chlorine PamphletDocument81 pagesPiping Systems for Dry Chlorine PamphletIgnacio Hiram M RoqueNo ratings yet
- Typical Spacing Equip CCPSDocument11 pagesTypical Spacing Equip CCPSPeddy NesaNo ratings yet
- Shackle InspectionDocument3 pagesShackle InspectionArfanAliNo ratings yet
- PDO Approved Inspection BodiesDocument15 pagesPDO Approved Inspection BodiesMohammed Rizwan AhmedNo ratings yet
- Pipelines Repair and Maintenance PDFDocument36 pagesPipelines Repair and Maintenance PDFMohd Idris MohiuddinNo ratings yet
- Pressure-Sensing Line Problems and SolutionsDocument10 pagesPressure-Sensing Line Problems and SolutionsAhmad Adel El TantawyNo ratings yet
- Case Study - Crude Oil Desalter VesselDocument2 pagesCase Study - Crude Oil Desalter VesselAshfaq AnwerNo ratings yet
- Preservation Procedure For Material Under Stand StillDocument7 pagesPreservation Procedure For Material Under Stand StillsvvsnrajuNo ratings yet
- Protective EngDocument8 pagesProtective Engkarim hassanNo ratings yet
- Internal Cleaning and Coating of In-Place Pipelines: by C KleinDocument4 pagesInternal Cleaning and Coating of In-Place Pipelines: by C KleinscrbdgharaviNo ratings yet
- OsidationDocument49 pagesOsidationSadhasivam VeluNo ratings yet
- Electrical and Magnetic MaterialDocument14 pagesElectrical and Magnetic MaterialVishwajeet DhanwadeNo ratings yet
- ANGULAR DISTORTION IN BUTT ARC WELDING-Yukler-2018Document8 pagesANGULAR DISTORTION IN BUTT ARC WELDING-Yukler-2018DonatasNo ratings yet
- 1 s2.0 S2238785421003227 MainDocument18 pages1 s2.0 S2238785421003227 MainManikandan ChinnachamyNo ratings yet
- Sheet Metal 2-01-09Document14 pagesSheet Metal 2-01-09shimi yayNo ratings yet
- Engineering Materials and Metallurgy Interview Questions and Answers - SanfoundryDocument4 pagesEngineering Materials and Metallurgy Interview Questions and Answers - SanfoundrySample UseNo ratings yet
- Electrical and Electronic Waste A Global Problem PDFDocument12 pagesElectrical and Electronic Waste A Global Problem PDFDaniela AlcazarNo ratings yet
- Resistivity LectureDocument39 pagesResistivity LectureAFRIADMA AULIA PERDANANo ratings yet
- Aluminum Alloys - Mechanical PropertiesDocument10 pagesAluminum Alloys - Mechanical PropertiesMohamed NasrNo ratings yet
- Technical Specifications for MS PipelineDocument107 pagesTechnical Specifications for MS PipelinePC Snehal Construction Pvt. Ltd. JhalawarNo ratings yet
- Percdc (Coaching-Geas) - 1Document19 pagesPercdc (Coaching-Geas) - 1rcmorozcoNo ratings yet
- Holiday Homework Grades 6 To 12 21 - 22Document20 pagesHoliday Homework Grades 6 To 12 21 - 22Lizna Mohamed AliNo ratings yet
- The Ultimate IGCSE Guide To Chemistry by CGPwnedDocument72 pagesThe Ultimate IGCSE Guide To Chemistry by CGPwnedAbdul RaheemNo ratings yet
- Simple Phenomena of Magnetism (Multiple Choice) QPDocument21 pagesSimple Phenomena of Magnetism (Multiple Choice) QPnssNo ratings yet
- QUOTATION Handling Stretcher & DecoaterDocument10 pagesQUOTATION Handling Stretcher & DecoaterRaj Kumar GiriNo ratings yet
- Berat Jenis LogamDocument6 pagesBerat Jenis LogamBumi NayakaNo ratings yet
- Thermal Spray Powders - March 2019 - 2438HOGDocument36 pagesThermal Spray Powders - March 2019 - 2438HOGRavi ViswanadhaNo ratings yet
- CASE STUDY Corrosion of Pump BodyDocument5 pagesCASE STUDY Corrosion of Pump BodyJeevana Sugandha WijerathnaNo ratings yet
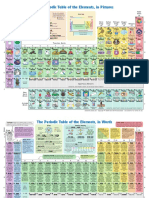
- The Periodic Table of The Elements, in Pictures PDFDocument2 pagesThe Periodic Table of The Elements, in Pictures PDFSapna Subramani100% (1)
- Carburizer Effect On Cast Iron SolidificationDocument9 pagesCarburizer Effect On Cast Iron SolidificationtabibkarimNo ratings yet
- MCQ Chemistry Lesson 1Document78 pagesMCQ Chemistry Lesson 1INDHRA VARMANo ratings yet
- Patterns of Reactivity SOW PDFDocument115 pagesPatterns of Reactivity SOW PDFIslam Osman100% (3)
- Chemistry and Physics Study Guide for Class 9Document52 pagesChemistry and Physics Study Guide for Class 9microdotcdm100% (4)
- P-Number F-Number and A-Number in Welding PDFDocument3 pagesP-Number F-Number and A-Number in Welding PDFAkansha SharmaNo ratings yet
- WEICON CatalogueDocument284 pagesWEICON CataloguefranekzapaNo ratings yet
- Machine Elements - Lubrication and BearingsDocument13 pagesMachine Elements - Lubrication and BearingsShridhar ChinuuNo ratings yet
- The Ancient Art of Spiritual AlchemyDocument14 pagesThe Ancient Art of Spiritual AlchemyMariaGrazia PirruccioNo ratings yet
- Hardness DeterminationDocument5 pagesHardness DeterminationJoraq YanisNo ratings yet
- GP 06-60 - Painting of Metal SurfacesDocument23 pagesGP 06-60 - Painting of Metal SurfacesTeymur RegenmaisterNo ratings yet