You might also like
- Material Inspection ChecklistDocument1 pageMaterial Inspection Checklistrahulsiva100% (6)
- Material Inspection ChecklistDocument1 pageMaterial Inspection Checklistrahulsiva100% (6)
- OM B - Basic PDFDocument114 pagesOM B - Basic PDFTodor ToshkovNo ratings yet
- Manual Micro DNC 2dDocument31 pagesManual Micro DNC 2dDiego GarciaNo ratings yet
- Air Leak TestingDocument5 pagesAir Leak Testingkusdiyanta100% (2)
- 001 MEP - Method Floor&Wall PenetrationDocument7 pages001 MEP - Method Floor&Wall PenetrationHa Bao An100% (1)
- HYDROTESTDocument144 pagesHYDROTESTJean GheorgheNo ratings yet
- Polyken Utility Tape 900 910 908 911 920Document2 pagesPolyken Utility Tape 900 910 908 911 920Tracy EvansNo ratings yet
- Hottaping FURMANITEDocument85 pagesHottaping FURMANITEAriz Joelee ArthaNo ratings yet
- 34 - hs-78004 - Bringing Plant and Apparatus Under The Safety RulesDocument7 pages34 - hs-78004 - Bringing Plant and Apparatus Under The Safety Rulesrony_lesbt100% (1)
- Factors Contributing To Foarming Crude OilDocument11 pagesFactors Contributing To Foarming Crude OilSang Duong Van100% (1)
- Method Tie WorksDocument15 pagesMethod Tie WorksHandika Arie PratamaNo ratings yet
- Lesson Learnt From SNC On Stress AnalysisDocument3 pagesLesson Learnt From SNC On Stress AnalysiszahoorNo ratings yet
- Tie-In Process PipeDocument1 pageTie-In Process PipeMaisam AbbasNo ratings yet
- Nitrogen Generator Functional TestDocument10 pagesNitrogen Generator Functional TestBudi UtomoNo ratings yet
- Dual Fuel Installation, Commissioning & Operation Manual REV IIIDocument43 pagesDual Fuel Installation, Commissioning & Operation Manual REV IIIJuan Manuel Llorente VaraNo ratings yet
- Installation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008Document14 pagesInstallation of Columns: Installation Recommendations For Precast Reinforced Concrete Production Edition 1 September 2008j_herndz100% (1)
- Tie in MosDocument2 pagesTie in MosAAISATNo ratings yet
- Loading of ReactorsDocument3 pagesLoading of ReactorsVishal BailurNo ratings yet
- 01-01-1865-D ELDS Technical Manual Iss13Document221 pages01-01-1865-D ELDS Technical Manual Iss13Alberyt099No ratings yet
- ITP InstrumentationDocument9 pagesITP InstrumentationzhangyiliNo ratings yet
- API 598, EN 12266-1 Leakage RatesDocument2 pagesAPI 598, EN 12266-1 Leakage RatesjshadwanNo ratings yet
- BOILER CLEANING PROCEDUREDocument2 pagesBOILER CLEANING PROCEDUREmrizalygani99100% (1)
- Catalyst Loading Work InstructionDocument4 pagesCatalyst Loading Work Instructionvishal bailurNo ratings yet
- Pipe Strain Check ProcedureDocument1 pagePipe Strain Check Procedurekamal arabNo ratings yet
- Absorber PDFDocument24 pagesAbsorber PDFpavijayaNo ratings yet
- Inspection Categorization PlanDocument6 pagesInspection Categorization Plankaruna346No ratings yet
- Static and Rotating Equipment PDFDocument4 pagesStatic and Rotating Equipment PDFjpr220022No ratings yet
- Kidde FM-200 Fire Suppression System SpecificationDocument6 pagesKidde FM-200 Fire Suppression System SpecificationFi NDNo ratings yet
- Inspection of Static & Rotating Equipment InstallationDocument3 pagesInspection of Static & Rotating Equipment InstallationNaiyer KarimiNo ratings yet
- New SSIV InstallationDocument12 pagesNew SSIV InstallationDidiNo ratings yet
- Pipeline DryingDocument2 pagesPipeline DryingAdan Farias de PinaNo ratings yet
- Fire Protection Pipes Method Statement PDFDocument16 pagesFire Protection Pipes Method Statement PDFفاعل خيرNo ratings yet
- Hazard and Operability Studies (HAZOP) 2Document15 pagesHazard and Operability Studies (HAZOP) 2jeevanantham 5846No ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- Howto-Recommended Guidelines For Testing of Heat ExchangersDocument1 pageHowto-Recommended Guidelines For Testing of Heat ExchangersSam_1_No ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- Testing and Commissioning of Plumbing PumpsDocument53 pagesTesting and Commissioning of Plumbing PumpshadiNo ratings yet
- Cci PDFDocument4 pagesCci PDFKamlesh DalavadiNo ratings yet
- ILI Pipeline CostDocument3 pagesILI Pipeline CostyogacruiseNo ratings yet
- Product Sheet ASME Porocedure PDFDocument2 pagesProduct Sheet ASME Porocedure PDFHoang Diep PhanNo ratings yet
- D Pi 175Document2 pagesD Pi 175reza329329No ratings yet
- Pressure-Sensing Line Problems and SolutionsDocument10 pagesPressure-Sensing Line Problems and SolutionsAhmad Adel El TantawyNo ratings yet
- Nec IecDocument18 pagesNec IecsignaltracerNo ratings yet
- Development of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsDocument6 pagesDevelopment of SA-738 Gr. B High Strength Steel Plate With Excellent Toughness For Power Generating PlantsKK SinghNo ratings yet
- Install, operate and maintain microfinish ball valvesDocument14 pagesInstall, operate and maintain microfinish ball valvesrajputashiNo ratings yet
- Saleh Muhammad Durrani CVDocument4 pagesSaleh Muhammad Durrani CVJamshaid SultanNo ratings yet
- Inspection Test Record (Itr) - A Jacket Pre-Loadout ST08-A Inspection / TestDocument1 pageInspection Test Record (Itr) - A Jacket Pre-Loadout ST08-A Inspection / TestMomo ItachiNo ratings yet
- Anchor FlangeDocument1 pageAnchor FlangeHector MejiaNo ratings yet
- ATEX Ex-EDocument10 pagesATEX Ex-EBrajan's B.No ratings yet
- Technical & economical comparison of multi-phase meters vs test separatorsDocument10 pagesTechnical & economical comparison of multi-phase meters vs test separatorsPovenesan KrishnanNo ratings yet
- KLM - PROJECT - STANDARD - AND - SPECIFICATIONS - Plant - Operating - Manuals - Rev01 PDFDocument10 pagesKLM - PROJECT - STANDARD - AND - SPECIFICATIONS - Plant - Operating - Manuals - Rev01 PDFLenaldy Nuari GarnokoNo ratings yet
- Comparison of Conventional, Jacking, and Lift n Weld Tank Erection MethodsDocument1 pageComparison of Conventional, Jacking, and Lift n Weld Tank Erection Methodskamlesh0106100% (1)
- L1 34258 en T Union S 2 - UV 418 TT en MDPK 5aDocument2 pagesL1 34258 en T Union S 2 - UV 418 TT en MDPK 5aKrishna VachaNo ratings yet
- Nawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFDocument29 pagesNawppl-Bims-Nppl-320-Pl-Pro-00002 - 000 - Pre-Test of Test Headers Procedure PDFAhmed AbidNo ratings yet
- Pipe SupportDocument6 pagesPipe SupportEshant Rane RaneNo ratings yet
- JMS For INSTRUMENT TUBING AND IMPULSE LINE Pressure Leak TestDocument3 pagesJMS For INSTRUMENT TUBING AND IMPULSE LINE Pressure Leak Testzack zeeartNo ratings yet
- Rehabilitation of Yanbu South Terminal Projects BI # 10-00567Document12 pagesRehabilitation of Yanbu South Terminal Projects BI # 10-00567qazi12No ratings yet
- TRU Waste Processing Center PBVS Design DescriptionDocument37 pagesTRU Waste Processing Center PBVS Design DescriptionShaimaa SaadNo ratings yet
- The Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Document4 pagesThe Pressure Testing of DI CI and PVC Pipe - Upload - 27!10!16Rushan Lakdimuthu100% (1)
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- Pressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaDocument47 pagesPressure Test System To Demonstrate Integrity: by Anil Kumar SaxenaThe Engineers EDGE, Coimbatore100% (3)
- Leak Test ProcedureDocument5 pagesLeak Test ProcedureAhmed AlaaNo ratings yet
- Hydrotest Procedure For Piping SystemsDocument6 pagesHydrotest Procedure For Piping Systemscatherine100% (1)
- Pressure Test ProcedureDocument11 pagesPressure Test ProcedureRolando Nicanor0% (1)
- Mobile audit checklist for pre-startup safety reviewDocument8 pagesMobile audit checklist for pre-startup safety revieweeeeNo ratings yet
- Document Numbering Procedure 20-10-14Document7 pagesDocument Numbering Procedure 20-10-14MohamedNo ratings yet
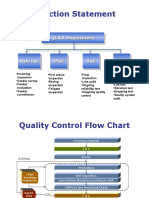
- Function Statement: QC&A DepartmentDocument3 pagesFunction Statement: QC&A DepartmentMohamed100% (1)
- Georgia DCA 2019 Construction Services Submission InstructionsDocument14 pagesGeorgia DCA 2019 Construction Services Submission InstructionsMohamedNo ratings yet
- Audit Non Conformance Report: Nonconformity ObservedDocument2 pagesAudit Non Conformance Report: Nonconformity ObservedMohamedNo ratings yet
- Non-Conformance ReportDocument1 pageNon-Conformance ReportTrần ChâuNo ratings yet
- 2018 DCA Construction Document Log - Instructions: GA DCA Office of Housing Finance and DevelopmentDocument8 pages2018 DCA Construction Document Log - Instructions: GA DCA Office of Housing Finance and DevelopmentMohamedNo ratings yet
- 100 - QC Inspection & Test Plans (Construction Phase)Document4 pages100 - QC Inspection & Test Plans (Construction Phase)MohamedNo ratings yet
- Shops & Studio Safety Inspection Checklist: University of California, San Diego Environment, Health & SafetyDocument6 pagesShops & Studio Safety Inspection Checklist: University of California, San Diego Environment, Health & SafetyMohamedNo ratings yet
- Audit Non Conformance Report: Nonconformity ObservedDocument2 pagesAudit Non Conformance Report: Nonconformity ObservedMohamedNo ratings yet
- Appendix Non Conformance Report SampleDocument1 pageAppendix Non Conformance Report SampleMohamedNo ratings yet
- Acceptance & Rejection ProcedureDocument4 pagesAcceptance & Rejection ProcedureMohamedNo ratings yet
- NCR, Corrections & Corrective Action Log: Doc. AKI-EHS-P03-F02 Rev. 0 Date: 15.12.2013Document2 pagesNCR, Corrections & Corrective Action Log: Doc. AKI-EHS-P03-F02 Rev. 0 Date: 15.12.2013MohamedNo ratings yet
- Control of Non-Conforming Product 932-QA13-001 AL: Level 2 - Standard Operating ProcedureDocument9 pagesControl of Non-Conforming Product 932-QA13-001 AL: Level 2 - Standard Operating ProcedureMohamedNo ratings yet
- Sample Lab Inspection ChecklistDocument4 pagesSample Lab Inspection ChecklistMohamedNo ratings yet
- Project Budget RequestDocument3 pagesProject Budget RequestMohamedNo ratings yet
- DFARS Appendix F Guide Receiving ReportsDocument2 pagesDFARS Appendix F Guide Receiving ReportsEr Dhananjay PawaseNo ratings yet
- Audit Non Conformance Report: Nonconformity ObservedDocument2 pagesAudit Non Conformance Report: Nonconformity ObservedMohamedNo ratings yet
- NCR, Corrections & Corrective Action Log: Doc. AKI-EHS-P03-F02 Rev. 0 Date: 15.12.2013Document2 pagesNCR, Corrections & Corrective Action Log: Doc. AKI-EHS-P03-F02 Rev. 0 Date: 15.12.2013MohamedNo ratings yet
- Non Conformance Report FormDocument3 pagesNon Conformance Report FormTrần ChâuNo ratings yet
- Sample Lab Inspection ChecklistDocument4 pagesSample Lab Inspection ChecklistMohamedNo ratings yet
- Project budget overviewDocument1 pageProject budget overviewMohamedNo ratings yet
- Source of Project Budget: Subtotals Total (Scheduled)Document4 pagesSource of Project Budget: Subtotals Total (Scheduled)MohamedNo ratings yet
- Control of Non-Conforming Product 932-QA13-001 AL: Level 2 - Standard Operating ProcedureDocument9 pagesControl of Non-Conforming Product 932-QA13-001 AL: Level 2 - Standard Operating ProcedureMohamedNo ratings yet
- Financial Projections Template 14Document31 pagesFinancial Projections Template 14MohamedNo ratings yet
- Financial Projections Model v6.8.4Document28 pagesFinancial Projections Model v6.8.4Zaini AhNo ratings yet
- Financial Projection SampleDocument13 pagesFinancial Projection SamplePham TrangNo ratings yet
- Case Wheel Loaders 667ta Engine Service ManualDocument10 pagesCase Wheel Loaders 667ta Engine Service Manuallinda100% (34)
- TU20Document6 pagesTU20Manikumar KNo ratings yet
- 5 Basic Model of PorterDocument6 pages5 Basic Model of PorterJahanvi PandyaNo ratings yet
- Pantangco DigestDocument2 pagesPantangco DigestChristine ZaldivarNo ratings yet
- Assignment 1 Front Sheet: Qualification BTEC Level 4 HND Diploma in BusinessDocument14 pagesAssignment 1 Front Sheet: Qualification BTEC Level 4 HND Diploma in BusinessQuan PhanNo ratings yet
- Azbil - SS2 DEO412 0010 02Document12 pagesAzbil - SS2 DEO412 0010 02Magoroku D. YudhoNo ratings yet
- Fin4010 Assignment 3Document3 pagesFin4010 Assignment 3Grace AtteNo ratings yet
- Janachaitanya SouthDocument1 pageJanachaitanya SouthbharatchhayaNo ratings yet
- Report of Six Months Industrial TrainingDocument38 pagesReport of Six Months Industrial TrainingJibran BashirNo ratings yet
- NTPC Limited: (A Government of India Enterprise)Document7 pagesNTPC Limited: (A Government of India Enterprise)Yogesh PandeyNo ratings yet
- Chetan Tour and Travel: Pickup Spot: Destination SpotDocument2 pagesChetan Tour and Travel: Pickup Spot: Destination SpotRahulNo ratings yet
- DAA UNIT-3 (Updated)Document33 pagesDAA UNIT-3 (Updated)pilli maheshchandraNo ratings yet
- Menomonee Falls Express News 091413Document32 pagesMenomonee Falls Express News 091413Hometown Publications - Express NewsNo ratings yet
- Digest Office of The Ombudsman V Samaniego 2008Document3 pagesDigest Office of The Ombudsman V Samaniego 2008Lea Gabrielle FariolaNo ratings yet
- Affidavit Defends Wife's InnocenceDocument6 pagesAffidavit Defends Wife's InnocenceGreggy LawNo ratings yet
- Water Supply Improvement SchemeDocument110 pagesWater Supply Improvement SchemeLeilani JohnsonNo ratings yet
- ISLAND SAILING CLUB COWES 2012 ROUND THE ISLAND RACE RESULTSDocument64 pagesISLAND SAILING CLUB COWES 2012 ROUND THE ISLAND RACE RESULTSmatthias_25No ratings yet
- Epc50-50e Om 2-20Document46 pagesEpc50-50e Om 2-20Sidhi SadanNo ratings yet
- JBNBNBNBNBNBDocument4 pagesJBNBNBNBNBNBmaheshNo ratings yet
- Oop Lab 1 MHDDocument13 pagesOop Lab 1 MHDMaahd JunaidNo ratings yet
- The 4 PsDocument7 pagesThe 4 PsJuan Camilo Giorgi MartinezNo ratings yet
- Davall Stock Gears Worm Wheel Gear Sets 17pages PDFDocument17 pagesDavall Stock Gears Worm Wheel Gear Sets 17pages PDFharish ahireNo ratings yet
- Indian Standard: Specification For Reels and Drums For Bare ConductorsDocument13 pagesIndian Standard: Specification For Reels and Drums For Bare ConductorsUppala Krishna ChaitanyaNo ratings yet
- Auditing Theory - Audit ReportDocument26 pagesAuditing Theory - Audit ReportCarina Espallardo-RelucioNo ratings yet
- Segilola Gold ProjectDocument11 pagesSegilola Gold ProjectaishaNo ratings yet
- Gartner Reprint 2022Document33 pagesGartner Reprint 2022Sajan Rajagopal100% (1)
- Rolling ResistanceDocument12 pagesRolling Resistancemu_rajesh3415No ratings yet
- Adb Doc Easa Reliance 8 Centerline Stopbar Declaracao de Conformidade EasaDocument2 pagesAdb Doc Easa Reliance 8 Centerline Stopbar Declaracao de Conformidade Easagiant360No ratings yet