You might also like
- Alternative Binders To Bentonite For Iron Ore Pelletizing - Part I Effects On Physical and Mechanical PropertiesDocument10 pagesAlternative Binders To Bentonite For Iron Ore Pelletizing - Part I Effects On Physical and Mechanical Propertiesvitaliy khmelNo ratings yet
- The Periodic Table and Chemical BondingDocument91 pagesThe Periodic Table and Chemical BondingchessgeneralNo ratings yet
- Chromium PlatingDocument66 pagesChromium Platingjkgggjk100% (2)
- CIS Iron and Steel ReviewDocument5 pagesCIS Iron and Steel ReviewMaheswar SethiNo ratings yet
- Effect of Melting Techniques On Ductile Iron Castings PropertiesDocument4 pagesEffect of Melting Techniques On Ductile Iron Castings PropertiesHimanshu RanjanNo ratings yet
- BSSL Blow-In Plan r1 PDFDocument37 pagesBSSL Blow-In Plan r1 PDFROWHEIT100% (1)
- BSSL Blow-In Plan r1 PDFDocument37 pagesBSSL Blow-In Plan r1 PDFROWHEIT100% (1)
- Comparison of Sinter and Pellet Usage in An Integrated Steel PlantDocument11 pagesComparison of Sinter and Pellet Usage in An Integrated Steel PlantRam Babu RamzzNo ratings yet
- Hydrogen Embrittlement: High Temperature Hydrogen AttackDocument4 pagesHydrogen Embrittlement: High Temperature Hydrogen AttackRaghvendra SinghNo ratings yet
- Durgapur Steel PlantDocument33 pagesDurgapur Steel Plantpremsukh100% (1)
- COAL CHARACTERIZATION AND BLENDING PERSPECTIVEDocument15 pagesCOAL CHARACTERIZATION AND BLENDING PERSPECTIVEbhujakhia_748657110No ratings yet
- Coal For Metallurgical Coke Production PDFDocument24 pagesCoal For Metallurgical Coke Production PDFS SITAPATI100% (1)
- Coal Blend Moisture-A Boon or Bane in Cokemaking?: Coke and Chemistry April 2013Document12 pagesCoal Blend Moisture-A Boon or Bane in Cokemaking?: Coke and Chemistry April 2013jayaNo ratings yet
- Coke Quality Predictions and Future RequirementsDocument24 pagesCoke Quality Predictions and Future RequirementsSamanway DasNo ratings yet
- Improving Coke StrengthDocument30 pagesImproving Coke Strengthasnandy100% (1)
- CSR Vs CRI Graph Coalformetallurgicalcokeproduction PDFDocument24 pagesCSR Vs CRI Graph Coalformetallurgicalcokeproduction PDFJANET GTNo ratings yet
- 2 5424836624502490024 PDFDocument7 pages2 5424836624502490024 PDFtauficsNo ratings yet
- Study of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For MeltingDocument6 pagesStudy of Carbon and Silicon Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For Meltingagbajelola idrisNo ratings yet
- Kotta 2019Document11 pagesKotta 2019Spica RegulusNo ratings yet
- Mill Scale in SinteringDocument6 pagesMill Scale in SinteringRam Babu RamzzNo ratings yet
- To Go Bits Kaya 2018Document6 pagesTo Go Bits Kaya 2018Arash AbbasiNo ratings yet
- My Final ThesisDocument98 pagesMy Final Thesissujit_sekharNo ratings yet
- Pollution Management With Techno-Economical Evaluation For Coke Based and Cokeless Furnaces Concerning Melting and Casting of Brass and Bell MetalDocument11 pagesPollution Management With Techno-Economical Evaluation For Coke Based and Cokeless Furnaces Concerning Melting and Casting of Brass and Bell MetalArvind JadliNo ratings yet
- Irom Ore PropertiesDocument19 pagesIrom Ore PropertiesMunishTrichyNo ratings yet
- Research Article: Characterisation of The Physical and Metallurgical Properties of Natural Iron Ore For Iron ProductionDocument10 pagesResearch Article: Characterisation of The Physical and Metallurgical Properties of Natural Iron Ore For Iron Productionsaul_sanbNo ratings yet
- Reduction of Mill Scale by Carbon PDFDocument5 pagesReduction of Mill Scale by Carbon PDFDeni Shidqi KhaerudiniNo ratings yet
- Assessment of Blast Furnace Behaviour Through Softening-Melting TestDocument10 pagesAssessment of Blast Furnace Behaviour Through Softening-Melting TestvidhyasagarNo ratings yet
- Study of C and Si Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For MeltingDocument7 pagesStudy of C and Si Loss Through Oxidation in Cast Iron Base Metal Using Rotary Furnace For Meltingagbajelola idrisNo ratings yet
- JMMCE 2014111809383149omoleDocument9 pagesJMMCE 2014111809383149omoleHassan ShirivandNo ratings yet
- Alkaline Carbonates in The Blast Furnace ProcessDocument4 pagesAlkaline Carbonates in The Blast Furnace ProcessSoloChicas VentasVallenarNo ratings yet
- Energies 13 05988 v2Document14 pagesEnergies 13 05988 v2Shashi Kant TiwariNo ratings yet
- Effect of Melting On C.I.Document4 pagesEffect of Melting On C.I.mkraijadaNo ratings yet
- Calculating the Value of Iron Ores in Ironmaking and SteelmakingDocument6 pagesCalculating the Value of Iron Ores in Ironmaking and SteelmakingCh V S RajuNo ratings yet
- Wear Characteristics of Heat Treated Hadfield Austenitic Manganese Steel For Engineering ApplicationDocument15 pagesWear Characteristics of Heat Treated Hadfield Austenitic Manganese Steel For Engineering Applicationshrikant mishraNo ratings yet
- Session-1-Introduction and Coke MakingDocument51 pagesSession-1-Introduction and Coke MakingHeroNo ratings yet
- Analysis and Prevention of Frequent Occurrences of Uniform Scaffold in the ID of Hood f LMFDocument9 pagesAnalysis and Prevention of Frequent Occurrences of Uniform Scaffold in the ID of Hood f LMFKanan SahooNo ratings yet
- Journal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerDocument7 pagesJournal of Alloys and Compounds: S. Osman Yilmaz, Tanju TekerElif ArancıNo ratings yet
- Coal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesDocument8 pagesCoal Combustion Analysis Tool in Coal Fired Power Plant For Slagging and Fouling GuidelinesAnis SuryadiNo ratings yet
- A Critical Overview of Liquid Metal Processing in The FoundryDocument2 pagesA Critical Overview of Liquid Metal Processing in The FoundryArjun KoduriNo ratings yet
- Ferrite Processing: Powder Preparation-Raw Materials SelectionDocument66 pagesFerrite Processing: Powder Preparation-Raw Materials Selection吳尚謙No ratings yet
- 54 620 PDFDocument8 pages54 620 PDFSatadal GhoraiNo ratings yet
- Influence of Thermal Stability of Quartz and The ParticleDocument7 pagesInfluence of Thermal Stability of Quartz and The ParticleValentina LópezNo ratings yet
- Beneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsDocument3 pagesBeneficiation of Ajabanoko Iron Ore Deposit, Kogi State, Nigeria Using Magnetic MethodsInfogain publicationNo ratings yet
- In Mould DuctileDocument6 pagesIn Mould Ductilejose.figueroa@foseco.comNo ratings yet
- Industrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsDocument15 pagesIndustrial Uses of Slag. The Use and Re-Use of Iron and Steelmaking SlagsYinetdJerezNo ratings yet
- Failure of Refractory Brick Lining Cement Kilns: Kufa Journal of Engineering May 2021Document22 pagesFailure of Refractory Brick Lining Cement Kilns: Kufa Journal of Engineering May 2021engr kazamNo ratings yet
- Chemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFDocument6 pagesChemical Compositions, Microstructure and Mechanical  Properties of Roll Core Used Ductile Iron in Centrifugal Casting Composite Rolls PDFShankey JAlanNo ratings yet
- Lump Ore Characteristics and Their Impact On Blast Furnace OperationDocument7 pagesLump Ore Characteristics and Their Impact On Blast Furnace Operationalvaroaac4No ratings yet
- Venkat Spongeironrotarykilnmodel IMPC2010Document12 pagesVenkat Spongeironrotarykilnmodel IMPC2010PRASSAN SHAHNo ratings yet
- J Powtec 2020 04 047Document63 pagesJ Powtec 2020 04 047BISWAJEET BEHERANo ratings yet
- Coal and Its Beneficiation Techniques: A Review: Brahmotri. Sahoo, Krushna Shree Sushree Sangita SahooDocument29 pagesCoal and Its Beneficiation Techniques: A Review: Brahmotri. Sahoo, Krushna Shree Sushree Sangita SahooBALAMURUGAN RNo ratings yet
- SINTERING TECHNOLOGYDocument41 pagesSINTERING TECHNOLOGYRasmiranjan SahooNo ratings yet
- Effect of Basicity On The Activation Energy During Reduction of Highly Fluxed Iron Ore PelletsDocument7 pagesEffect of Basicity On The Activation Energy During Reduction of Highly Fluxed Iron Ore Pelletstalhanafees16595No ratings yet
- A Review of The Production of Ferromanganese in Blast FurnaceDocument13 pagesA Review of The Production of Ferromanganese in Blast FurnaceSofhia ChairunnisyaNo ratings yet
- Optimizing Blast Furnace Slag Flow for Lower Cohesive ZoneDocument56 pagesOptimizing Blast Furnace Slag Flow for Lower Cohesive ZoneAnton SebanzNo ratings yet
- Applications Steel: Plexicoke in The VmezuelanDocument8 pagesApplications Steel: Plexicoke in The VmezuelanJose Marval RodriguezNo ratings yet
- ITmk3 TechnologyDocument8 pagesITmk3 Technologyferozcan100% (1)
- Effects of Reusing SAW Slag as Flux in Submerged Arc WeldingDocument5 pagesEffects of Reusing SAW Slag as Flux in Submerged Arc WeldingSuphi YükselNo ratings yet
- Study of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Document38 pagesStudy of Reduction Behaviour of Iron Ore Lumps A: BINAYAK MOHAPATRA (10504004) DHARANIDHAR PATRA (10504021)Anand BabuNo ratings yet
- Study On Reduction Kinetics of Iron Ore Sinter Using Coke DustDocument8 pagesStudy On Reduction Kinetics of Iron Ore Sinter Using Coke DustTJPRC PublicationsNo ratings yet
- Application of Anthracite Dust in The Processing of Steel DustsDocument3 pagesApplication of Anthracite Dust in The Processing of Steel DustsXingwen LiuNo ratings yet
- Using Pre-Reduced Iron Ore in Blast FurnacesDocument6 pagesUsing Pre-Reduced Iron Ore in Blast FurnacesFarhan AkhterNo ratings yet
- A Comparative Characterization of Iron Ore Pellet Agglomerates Prepared From Low Grade Goethite Raw Ultrafine and Beneficiated Goethite Ultrafine.Document11 pagesA Comparative Characterization of Iron Ore Pellet Agglomerates Prepared From Low Grade Goethite Raw Ultrafine and Beneficiated Goethite Ultrafine.vitaliy khmelNo ratings yet
- Ni Energy ConsumptionDocument10 pagesNi Energy ConsumptionjokanovNo ratings yet
- Employee Details Organization Details: Request NumberDocument2 pagesEmployee Details Organization Details: Request NumberROWHEITNo ratings yet
- Form 5Document1 pageForm 5ROWHEITNo ratings yet
- FormDocument1 pageFormROWHEITNo ratings yet
- TML Integrated Report Highlights Value Creation JourneyDocument169 pagesTML Integrated Report Highlights Value Creation JourneyROWHEITNo ratings yet
- Employee Details Organization Details: Request NumberDocument1 pageEmployee Details Organization Details: Request NumberROWHEITNo ratings yet
- Hearth Condition Asessment PDFDocument4 pagesHearth Condition Asessment PDFROWHEITNo ratings yet
- JSW Steel Annual Report RevisedDocument334 pagesJSW Steel Annual Report RevisedBinod Kumar Padhi100% (1)
- AMNSIL Creditors Meeting ReportDocument7 pagesAMNSIL Creditors Meeting ReportROWHEITNo ratings yet
- Quality Improvement of Sintered Ore in Relation To Blast Furnace OperationDocument6 pagesQuality Improvement of Sintered Ore in Relation To Blast Furnace OperationROWHEITNo ratings yet
- Terms and Conditions:: TH STDocument2 pagesTerms and Conditions:: TH STROWHEITNo ratings yet
- Siderar Operation PDFDocument11 pagesSiderar Operation PDFROWHEITNo ratings yet
- Trends in The Engineering of Blast Furnaces in Modern Fuel and Raw Materials ConditionsDocument9 pagesTrends in The Engineering of Blast Furnaces in Modern Fuel and Raw Materials ConditionsROWHEITNo ratings yet
- Large Blast Furnace Operation in China PDFDocument6 pagesLarge Blast Furnace Operation in China PDFROWHEITNo ratings yet
- I02 Iron&steel Gs AD GCTDocument6 pagesI02 Iron&steel Gs AD GCTChiemela AmaechiNo ratings yet
- Granshot Iron Granulation Technology: Raw Materials and IronmakingDocument4 pagesGranshot Iron Granulation Technology: Raw Materials and IronmakingROWHEITNo ratings yet
- Alklai Control DOFASCO PDFDocument15 pagesAlklai Control DOFASCO PDFROWHEITNo ratings yet
- Hearth Condition Asessment PDFDocument4 pagesHearth Condition Asessment PDFROWHEITNo ratings yet
- Refractory 1 PDFDocument6 pagesRefractory 1 PDFgafoor1968No ratings yet
- Low Carbon Operation of Super-Large Blast Furnaces in China: ReviewDocument11 pagesLow Carbon Operation of Super-Large Blast Furnaces in China: ReviewROWHEITNo ratings yet
- Simulation of Hot Metal Temperature Variation During Tapping of Blast Furnace, Hemant Upadhyay, (A003)Document6 pagesSimulation of Hot Metal Temperature Variation During Tapping of Blast Furnace, Hemant Upadhyay, (A003)ROWHEITNo ratings yet
- BSSL Burdening Rev1 - Copy Compatibility Mode PDFDocument21 pagesBSSL Burdening Rev1 - Copy Compatibility Mode PDFROWHEITNo ratings yet
- Directors' Report: To The MembersDocument12 pagesDirectors' Report: To The MembersROWHEITNo ratings yet
- CSR PredictionDocument10 pagesCSR PredictionROWHEITNo ratings yet
- Metodo de Estimacion de Na2O y K2O en MineralesDocument15 pagesMetodo de Estimacion de Na2O y K2O en MineralesSoloChicas VentasVallenarNo ratings yet
- Ignition Charecteristics of PCI With High O2 ConcDocument6 pagesIgnition Charecteristics of PCI With High O2 ConcROWHEITNo ratings yet
- Using Pre-Reduced Iron Ore in Blast FurnacesDocument6 pagesUsing Pre-Reduced Iron Ore in Blast FurnacesFarhan AkhterNo ratings yet
- BSSL Burdening Rev1 - Copy Compatibility Mode PDFDocument21 pagesBSSL Burdening Rev1 - Copy Compatibility Mode PDFROWHEITNo ratings yet
- Address: Brgy. Gredu, Panabo City Telephone No.: (084) 628-4830Document2 pagesAddress: Brgy. Gredu, Panabo City Telephone No.: (084) 628-4830Mickoy D. EbagagNo ratings yet
- Analysisof Iron Oreby Titrationwith Potassium DichromateDocument2 pagesAnalysisof Iron Oreby Titrationwith Potassium DichromateDarioNo ratings yet
- Zeron 100 PDFDocument5 pagesZeron 100 PDFNAVANEETHNo ratings yet
- Sostanza Chemical PP PVDF Aisi 316 Epdm Viton PtfeDocument2 pagesSostanza Chemical PP PVDF Aisi 316 Epdm Viton Ptfescribd1364scribdNo ratings yet
- Tabela de Propriedades Dos MateriaisDocument31 pagesTabela de Propriedades Dos MateriaisAngela SimoesNo ratings yet
- Microstructural Evolution of 2.25Cr-1Mo-0.25V Submerged-Arc Weld PDFDocument15 pagesMicrostructural Evolution of 2.25Cr-1Mo-0.25V Submerged-Arc Weld PDFBurag HamparyanNo ratings yet
- Title: Duplex Coatings - An Overview Mr. R.E. Wilmot Hot Dip Galvanizers Association Southern AfricaDocument9 pagesTitle: Duplex Coatings - An Overview Mr. R.E. Wilmot Hot Dip Galvanizers Association Southern Africadee1985No ratings yet
- Alloys and ApplicationsDocument4 pagesAlloys and ApplicationsnumantariqNo ratings yet
- Industrial Chemistry NotesDocument52 pagesIndustrial Chemistry NotesIbrahim SemaanNo ratings yet
- The D - and F-Block ElementsDocument12 pagesThe D - and F-Block ElementsSHIVANSHU NemaNo ratings yet
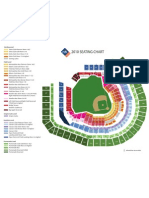
- 2010 Citi Field Seating ChartDocument1 page2010 Citi Field Seating ChartkollingmNo ratings yet
- 2 Class 2.0 Edition Part A3 Learning Resource: Sodium Zeolite/Chloride Anion DealkalizationDocument1 page2 Class 2.0 Edition Part A3 Learning Resource: Sodium Zeolite/Chloride Anion DealkalizationviksursNo ratings yet
- Acids and BasesDocument18 pagesAcids and Baseslin hassanNo ratings yet
- Proton and Nucleon Numbers: Inside AtomsDocument1 pageProton and Nucleon Numbers: Inside Atomsnattharintip pitchayaNo ratings yet
- Organic Synthesis TEMPLATEDocument30 pagesOrganic Synthesis TEMPLATEKyle HallNo ratings yet
- AGTI Exam Thermo QuestionsDocument11 pagesAGTI Exam Thermo QuestionsWs LimNo ratings yet
- Nitrogen, Ammonia, LR TNT, 0 To 2.5, Salicylate Method 10023, 02-2009, 9th EdDocument5 pagesNitrogen, Ammonia, LR TNT, 0 To 2.5, Salicylate Method 10023, 02-2009, 9th EdMohd Izdiharudin IbrahimNo ratings yet
- Alloy Vs CompositeDocument1 pageAlloy Vs CompositeankushNo ratings yet
- Analysis of Radionuclidic Purity of Medical Isotope Production With D-Li Neutron in A-FNS1Document5 pagesAnalysis of Radionuclidic Purity of Medical Isotope Production With D-Li Neutron in A-FNS1Arley FonsecaNo ratings yet
- Simulation of Extraction Process For Separation of Rare Earth Element: Praseodymium (PR)Document23 pagesSimulation of Extraction Process For Separation of Rare Earth Element: Praseodymium (PR)Atika Mohd YatimNo ratings yet
- Group 15 Chemistry Quiz AnswersDocument3 pagesGroup 15 Chemistry Quiz Answersarya sonarNo ratings yet
- All-Alloys COPPER CROSS REF ASTMDocument72 pagesAll-Alloys COPPER CROSS REF ASTMKamal ThummarNo ratings yet
- As 4969.12-2009 Analysis of Acid Sulfate Soil - Dried Samples - Methods of Test Complete Suspension PeroxideDocument2 pagesAs 4969.12-2009 Analysis of Acid Sulfate Soil - Dried Samples - Methods of Test Complete Suspension PeroxideSAI Global - APACNo ratings yet
- Chemistry QuestionsDocument32 pagesChemistry QuestionsSiddharthGuptaNo ratings yet
- Darel Jay B. Gregorio 11-Ruby Physical Science Quarter 3 - Module 1: Star Formation & Evolution Let Us Try!Document6 pagesDarel Jay B. Gregorio 11-Ruby Physical Science Quarter 3 - Module 1: Star Formation & Evolution Let Us Try!Ariel BajentingNo ratings yet
- 4.5 MetalsDocument22 pages4.5 Metalsbradley omariNo ratings yet
- Laboratory Guide Chemistry Form 5 PDFDocument5 pagesLaboratory Guide Chemistry Form 5 PDF145556No ratings yet