You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- For Exchanger Tube Rupture PDFDocument3 pagesFor Exchanger Tube Rupture PDFNikhil DivateNo ratings yet
- High Integrity Protective SystemsDocument9 pagesHigh Integrity Protective SystemsAbhiyan Anala ArvindNo ratings yet
- Gas Blowby - An Overview - ScienceDirect TopicsDocument15 pagesGas Blowby - An Overview - ScienceDirect TopicsWin Thi HaNo ratings yet
- GoyalDocument3 pagesGoyalVan LeNo ratings yet
- Infytq With SolutionsDocument37 pagesInfytq With SolutionsÃbhilâśh Rêddÿ100% (1)
- Flow Through Packed BedDocument7 pagesFlow Through Packed BedHomo SapienNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Ejector technology for efficient and cost effective flare gas recoveryDocument10 pagesEjector technology for efficient and cost effective flare gas recoverySdadNo ratings yet
- Process Design Engineering Test-1Document6 pagesProcess Design Engineering Test-1Vague FruitsNo ratings yet
- Pump CalcDocument1 pagePump CalcMoch WildanNo ratings yet
- Predict Storage-Tank Heat Transfer: PreciselyDocument6 pagesPredict Storage-Tank Heat Transfer: PreciselyRuben LealNo ratings yet
- Manual Flare Sim ExproDocument69 pagesManual Flare Sim ExproJuan Pablo AlonsoNo ratings yet
- Vapor Liquid Equilibrium of Water + Ethanol + GlycerolDocument8 pagesVapor Liquid Equilibrium of Water + Ethanol + GlycerolcsandrasNo ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- Tank FixturesDocument21 pagesTank FixturesASSSSSSSSSSSSNo ratings yet
- Thermosyphon Reboiler (Horizontal) GPSADocument6 pagesThermosyphon Reboiler (Horizontal) GPSAsyamsudin2006No ratings yet
- Gas Blowby CaseDocument2 pagesGas Blowby Casejainrakeshj4987No ratings yet
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pages2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNo ratings yet
- IVPL Control Valve Sizing ManualDocument20 pagesIVPL Control Valve Sizing ManualGanesh YadavNo ratings yet
- Lc370wud Sab1 LG PDFDocument34 pagesLc370wud Sab1 LG PDFARTMehr Eng. GroupNo ratings yet
- Design Separation Columns GuideDocument8 pagesDesign Separation Columns GuideDewi ApriyaniNo ratings yet
- Volume and Wetted Area of Partially Filled Horizontal VesselsDocument11 pagesVolume and Wetted Area of Partially Filled Horizontal VesselsMelvin MagbanuaNo ratings yet
- Friction LossesDocument34 pagesFriction LossesTahaNo ratings yet
- Thermosyphon Reboiler HydraulicsDocument2 pagesThermosyphon Reboiler HydraulicsMichael HaiseNo ratings yet
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- Chemsep Tutorial: Distillation With Hypothetical ComponentsDocument25 pagesChemsep Tutorial: Distillation With Hypothetical ComponentsErving MJNo ratings yet
- Steam Condensate Pot SizingDocument1 pageSteam Condensate Pot SizingmaniazharNo ratings yet
- 10 1016@j Jngse 2016 01 016Document37 pages10 1016@j Jngse 2016 01 016saiful bahriNo ratings yet
- Basco IBC Catalog 2013Document16 pagesBasco IBC Catalog 2013Mario BarbarićNo ratings yet
- Simulation of Distillation For ACETONE-BENZENE-CHLOROFORMDocument8 pagesSimulation of Distillation For ACETONE-BENZENE-CHLOROFORMfjcgNo ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- Optimizing Pressure Relief SystemsDocument6 pagesOptimizing Pressure Relief SystemsKimberly ConleyNo ratings yet
- Gun Barrel Sizing For Crude Oil DehydrationDocument3 pagesGun Barrel Sizing For Crude Oil DehydrationRicardo BecNo ratings yet
- Furnace Heater DesignDocument7 pagesFurnace Heater DesignAaAaA_88No ratings yet
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- HP New Analysis For FlaresDocument0 pagesHP New Analysis For Flareskataria200784No ratings yet
- A 01 Pumps, Valves & CoolersDocument24 pagesA 01 Pumps, Valves & CoolersСергей КороткийNo ratings yet
- Phast: Tutorial ManualDocument42 pagesPhast: Tutorial ManualNitesh KirnakeNo ratings yet
- Simulation, System and Analytical: Lainnya Blog Berikut Buat Blog MasukDocument8 pagesSimulation, System and Analytical: Lainnya Blog Berikut Buat Blog MasukIkhsanudin AbdullahNo ratings yet
- What Are The Types of HRSGDocument2 pagesWhat Are The Types of HRSGThiruvengadamNo ratings yet
- Structured PackingDocument8 pagesStructured PackingUsama IqbalNo ratings yet
- Relief SystemDocument24 pagesRelief SystemFarhanSaatNo ratings yet
- PSV Load Calculation For Gas Expantion Fire Case PDFDocument2 pagesPSV Load Calculation For Gas Expantion Fire Case PDFAnonymous V5UYBUMaNo ratings yet
- Fire Relief Dynamic StudyDocument2 pagesFire Relief Dynamic StudylguardiaNo ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Depressuring Systems PDFDocument32 pagesDepressuring Systems PDFkumar_chemicalNo ratings yet
- Spreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2Document26 pagesSpreadsheet - Gas Blanketed Tanks - Inbreathing Process Calculations & Control Valve Sizing - Rev2venkatesh801No ratings yet
- Definition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsDocument2 pagesDefinition & Types of Reboilers - A. Thermosiphon - : Reboiler CircuitsWade ColemanNo ratings yet
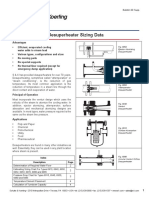
- 6DSUPP Desuperheater Supplement BrochureDocument4 pages6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновNo ratings yet
- Document Analysis and SummaryDocument2 pagesDocument Analysis and SummarymadithakNo ratings yet
- PSSCV ZixxingDocument2 pagesPSSCV ZixxingShashi Kant KumarNo ratings yet
- Calculation of Relief Load On ColumnDocument5 pagesCalculation of Relief Load On Columnnghiemta18No ratings yet
- Process Heat Transfer Hof MasterDocument327 pagesProcess Heat Transfer Hof MastersdrtfgNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Binary Interaction Parameters in Cubic e PDFDocument6 pagesBinary Interaction Parameters in Cubic e PDFagarwalashwin32No ratings yet
- Design Practices-ReboilerDocument7 pagesDesign Practices-Reboileragarwalashwin32100% (1)
- Design Practices - DrumsDocument32 pagesDesign Practices - Drumsagarwalashwin32100% (2)
- HPLC Heat Exchanger Design PhilosophyDocument28 pagesHPLC Heat Exchanger Design Philosophyagarwalashwin320% (1)
- Asia Petrochemical Outlook Aromatics H2 2016 PDFDocument12 pagesAsia Petrochemical Outlook Aromatics H2 2016 PDFagarwalashwin32No ratings yet
- Comparison of Chemical Process Simulators: Aspen vs. HYSYSDocument8 pagesComparison of Chemical Process Simulators: Aspen vs. HYSYSagarwalashwin32No ratings yet
- Argus Propylene and DerivativesDocument11 pagesArgus Propylene and Derivativesagarwalashwin32No ratings yet
- Shale Gas MonetizationDocument20 pagesShale Gas Monetizationagarwalashwin32No ratings yet
- Modeling & Simulation of Water Gas Shift ReactionDocument5 pagesModeling & Simulation of Water Gas Shift Reactionagarwalashwin32No ratings yet
- Business Trends OpExDocument4 pagesBusiness Trends OpExagarwalashwin32No ratings yet
- MBSO805D - Understanding - Petrochemical - Business PDFDocument226 pagesMBSO805D - Understanding - Petrochemical - Business PDFAnaruzzaman SheikhNo ratings yet
- Modeling & Simulation of Water Gas Shift ReactionDocument5 pagesModeling & Simulation of Water Gas Shift Reactionagarwalashwin32No ratings yet
- Alky Unit Control SchemeDocument9 pagesAlky Unit Control Schemeagarwalashwin32No ratings yet
- Duel Feed Cracker Unit Associated UnitDocument37 pagesDuel Feed Cracker Unit Associated UnitRamesh mudunuri55% (11)
- Thesis On Diolefin ReactivityDocument169 pagesThesis On Diolefin Reactivityagarwalashwin32No ratings yet
- Response To Climate Change by The Energy IndustryDocument40 pagesResponse To Climate Change by The Energy Industryagarwalashwin32No ratings yet
- Shale Gas MonetizationDocument20 pagesShale Gas Monetizationagarwalashwin32No ratings yet
- KBC Consulting Profit ImprovementDocument4 pagesKBC Consulting Profit Improvementagarwalashwin32No ratings yet
- H - Process Economics and Optimization, Sec. 3Document37 pagesH - Process Economics and Optimization, Sec. 3agarwalashwin32No ratings yet
- Maintenance - Improving Plant Performance by Changing A Maintenance CultureDocument4 pagesMaintenance - Improving Plant Performance by Changing A Maintenance Cultureagarwalashwin32No ratings yet
- Business Trends OpExDocument4 pagesBusiness Trends OpExagarwalashwin32No ratings yet
- Special Focus: Octane Upgrading Technology To Boost Value of Light Paraffinic FeedsDocument2 pagesSpecial Focus: Octane Upgrading Technology To Boost Value of Light Paraffinic Feedsagarwalashwin32No ratings yet
- Penex Process PDFDocument49 pagesPenex Process PDFAhmed Mohamed KhalilNo ratings yet
- Volatile Organic Compounds Emissions: Report On The Environment HTTPS://WWW - Epa.gov/roeDocument5 pagesVolatile Organic Compounds Emissions: Report On The Environment HTTPS://WWW - Epa.gov/roeagarwalashwin32No ratings yet
- Business Trends OpExDocument4 pagesBusiness Trends OpExagarwalashwin32No ratings yet
- Chemical Engineering Science: Marc Panu, Kevin Topolski, Sarah Abrash, Mahmoud M. El-HalwagiDocument11 pagesChemical Engineering Science: Marc Panu, Kevin Topolski, Sarah Abrash, Mahmoud M. El-Halwagiagarwalashwin32No ratings yet
- Penex Process PDFDocument49 pagesPenex Process PDFAhmed Mohamed KhalilNo ratings yet
- Light Naphtha Isomerization Process ReviewDocument17 pagesLight Naphtha Isomerization Process Reviewagarwalashwin32100% (2)
- Maintenance - Improving Plant Performance by Changing A Maintenance CultureDocument4 pagesMaintenance - Improving Plant Performance by Changing A Maintenance Cultureagarwalashwin32No ratings yet
- DNV OS-B101 Metallic MaterialsDocument48 pagesDNV OS-B101 Metallic MaterialsBoni Luck100% (1)
- 1 National Workshop For Sustainable Built Environment South - South PartnershipDocument14 pages1 National Workshop For Sustainable Built Environment South - South PartnershipRajendra KunwarNo ratings yet
- Herbarium Specimen Preparation and Preservation GuideDocument9 pagesHerbarium Specimen Preparation and Preservation GuideJa sala DasNo ratings yet
- RK271007 AN RXSF 1Document2 pagesRK271007 AN RXSF 1Ahmed FaragNo ratings yet
- Technical Report Writing For Ca2 ExaminationDocument6 pagesTechnical Report Writing For Ca2 ExaminationAishee DuttaNo ratings yet
- Mobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryDocument19 pagesMobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryJoaquim OliveiraNo ratings yet
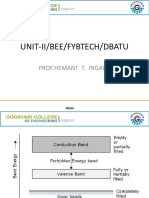
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- 22-02-13 Samsung Answer To Staton Techniya Complaint & CounterclaimsDocument72 pages22-02-13 Samsung Answer To Staton Techniya Complaint & CounterclaimsFlorian MuellerNo ratings yet
- R7 Injection CheatSheet.v1Document1 pageR7 Injection CheatSheet.v1qweNo ratings yet
- STAUFF Catalogue 1 STAUFF Clamps English TERBARU RemovedDocument5 pagesSTAUFF Catalogue 1 STAUFF Clamps English TERBARU RemovedBayuAnggaraNo ratings yet
- Akhtamov A.A. - Destination C1-C2, Test CollectionDocument37 pagesAkhtamov A.A. - Destination C1-C2, Test CollectionNguyen NhiNo ratings yet
- Grade7Research 1st Quarter MeasuringDocument17 pagesGrade7Research 1st Quarter Measuringrojen pielagoNo ratings yet
- Piperack Design PhiloshipyDocument10 pagesPiperack Design PhiloshipyGautam PaulNo ratings yet
- Intelligent PiggingDocument0 pagesIntelligent PiggingSam RajNo ratings yet
- Cesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingDocument7 pagesCesp 105 - Foundation Engineering and Retaining Wall Design Lesson 11. Structural Design of Spread FootingJadeNo ratings yet
- Identifying The Orders of AR and MA Terms in An ARIMA ModelDocument11 pagesIdentifying The Orders of AR and MA Terms in An ARIMA ModelNeha GillNo ratings yet
- PD083 05Document1 pagePD083 05Christian Linares AbreuNo ratings yet
- Impact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri LankaDocument11 pagesImpact of Microfinance On Women's Empowerment: A Case Study On Two Microfinance Institutions in Sri Lankamandala jyoshnaNo ratings yet
- Uop Teuop-Tech-And-More-Air-Separation-Adsorbents-Articlech and More Air Separation Adsorbents ArticleDocument8 pagesUop Teuop-Tech-And-More-Air-Separation-Adsorbents-Articlech and More Air Separation Adsorbents ArticleRoo FaNo ratings yet
- 720-C-001 (Vent Wash Column)Document4 pages720-C-001 (Vent Wash Column)idilfitriNo ratings yet
- Part 1Document3 pagesPart 1Jester NavarquezNo ratings yet
- PC200-8 SM - 013 Troubleshooting by Failure Code Part-3Document50 pagesPC200-8 SM - 013 Troubleshooting by Failure Code Part-3t5442071100% (2)
- Risk Assessment: Overall RatingDocument3 pagesRisk Assessment: Overall RatingandirizaNo ratings yet
- D6 SeptimusDocument366 pagesD6 SeptimusHenry Gaudet100% (1)
- A Fully Coupled 3-D Mixed Finite Element Model of Biot ConsolidationDocument18 pagesA Fully Coupled 3-D Mixed Finite Element Model of Biot ConsolidationTantai RakthaijungNo ratings yet
- API Documentation Alpha VantageDocument55 pagesAPI Documentation Alpha VantageFun WorldNo ratings yet
- Guia Instalacion ENTECDocument15 pagesGuia Instalacion ENTECHislim SaidNo ratings yet
- Tutorial Chapter 1 Thermochemistry QuestionsDocument4 pagesTutorial Chapter 1 Thermochemistry Questionssiti nur masyitah nasaruddinNo ratings yet
- CSA09 Programming in Java MediumDocument25 pagesCSA09 Programming in Java Mediumsometimesop7934No ratings yet
- Foundation Fieldbus: Dataguard™ - Iec61158-2 - Isa/Sp50 - Type A - Extended TemperatureDocument1 pageFoundation Fieldbus: Dataguard™ - Iec61158-2 - Isa/Sp50 - Type A - Extended TemperatureJosé CallisayaNo ratings yet