You might also like
- A Finite Element Model of Thermal Evolution in Laser MicroDocument13 pagesA Finite Element Model of Thermal Evolution in Laser Micro615513No ratings yet
- Model Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessDocument6 pagesModel Development in Openfoam For Laser Metal Deposition-Based Additive Manufacturing ProcessSaurabhTripathiNo ratings yet
- Heat Transfer and Phase Transition in The Selective Laser Melting ProcessDocument9 pagesHeat Transfer and Phase Transition in The Selective Laser Melting ProcessLe Thanh LongNo ratings yet
- Experimental Study of Thermomechanical PDocument20 pagesExperimental Study of Thermomechanical PMohamed HassanNo ratings yet
- Optics and Laser Technology: Rong Liang, Yu LuoDocument8 pagesOptics and Laser Technology: Rong Liang, Yu Luothejasree_pNo ratings yet
- materials-11-00765Document16 pagesmaterials-11-007651711076053No ratings yet
- Thermal Analysis For Joining of Dissimilar Polymeric Materials Through Friction Stir WeldingDocument13 pagesThermal Analysis For Joining of Dissimilar Polymeric Materials Through Friction Stir WeldingTaufikNo ratings yet
- Additive Manufacturing: L. Dong, J.P.M. Correia, N. Barth, S. AhziDocument12 pagesAdditive Manufacturing: L. Dong, J.P.M. Correia, N. Barth, S. AhziJegan JocularianNo ratings yet
- International Journal of Heat and Mass Transfer: Hongze Wang, Yu ZouDocument13 pagesInternational Journal of Heat and Mass Transfer: Hongze Wang, Yu ZoukishoreNo ratings yet
- Research Paper 3Document13 pagesResearch Paper 3Abhijeet yadavNo ratings yet
- International Journal of Thermal Sciences: SciencedirectDocument12 pagesInternational Journal of Thermal Sciences: Sciencedirectbitan royNo ratings yet
- Ilovepdf MergedDocument13 pagesIlovepdf MergedMadhu CkNo ratings yet
- Korner - Mesoscopic Simulation o Selective Beam Melting ProcessesDocument27 pagesKorner - Mesoscopic Simulation o Selective Beam Melting ProcessesHelen FuentesNo ratings yet
- Finite Element Modelling for Part Distortion Calcula 2019 Alexandria EngineeDocument8 pagesFinite Element Modelling for Part Distortion Calcula 2019 Alexandria EngineeSoumitra DasNo ratings yet
- Selective Laser Melting of Metal Powders in Additive ManufacturingDocument10 pagesSelective Laser Melting of Metal Powders in Additive ManufacturingParth KhandelwalNo ratings yet
- Advanced Powder Technology: Yaowei Yu, Henrik SaxénDocument8 pagesAdvanced Powder Technology: Yaowei Yu, Henrik SaxénHygor CesarNo ratings yet
- Computers & Fluids: Tao Sun, Weizhong LiDocument10 pagesComputers & Fluids: Tao Sun, Weizhong LiChinniRohithaNo ratings yet
- Kas16 - Mat&Des - Correlation Between Porosity and Processing Parameters in TiAl6V4 Produced by Selective Laser Melting+corrigendumDocument13 pagesKas16 - Mat&Des - Correlation Between Porosity and Processing Parameters in TiAl6V4 Produced by Selective Laser Melting+corrigendumEnrique Ferrando BarbenaNo ratings yet
- Prediction of Carbide Precipitation in Fe C V CR Mo W High Speed SteelsDocument9 pagesPrediction of Carbide Precipitation in Fe C V CR Mo W High Speed SteelszakariiNo ratings yet
- Ae Mag-Isa 2016-1Document3 pagesAe Mag-Isa 2016-1Vivo 1906No ratings yet
- 2014 Adelina Poly Styrene Co N Butyl AcrylateDocument8 pages2014 Adelina Poly Styrene Co N Butyl AcrylateMohammed JamaliNo ratings yet
- Crystallization KineticsDocument8 pagesCrystallization KineticsSatadal GhoraiNo ratings yet
- Taiwan AmeriDocument17 pagesTaiwan Amerinavaneethannk1698No ratings yet
- Ebrahim Gozali2015-Nanopartículas en El Comportamiento de La Materia Prima Líquida en La PulverizaciónDocument8 pagesEbrahim Gozali2015-Nanopartículas en El Comportamiento de La Materia Prima Líquida en La PulverizaciónMIGUELNo ratings yet
- 2017 97 PhiloDocument17 pages2017 97 Philokene malakuNo ratings yet
- 022 029 3 Bouabbou 40104Document8 pages022 029 3 Bouabbou 401041225079No ratings yet
- Thermal Analysis of Cold Storage: The Role of Porous Metal FoamDocument8 pagesThermal Analysis of Cold Storage: The Role of Porous Metal FoamHiba MhiriNo ratings yet
- Uia03 - FullDocument12 pagesUia03 - Fullali_naghedifarNo ratings yet
- PDF - Js ViewerDocument17 pagesPDF - Js ViewerLucas SantosNo ratings yet
- Laser-Aided Directed Energy Deposition of SteelDocument15 pagesLaser-Aided Directed Energy Deposition of SteelRUBENS DE ANDRADE SANTOSNo ratings yet
- 4-Q1-SCOPUS-Modeling of The Carburizing and Nitriding Processes PDFDocument10 pages4-Q1-SCOPUS-Modeling of The Carburizing and Nitriding Processes PDFEnriqe PuentesNo ratings yet
- Ltu Lic 0814 SeDocument66 pagesLtu Lic 0814 SeKiamarís Gorrín PadillaNo ratings yet
- Melt Pool Temperature and Cooling RatesDocument12 pagesMelt Pool Temperature and Cooling RatesLMNo ratings yet
- 2020-Surface Coating Technologies-Laser Beam and Powder InteractionDocument12 pages2020-Surface Coating Technologies-Laser Beam and Powder InteractionVikash SrivastvaNo ratings yet
- Modeling Aspects of High Velocity Impact of ParticDocument14 pagesModeling Aspects of High Velocity Impact of ParticFelipe BarrientosNo ratings yet
- A Coupled Thermal-Hydraulic-Mechanical-Chemical (THMC) Model For Methane Hydrate Bearing Sediments Using COMSOL MultiphysicsDocument34 pagesA Coupled Thermal-Hydraulic-Mechanical-Chemical (THMC) Model For Methane Hydrate Bearing Sediments Using COMSOL MultiphysicsGAURAV KUMARNo ratings yet
- Numerical Modeling of Friction Stir Welding Process A Literature ReviewDocument6 pagesNumerical Modeling of Friction Stir Welding Process A Literature ReviewafmzkbysdbblihNo ratings yet
- Studies of The Influence of Alloying Elements On T 2 PDFDocument7 pagesStudies of The Influence of Alloying Elements On T 2 PDFSonu Kumar MishraNo ratings yet
- Numerical Simulation On Induction Heat Treatment Process of A Shaft Part - Involving Induction Hardening and TemperingDocument13 pagesNumerical Simulation On Induction Heat Treatment Process of A Shaft Part - Involving Induction Hardening and TemperingMiguelSalgadoNo ratings yet
- 10 1016@j Addma 2019 100909Document58 pages10 1016@j Addma 2019 100909SaulPiedraNo ratings yet
- 12-dezfoli2017Document11 pages12-dezfoli2017nazanin timasiNo ratings yet
- s00170 018 2631 4Document14 pagess00170 018 2631 4sai charanNo ratings yet
- Case Studies in Thermal EngineeringDocument12 pagesCase Studies in Thermal EngineeringMadeeha IrfanNo ratings yet
- Thermal behavior in single track during selective laser melting of AlSi10Mg powderDocument13 pagesThermal behavior in single track during selective laser melting of AlSi10Mg powderkishoreNo ratings yet
- 2013 DarziDocument15 pages2013 DarziAT8iNo ratings yet
- 1 s2.0 S1359431122004689 MainDocument22 pages1 s2.0 S1359431122004689 MainOmar Al-AniNo ratings yet
- Research PaperDocument23 pagesResearch PaperAbhijeet yadavNo ratings yet
- Thermal Analysis of The Hot Dip-Coating Process: Hui Zhang M. Karim Moallemi Sunil KumarDocument8 pagesThermal Analysis of The Hot Dip-Coating Process: Hui Zhang M. Karim Moallemi Sunil KumarTia AdrianyputriNo ratings yet
- Diffusion Coefficients in Multiphase Ni80Cr20-Ti SDocument14 pagesDiffusion Coefficients in Multiphase Ni80Cr20-Ti SDattatreya PatiNo ratings yet
- Review On Modelling and Simulation of Blast Furnace: Steel Research International January 2018Document26 pagesReview On Modelling and Simulation of Blast Furnace: Steel Research International January 2018Millstone illuminatorNo ratings yet
- 1 s2.0 S0017931009001896 MainDocument9 pages1 s2.0 S0017931009001896 MainEthan SunNo ratings yet
- Powder Technology: Taishan Liu, Yanfeng Li, Shengrong He, Peng Chen, Zhengyong LiDocument12 pagesPowder Technology: Taishan Liu, Yanfeng Li, Shengrong He, Peng Chen, Zhengyong LirajuvadlakondaNo ratings yet
- Multiphase Model For The MacrosegregationDocument7 pagesMultiphase Model For The MacrosegregationsambitsahooNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument14 pagesRenewable and Sustainable Energy ReviewsTech Master -The LegendNo ratings yet
- Finite Element Simulation of Selective Laser Melting Process Considering Optical Penetration Depth of Laser in Powder BedDocument9 pagesFinite Element Simulation of Selective Laser Melting Process Considering Optical Penetration Depth of Laser in Powder Bedsahilnagula0504No ratings yet
- Deng 2017Document12 pagesDeng 2017Hiba MhiriNo ratings yet
- Manufacturing aluminum matrix composites reinforced with iron oxide nanoparticlesDocument11 pagesManufacturing aluminum matrix composites reinforced with iron oxide nanoparticlesTanmay SakhareNo ratings yet
- Finite Element Analysis Research PapersDocument4 pagesFinite Element Analysis Research Papersuyqzyprhf100% (1)
- Evolution of Microtexture and Microstructure During Sintering of CopperDocument12 pagesEvolution of Microtexture and Microstructure During Sintering of CopperemilioNo ratings yet
- Materials 12 00609 PDFDocument18 pagesMaterials 12 00609 PDFManasses juniorNo ratings yet
- 2D Box Falling into WaterDocument22 pages2D Box Falling into Waterclimax1364No ratings yet
- Control Dynamic Mesh of Flexible Membrane Using UDFDocument16 pagesControl Dynamic Mesh of Flexible Membrane Using UDFIjaz FazilNo ratings yet
- !etd - Send File PDFDocument128 pages!etd - Send File PDFkishoreNo ratings yet
- Materials 13 00859 PDFDocument15 pagesMaterials 13 00859 PDFkishoreNo ratings yet
- JMMP 02 00063Document19 pagesJMMP 02 00063kishoreNo ratings yet
- 4624 PDFDocument75 pages4624 PDFkishoreNo ratings yet
- Materials 12 03165 PDFDocument14 pagesMaterials 12 03165 PDFkishoreNo ratings yet
- Investigating The Melt Pool Properties and ThermalDocument15 pagesInvestigating The Melt Pool Properties and ThermalkishoreNo ratings yet
- Improving Surface Finish and Wear Resistance of Additive Manufactured Nickel-Titanium by Ultrasonic Nano-Crystal Surface ModificationDocument9 pagesImproving Surface Finish and Wear Resistance of Additive Manufactured Nickel-Titanium by Ultrasonic Nano-Crystal Surface ModificationkishoreNo ratings yet
- Datastream PDFDocument316 pagesDatastream PDFkishoreNo ratings yet
- FDM SIMULATIONDocument4 pagesFDM SIMULATIONkishoreNo ratings yet
- Farshidianfar Real Timecontrolofmicrostructureinlaseradditive PDFDocument15 pagesFarshidianfar Real Timecontrolofmicrostructureinlaseradditive PDFkishoreNo ratings yet
- Thermal behavior in single track during selective laser melting of AlSi10Mg powderDocument13 pagesThermal behavior in single track during selective laser melting of AlSi10Mg powderkishoreNo ratings yet
- Acta Materialia: Wentao Yan, Wenjun Ge, Ya Qian, Stephen Lin, Bin Zhou, Wing Kam Liu, Feng Lin, Gregory J. WagnerDocument10 pagesActa Materialia: Wentao Yan, Wenjun Ge, Ya Qian, Stephen Lin, Bin Zhou, Wing Kam Liu, Feng Lin, Gregory J. WagnerkishoreNo ratings yet
- Real-time control of microstructure in laser additive manufacturingDocument15 pagesReal-time control of microstructure in laser additive manufacturingkishoreNo ratings yet
- Journal of Materials Processing Technology: Mohammad H. Farshidianfar, Amir Khajepour, Adrian P. GerlichDocument11 pagesJournal of Materials Processing Technology: Mohammad H. Farshidianfar, Amir Khajepour, Adrian P. GerlichkishoreNo ratings yet
- Improving Surface Finish and Wear Resistance of Additive Manufactured Nickel-Titanium by Ultrasonic Nano-Crystal Surface ModificationDocument9 pagesImproving Surface Finish and Wear Resistance of Additive Manufactured Nickel-Titanium by Ultrasonic Nano-Crystal Surface ModificationkishoreNo ratings yet
- Asynchronous Interface Between A Finite Element Commercial Software ABAQUS and An Academic Research Code HEREZH++Document13 pagesAsynchronous Interface Between A Finite Element Commercial Software ABAQUS and An Academic Research Code HEREZH++kishoreNo ratings yet
- Generalized quasicontinuum modeling of metallic latticesDocument26 pagesGeneralized quasicontinuum modeling of metallic latticeskishoreNo ratings yet
- 8 A Computationally Efficient Finite Element Framework To Simulate Additive PDFDocument25 pages8 A Computationally Efficient Finite Element Framework To Simulate Additive PDFkishoreNo ratings yet
- Mesoscopic Simulation of Heat Transfer and Fluid Flow in Laser Powder Bed Additive ManufacturingDocument12 pagesMesoscopic Simulation of Heat Transfer and Fluid Flow in Laser Powder Bed Additive ManufacturingAli RafiqueNo ratings yet
- Metals: Effect of The Ultrasonic Nanocrystalline Surface Modification (UNSM) On Bulk and 3D-Printed AISI H13 Tool SteelsDocument15 pagesMetals: Effect of The Ultrasonic Nanocrystalline Surface Modification (UNSM) On Bulk and 3D-Printed AISI H13 Tool SteelskishoreNo ratings yet
- Materials 12 00609 PDFDocument18 pagesMaterials 12 00609 PDFManasses juniorNo ratings yet
- Additive Manufacturing: Y.S. Lee, W. ZhangDocument11 pagesAdditive Manufacturing: Y.S. Lee, W. ZhangkishoreNo ratings yet
- Short Review On Modeling Approaches For Metal AdditiveDocument7 pagesShort Review On Modeling Approaches For Metal AdditivekishoreNo ratings yet
- 1 Toward The Digital Twin of Additive ManufacturingDocument36 pages1 Toward The Digital Twin of Additive ManufacturingkishoreNo ratings yet
- Towards A True Digital Twin For The Metal Additive Manufacturing ProcessDocument7 pagesTowards A True Digital Twin For The Metal Additive Manufacturing ProcesskishoreNo ratings yet
- International Journal of Heat and Mass Transfer: Hongze Wang, Yu ZouDocument13 pagesInternational Journal of Heat and Mass Transfer: Hongze Wang, Yu ZoukishoreNo ratings yet
- Autonomous HVAC CFD - IntroductionDocument31 pagesAutonomous HVAC CFD - IntroductionPraveen Kumar RNo ratings yet
- Coal Blending and Its Effects On Boiler PerformanceDocument13 pagesCoal Blending and Its Effects On Boiler PerformanceAnudeep ChittluriNo ratings yet
- Mini Project in ThermodynamicsDocument3 pagesMini Project in ThermodynamicsEssam AhmedNo ratings yet
- Lecture 1 - Classification of Heat ExchangersDocument47 pagesLecture 1 - Classification of Heat ExchangersAhmed HelmiNo ratings yet
- BSC Syllabus 2009Document20 pagesBSC Syllabus 2009Engr SaikatNo ratings yet
- Q Inter Cooler DrawingsDocument5 pagesQ Inter Cooler DrawingsHri VitalionNo ratings yet
- STULZ CeilAir IOM OCH0006CDocument60 pagesSTULZ CeilAir IOM OCH0006CIonut DeaconuNo ratings yet
- Sanet - Ws - Steam Generation From Biomass. Construction and Design of Large BoilersDocument310 pagesSanet - Ws - Steam Generation From Biomass. Construction and Design of Large BoilersNgo Nhu Ngoan B1803415No ratings yet
- R410a Ceiling ConcealedDocument106 pagesR410a Ceiling ConcealedDonatienNo ratings yet
- VicotAir Water Fan Coil Unit VEFDocument12 pagesVicotAir Water Fan Coil Unit VEFInviairNo ratings yet
- Safety TrainingDocument31 pagesSafety TrainingEhab Ihab BaryNo ratings yet
- Cooling Load CalculationDocument14 pagesCooling Load Calculationmnt6176No ratings yet
- Infrared Signature Studies of Aerospace Vehicles: Shripad P. Mahulikar, Hemant R. Sonawane, G. Arvind RaoDocument28 pagesInfrared Signature Studies of Aerospace Vehicles: Shripad P. Mahulikar, Hemant R. Sonawane, G. Arvind RaommasjedyNo ratings yet
- Experiment 4: Cal CalorimeterDocument4 pagesExperiment 4: Cal CalorimeterKumaraguru RajaNo ratings yet
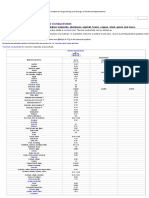
- Engineering ToolBox Thermal Conductivity GuideDocument6 pagesEngineering ToolBox Thermal Conductivity GuideBảo Nghi TrươngNo ratings yet
- Seriola 1510 31 Eng PDFDocument1 pageSeriola 1510 31 Eng PDFdnoaisapsNo ratings yet
- Climate Wizard Application GuideDocument13 pagesClimate Wizard Application Guidecalvin.bloodaxe4478No ratings yet
- Finning Contacts for Power Generation ProjectsDocument51 pagesFinning Contacts for Power Generation Projectsntrkulja@hotmail.comNo ratings yet
- SAGD Simulation Modelling Using STARS - Sep 2011Document29 pagesSAGD Simulation Modelling Using STARS - Sep 2011jackie.nangendoNo ratings yet
- Tanjung Jati B Training: SootblowersDocument26 pagesTanjung Jati B Training: SootblowersKaremBenzema100% (3)
- 3 Water Cooled EwwpDocument16 pages3 Water Cooled EwwpTandrec AndreiNo ratings yet
- CFDDocument18 pagesCFDPriya PatankarNo ratings yet
- Concentric Tube Water-Water Heat Exchanger Study UnitDocument12 pagesConcentric Tube Water-Water Heat Exchanger Study Unitseraj ibramemNo ratings yet
- THT3701 Assessment 2 Sem1 2023Document8 pagesTHT3701 Assessment 2 Sem1 2023Damaris ThamiNo ratings yet
- HVAC Controls - Operation and MaintenanceDocument330 pagesHVAC Controls - Operation and MaintenanceAngel Gerardo MendezNo ratings yet
- SolarDocument12 pagesSolarabdulwadi84No ratings yet
- Gehlin Spitler 2015Document8 pagesGehlin Spitler 2015christheo54787No ratings yet
- 7e LP - ConductionDocument13 pages7e LP - ConductionKresha LluismaNo ratings yet
- Convection Diffusion EquationDocument12 pagesConvection Diffusion EquationSmileyNo ratings yet
- Flare Radiation AnalysisDocument18 pagesFlare Radiation Analysispolaris44100% (6)
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyFrom EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyRating: 3.5 out of 5 stars3.5/5 (111)
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideFrom EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideRating: 5 out of 5 stars5/5 (2)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyFrom EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyRating: 4 out of 5 stars4/5 (51)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (55)
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumFrom EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumRating: 3 out of 5 stars3/5 (12)
- AI Superpowers: China, Silicon Valley, and the New World OrderFrom EverandAI Superpowers: China, Silicon Valley, and the New World OrderRating: 4.5 out of 5 stars4.5/5 (398)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesFrom EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesRating: 4.5 out of 5 stars4.5/5 (13)
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4.5 out of 5 stars4.5/5 (4)
- The E-Myth Revisited: Why Most Small Businesses Don't Work andFrom EverandThe E-Myth Revisited: Why Most Small Businesses Don't Work andRating: 4.5 out of 5 stars4.5/5 (709)